
Fターム[4F208LA05]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形の区分 (2,436) | 二軸延伸ブロー成形 (552) | 成形と同時に延伸 (40)
Fターム[4F208LA05]に分類される特許
21 - 40 / 40
プラスチック容器、特にボトルをブロー成形するためのプラント用の成形ユニット
各パリソン(3)からプラスチック容器(2)、特にボトルをブロー成形するプラントの成形ユニットは、容器(2)をブロー成形する少なくとも1つの成形キャビティ(19)を有する交換可能な金型(16)と、所定の線(24)に沿って移動してパリソン(3)と係合してパリソンを軸方向に変形させる少なくとも2つのストレッチングロッド(33)と、を備え、ストレッチングロッド(33)は、成形ユニットに取り付けられた金型(16)の成形キャビティ(19)の数および位置に応じて選択的に移動可能である。 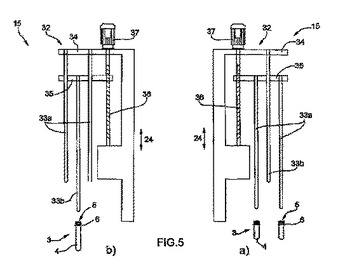 (もっと読む)
(もっと読む)
液体食品を包装する方法及び装置

金型内に配置された加熱されたプリフォームから形成された熱可塑性容器内に、所定量の飲料を供給する方法において、金型内部でのプリフォームの膨張を促進するように、プリフォームの凹み内に少なくとも幾分か飲料成分を注入するステップを含み、金型が容器の形状を画定し、注入ステップ中に導入される飲料の量が少なくとも前記所定量に等しく、容器内に残っている飲料の量が前記所定量に概ね等しくなるまで、導入された飲料成分の前記量の一部を吸出するステップを更に含む方法に関する。 (もっと読む)
ポリエチレンテレフタレートボトル

【課題】固相重合による固有粘度が上昇したポリエステル樹脂をそのまま用いて、底部を含めて薄肉化可能で、バランスのよい肉厚分布を有し、軸方向荷重に対して高い圧縮強度に有するポリエチレンテレフタレートボトルを提供することである。
【解決手段】エチレンテレフタレート単位を主体とし、固有粘度が0.80乃至1.0dL/gの範囲にあるポリエチレンテレフタレートを二軸延伸ブロー成形して成るボトルであって、下記式
P=(W1/S1)/(W2/S2)
式中、W1は胴部の重量、S1は胴部の表面積、W2は底部の重量、S2は底部の表面積である、で表わされる、胴部の単位表面積当りの重量と底部の単位表面積当りの重量の比Pが0.45乃至0.85の範囲にあることを特徴とする。
(もっと読む)
樹脂製の筒状部品の製造方法
【課題】比較的良好な寸法精度が得られるインジェクションブロー成形法を利用して、両端が開口した形状の樹脂製の筒状部品を製造する方法を提案すること。
【解決手段】両端が開口している筒状プリフォーム11を熱可塑性樹脂から射出成形により製造する。筒状プリフォーム11の第1端部12に第1把持具22を取り付けて開口2aを封鎖し、他方の第2端部13には第2把持具23を取り付け、この状態で円筒部16を加熱する。加熱後に筒状プリフォーム11を型開き状態の延伸ブロー成形型30にセットし、第2端部13の側から低圧のブローエアーを供給しながら第1端部12の側を軸線方向に引張ることにより延伸する。延伸後に左右の成形型36、37を閉じて二軸延伸ブロー成形を行って両端が開口した細長い筒状部品1を成形する。
(もっと読む)
プラスチック製哺乳瓶、他のブロー成形物品及びそれらの製造方法
本発明は、一般的に、100℃〜130℃の範囲内のガラス転移温度を有するポリマー材料からブロー成形によって製造された哺乳瓶及びその他の物品並びにそれらの製造方法に関する。これらの物品は、沸騰水に曝すことができ、3よりも小さい延伸比と、ポリマー材料のガラス転移温度(Tg)よりも少なくとも20℃高いプレフォーム温度との適切な組合せを使用することによって製造することができる。 (もっと読む)
