
Fターム[4F208LB01]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形の区分 (1,807) | 一定長物品(不連続物品)の製造方法 (1,244)
Fターム[4F208LB01]に分類される特許
141 - 160 / 1,244
バリア性を有する容器及びその製造方法
【課題】多層又は単層のプラスチック容器の製造方法が開示されている。この容器は、(i)ポリエステル樹脂、好ましくはポリエチレンテレフタレートのような芳香族ポリエステル樹脂と、(ii)ポリアミド材料、好ましくは芳香族ポリアミド材料と、(iii)脱酸素材料、好ましくは遷移金属と、から調製されるバリア層を有している。また、本発明は、多層又は単層の本体を有する容器を提供する。
【解決手段】バリア層の調製に於いては、最初に予備成型物が、希釈剤ポリエステル、ポリアミド材料、及び脱酸素材料を含むプレブレンドが射出成形プロセスの間にベースポリエステルに添加される射出成形プロセスで調製される。次に、予備成型物が延伸されて容器が形成される。
(もっと読む)
樹脂成形品の成形方法および成形装置、並びに熱可塑性樹脂製シートの厚みの調整装置
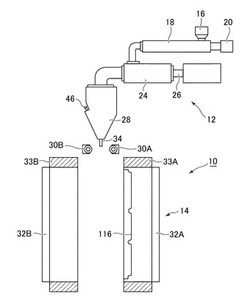
【課題】垂下する押出された溶融の熱可塑性樹脂製シートのドローダウン又はネックインを防止可能な樹脂成形品の成形方法および成形装置を提供する。
【解決手段】溶融した熱可塑性樹脂を押出スリット34からシート状に垂下する際に、貯留された熱可塑性樹脂を単位時間当たり所定押出量で間欠的に押し出すことによって、押出スリットからシート状樹脂が所定の厚みと押出速度で下方に押し出され、押出スリットの下方に配置された一対の近接できるローラー30でシート状樹脂を挟み込むと共に、ローラーの回転駆動によりシート状樹脂を下方に引っ張りシート状樹脂の厚みを押出スリットから押出し時の厚み以下に延伸薄肉化したシート状樹脂をローラーの下方に配置された金型32の側方に供給し、シート状樹脂と金型との間に形成された密閉空間を減圧、および/またはシート状樹脂を金型に向かって加圧することによって金型形状に賦形する樹脂成形品の成形方法。
(もっと読む)
オーバーモールド容器の製造方法、オーバーモールド容器の製造装置、ブロー成形装置、オーバーモールド容器

【課題】アウターが均一に被装された高品質なオーバーモールド容器を製造する。
【解決手段】金型50a内に配置されたインナーボトル10aの外側に溶融樹脂を射出してアウター20aを成形する際、柱状のロッド60aを用いて位置決めステップを実行し、インナーボトルは、上端の開口14から下方に延長する首部13と、当該首部に一体的に連続する収納部12とから構成され、柱状のロッドは、先端64が前記インナーボトル内部11の底面16の形状に係合する形状に形成されており、位置決めステップでは、首部を固定するともに、ロッドをインナーボトルの開口から底面に向けて挿入して、ロッドの先端形状66aと当該底面との形状30aとが係合するように当接させる。
(もっと読む)
透明性に優れた射出成形品及びその製造方法
【課題】透明性及び延伸バランスに優れた耐熱性延伸成形容器を熱固定に賦することなく成形することが可能な射出成形品を提供することである。
【解決手段】エチレンテレフタレート系ポリエステル樹脂(A)と、該ポリエステル樹脂(A)の末端官能基と反応性を有する官能基を持つ鎖延長剤(B)から成り、重量平均分子量Mwが3.0×105以上の高分子量成分を1.0重量%以上の量で含有する樹脂組成物から成る射出成形品であって、下記式
ΔTc1 = 2ndTc1 ― 1stTc1
式中、2ndTc1は5分間加熱溶融後急冷した試料について示差走査熱量計で測定
した結晶化発熱ピークであり、1stTc1は溶融前の試料について示差走査熱
量計で測定した結晶化発熱ピークをそれぞれ表す、
で表されるΔTc1の値が20℃以下であることを特徴とする。
(もっと読む)
4−メチル−1−ペンテン(共)重合体および該重合体から得られるブロー成形体
【課題】射出ブロー成形が可能で、透明性、耐熱性に優れ、さらに機械特性に優れた成形体を与える、4−メチル−1−ペンテン(共)重合体を提供すること。
【解決手段】下記(a)〜(d)の要件を満たす4−メチル−1−ペンテン(共)重合体によって上記課題が解決される。
(a)4−メチル−1−ペンテンから導かれる構成単位が100モル%〜80モル%であり、炭素数2〜20のα−オレフィン(4−メチル−1−ペンテンを除く)から選ばれる少なくとも1種のから導かれる構成単位が0モル%〜20モル%である
(b)135℃デカリン中で測定した極限粘度[η](dl/g)が0.5〜5.0である
(c)DSCで測定した融点(Tm)が165℃〜250℃の範囲にある
(d)密度が820〜850(kg/m3)である
(もっと読む)