発泡壁を有する容器の製造方法
壁の中に非反応性ガスを封入したポリマープリフォームを射出成形する工程;前記プリフォームをポリマー軟化温度よりも低い温度に冷却する工程(ここで、前記冷却されたプリフォームは初期材料体積を有する);前記冷却されたプリフォームを前記ポリマー軟化温度よりも高い温度に再加熱する工程;及び、前記再加熱されたプリフォームをブロー成形して、気泡中に非反応性ガスを含む微細発泡ポリマーから実質的になる容器を製造する工程(ここで、該容器の材料体積は、同一温度で測定された前記冷却されたプリフォームの初期材料体積よりも大きい)、を有する容器の製造方法。 (もっと読む)
プリフォームによるコンテナの製造のための設備及びこのような設備のブロー成型装置を制御する方法
本発明は、コンテナ、特にボトルを、ブロー成型もしくはストレッチ・ブロー成型により熱可塑性材料のプリフォームから製造するための設備を制御する方法であり、この設備が、モールドに関連して設けられたブロー成型もしくはストレッチ・ブロー成型ノズルの移動を制御する制御装置を備えた少なくとも1つの成型ユニットを有し、このノズルは、上側位置と下側位置との間を垂直方向に移動可能に設けられ、このノズルは、前記モールドが閉じた位置にある時、モールドの上側の水平な壁に設けられた少なくとも1つのオリフィスを覆う、方法において、設備が動作中であっても停止中であっても、前記モールドの容量室が、浮遊微小粒子汚染の危険性を防ぐために、外の環境から隔離されるように、この制御方法は、前記モールドが閉じた位置にある時、このモールド中のプリフォームの有無に関わらず、ノズルの下側位置への垂直方向の下降を、組織的に制御することを伴う少なくとも1つの第1の工程を有することを特徴とする。  (もっと読む)
(もっと読む)
機械的強度を改良することを可能にする容器の製造方法
本発明は、前もって加熱されたポリマー製の素地(3)から容器(2)の最終的な形状を決定する空洞部(8)を備える金型(5)内での容器(2)の製造方法であり、この方法は、下記の操作;
―所定の温度に加熱された金型(5)への素地(3)の導入、
―素地(3)内に加圧された爆発性ガス状混合物を導入、
―ガス状混合物の引火、
を含む方法に関するものである。
(もっと読む)
容器をブロー成形するための装置
本発明による装置は、容器をブロー成形するために用いる。まずパリソンの熱調整を行い、次にブロー成形型内でパリソンにブロー成形圧を作用させることによりパリソンを容器に成形する。少なくとも2つのブロー成形セグメントから成るブロー成形型を、担持構造物上に配置されているブローステーションの型担持体によって位置決めする。ブロー成形型に加えて底部を使用する。型担持体と底部とは双方とも機械的に位置決め可能であるように配置されている。型担持体と底部とは機械的に互いに連結されている。両型担持体のうち一方の型担持体は運動不能に、他方の型担持体は回動可能にそれぞれ担持構造部によって保持されている。底部は両型担持体のそれぞれに対し相対的に可動に配置されている。底部は型担持体に対し相対的に運動軌道部を有し、運動軌道部は、ブローステーションの縦方向に延在している成分と、縦方向に対し横方向に延在している成分との双方を備えている。 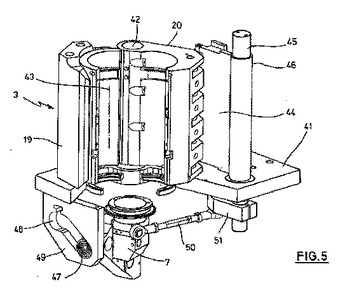 (もっと読む)
(もっと読む)
容器をブロー成形するための方法および装置
本発明による方法および装置は、容器をブロー成形するために用いる。熱可塑性材料から成るパリソンを熱調整した後、該パリソンをブロー成形型内部で引伸ばし棒によって延伸させ、ブロー成形圧を作用させることによって容器に成形する。電子機械的引伸ばし棒駆動部を使用して引伸ばし棒の位置決めの設定を行なう。サーボモータのモータ軸の回転運動を、機械的連結装置によって引伸ばし棒の往復運動に変換する。 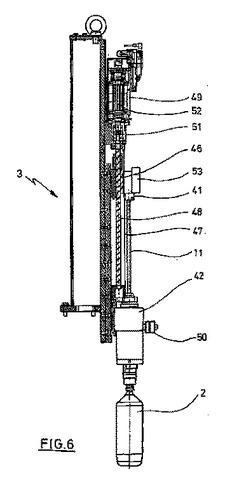 (もっと読む)
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】ブロー成形体の膨張が妨げられることを抑制することができる樹脂成形品の成形方法及び成形装置を提供する。
【解決手段】パリソンをブロー成形して形成される中空のブロー成形体23の内部に発泡性樹脂31を注入した後に、成形型10のキャビティの容積を拡大させるように成形型のコア部13を移動し、前記発泡性樹脂の発泡を促進させて前記ブロー成形体を膨張させるようにした樹脂成形品の成形において、前記コア部を移動して前記ブロー成形体を膨張させる際に、前記ブロー成形体の延伸される部分23aに対応する前記成形型の型面部14bから前記ブロー成形体の延伸される部分に気体を噴射して、前記ブロー成形体の延伸される部分に対応する成形型の型面部とブロー成形体の延伸される部分との間に空間部16aを形成することにより、前記ブロー成形体から前記成形型への伝熱が抑制されている。
(もっと読む)
容器の充填方法、容器を製造するためのプロセス、及び製造された容器
本発明は、充填ラインにおいて複数の容器を製品で充填する方法であって、容器が側壁領域、変形可能パネル領域、及びピボット領域の3領域を含み、ピボット領域が、側壁領域と変形可能パネル領域との間にあり、充填ラインにおいて充填された容器の少なくとも2つが、異なる第1及び第2の内部体積を有し、充填ラインが、第1の体積の容器から第2の体積の容器に変更するのに中断時間を実質的に必要としない方法を更に提供する。 (もっと読む)
固体状態の引き伸ばしを用いる方法でフィルムおよび成形品を製造する時に有用なポリエチレン
本出願者らは特定のポリエチレン(PE)ホモ重合体またはエチレンとC3からC10
アルファ−オレフィン単量体の共重合体が他のポリエチレン樹脂よりも配向加工で用いるに適することを見いだした。1つの面におけるPEは、0.3g/10分から5.0g/10分のMFI、110℃から140℃の融点、0.912g/cm3から0.965g/cm3(%)の密度、10%以下のヘイズ値、少なくとも90の透明度および少なくとも60の光沢を示す。そのポリエチレンを加熱し、製品に成形し、冷却した後、その製品に延伸配向を受けさせる。1つの態様において、本ポリエチレンを用いて製造することができるフィルム、テープ、溶融押出し加工品、射出ブロー成形品、射出延伸ブロー成形品、鋳造品および熱成形品の厚みは0.1ミルから100ミルである。このポリエチレンはそのような用途で優れた弾性、じん性、引き伸ばしおよび光学特性を示す。  (もっと読む)
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】ソリッド樹脂でなる表層部で覆われた内部の発泡樹脂の発泡の程度を高め、また一次中空成形体で構成される前記表層部の部分的な剛性低下を回避して、外観性、軽量性、剛性に優れた樹脂成形品の提供を課題とする。
【解決手段】樹脂成形品の成形方法は、ソリッド樹脂でパリソンPを成形する工程と、成形したパリソンPを成形型で挟み内部に気体を吹き込んで所定形状に賦形する工程と、得られた中空成形体を成形型内に残した状態で溶融状態の発泡性樹脂を中空成形体内に射出する工程と、射出後、成形型を所定量開きつつ発泡性樹脂を発泡させて該樹脂を中空成形体内に充填する工程とを含む。充填工程において成形型を所定量開くことにより中空成形体が延伸される部分X,Yを、パリソPの成形工程において、予め他の部分よりも厚肉化しておく。
(もっと読む)
一段階射出−延伸−ブロー成形における延伸/ブロー条件
【課題】メルトインデックスが1.5〜3dg/分で、エチレン含有量がRCPの重量の6重量%以下であるプロピレンとエチレンとのランダム共重合体(RCP)と、必要に応じて用いられる核剤および/または清澄剤とを含む樹脂を用いて、1段階の射出−延伸−ブロー成形で容器を製造する方法。
【解決手段】プレフォームの射出温度Tinjは200〜270℃で、延伸およびブロー温度Tsbは15℃以下の非常に狭い範囲ΔT内に限定され、延伸/ブロー温度Tsbはプレフォームの射出温度Tinjを用いてTsb=105+0.27×(Tinj−200)で表わされる。
(もっと読む)
容器の成形のための上方に付勢された鋳型底を有するブロー成形機械
本発明は、プリフォームに基づき容器を製造するためのブロー成形機械(10)であって、この容器の胴部を形成するようにデザインされている2つの半鋳型(20、22)を支持しているコンソール(16)を備えている少なくとも1つの回転するターンテーブル(12)と、この容器の底を形成するようにデザインされている鋳型底(32)とを有し、この鋳型底(32)がカムシステム(46)により垂直方向に摺動するように駆動されるタイプの機械において、コンソール(16)は、鋳型底(32)をその上部位置に向けて付勢する少なくとも1つの戻し部材を有し、また、カムシステム(46)は、鋳型底(32)に摺動可能に接続され、下向きの制御面(54)と相互作用するカムフォロワ部材(52)を有することを特徴とするブロー成形機械(10)を提案する。  (もっと読む)
(もっと読む)
ポリラクチド樹脂を用いたインジェクション・ストレッチ・ブロー成形方法
特定比率の乳酸立体異性体と伸張比をもつPLA樹脂を、インジェクション・ストレッチ・ブロー成形することにより、容器が製造された。この方法により、良好な製造速度で良好な品質の容器の製造が可能になった。
(もっと読む)
プラスチック製品の成形
従来のタイプの射出成形型装置に使用される、複合成形型装置は、射出成形型装置の圧盤(12)に設けられる複合モールドの半分部(10)からなっている。各モールドの半分部(10)は、プリフォーム成形のための射出成形キャビティ(16)の列や、プリフォームをブロー成形した製品にする延伸ブロー成形のためのブロー成形キャビティ(18)の列を備えている。それぞれのキャビティ(16)と(18)は共通のモールド分割方向に開くように、配列されている。  (もっと読む)
(もっと読む)
発泡壁を有する容器
容器の製造方法であって、非反応性ガスがその壁の中に入り込んだポリマー予備成形物を射出成形する工程、予備成形物をポリマー軟化温度未満の温度に冷却する工程、予備成形物をポリマー軟化温度を超える温度に再加熱する工程、及び予備成形物を吹込成形して、非反応性ガスがマイクロセルラフォームセル内に含有する本質的にマイクロセルラ発泡ポリマーからなる容器を調製する工程を含む、前記方法。 (もっと読む)
二段階射出延伸吹込成形ポリプロピレン物品の製造方法
透明で、曇りが低く、射出延伸吹込成形ポリプロピレン容器物品の二段式製造方法を開示する。第一段階では、予備成形物品を射出成形機で製造する。次の第二段階は、第一段階で使用した装置と別の場所で行うことができ、予備成形物品を再加熱し、容器に延伸吹込成形する。本発明の方法では、プロセスパラメーターの選択を行い、透明で曇りの低い容器を得ることができる適切なポリプロピレンポリマー形態を維持しながら、相当高速度で延伸吹込成形を促進して予備成形物品を製造することができる。  (もっと読む)
(もっと読む)
21 - 40 / 40
[ Back to top ]