波長特異的な熱放射及び処理を行う方法及びシステム
【課題】成形または加工操作に先立つプラスチック部品の非接触熱処理のためのシステムで、改善された赤外線エネルギー変換効率を有する特定の熱赤外線(IR)波長放射又はエネルギーを物品に直接注入するシステムを提供する。
【解決手段】電流を光子に直接変換する工程を通じてプラスチック部品に所望の吸収特性と一致する狭波長領域の放射エネルギーを放射する1つ以上のレーザーダイオードを含み、かつ熱監視制御セクションを含むシステム。
(もっと読む)
パリソンの肉厚調整装置
【課題】任意のパリソンの長手方向位置かつ周方向位置のみの肉厚を変化させるパリソンの肉厚調整装置において低コスト化を図る。
【解決手段】下端周りに第1傾斜面6を有するコア2と、コア2の外側に配置され、下端周りに第1傾斜面6と対向する第2傾斜面7を有するダイ3と、を備え、第1傾斜面6と第2傾斜面7との間でパリソンの環状傾斜流路8およびパリソン射出口9が形成され、コア2とダイ3とを上下方向に相対移動させることによりパリソンの上下方向の肉厚を変化させるパリソンの肉厚調整装置1において、パリソン射出口9に至る環状傾斜流路8の周方向の一部に、コア2およびダイ3の相対移動方向と平行に延在する直進流路10を設けた。
(もっと読む)
樹脂中空成形体の製造方法
【課題】
解決しようとする課題は、樹脂中空成形体にインナーリブを適用すると分割金型を製造する費用が増大して生産コストが高くなり、安価な樹脂中空成形体を提供する事ができないという点である。
【解決手段】
熱可塑性樹脂のブロー成形によって形成され、対向する一方の壁と他方の壁を有し、前記一方の壁に直角な垂直壁4と垂直壁4’が形成された中空体に、前記一方の壁の外表面に荷重を加える事により前記垂直壁4と垂直壁4’とを接触させる事により前記課題を解決した。
(もっと読む)
中空成形機
【課題】従来の中空成形機において、押出機を載置した台を回転支持する支点の位置は、型締装置の奥行き寸法の関係によって成形機のフレーム基台上にて任意の適切な位置をとることに困難な場合があった。そのため載置台後端側にかなりの量の重りを置く必要があったが、これらは外観上の見た目が悪く、かつ地震等によって不測の事態を生起させるおそれがあった。
【解決手段】成形機のフレーム基台1上に重量バランスをとる支点26の後方であって、押出機3を設けた揺動盤11とフレーム基台1との間に揺動盤11を揺動する装置30を設け、揺動装置30の後方に、支点26回りの重量バランスをとるため上下方向の一方向へ揺動盤11を押しまたは引く装置40を設けた構成とした。これにより、常に支点26回りの重量バランスをとることができる。
(もっと読む)
装置および方法
【課題】物体、特にプラスチックの用量を移動し、プラスチックの用量を圧縮成形する装置および方法を改良する。
【解決手段】容器母材(300)を得るためプラスチックの用量(80)を圧縮成形するよう設計されるモールド手段(3)が備わる圧縮成形装置(1)、および前記用量(80)を前記モールド(3)に供給するよう設計される移送手段(8)および前記モールド手段(3)から前記容器母材(300)を除去するよう設計される除去手段が備わる移動装置(6)から構成されることを特徴とする。
(もっと読む)
ブロー成形装置の作動方法
【課題】排気エアを作動エアとして有効に再利用することができ且つ成形品の品質バラツキを抑制することができるブロー成形装置の作動方法を提供する。
【解決手段】ブローエアを中間成形品に供給して所定形状に膨張させた後、作動エアタンクに排気エアを回収し、この回収した排気エアを作動エアとして再利用するに際し、排気エアを作動エアタンクに飽和状態となるまで回収し、その時点で作動エアタンクの圧力が第1の設定圧力P1に達していない場合には、次に排気エアの回収が開始されるまでの間に、所定のタイミングでエア源から作動エアタンクにエアを圧縮供給し、作動エアタンクの圧力を所定圧力まで上昇させることで、排気エアの回収が開始される時点の作動エアタンクの圧力が第2の設定圧力P2となるようにする。
(もっと読む)
ポリエステル製延伸発泡容器
【課題】不活性ガスを含浸させての加熱により形成された発泡層が非発泡のポリエステル容器本体の胴部外面に形成された構造を有していると共に、耐熱性に優れた延伸発泡ポリエステル容器を提供する。
【解決手段】口部5、胴部7、及び底部9を備えた非発泡ポリエステル容器本体1と、容器本体1の胴部外面に設けられた発泡セルを内部に有する発泡ポリエステル層3とから成り、非発泡ポリエステル容器本体1が、固有粘度が0.78以下のポリエステルを用いて形成されており、発泡ポリエステル層3が、固有粘度が0.80以上のポリエステルを用いて形成されていることを特徴とする。
(もっと読む)
ブロー成形による中空容器の成形方法
【課題】 長期に亘り金型を清掃することなく連続ブロー成形を行うことが可能であり、生産性の向上、コスト低下、作業環境が向上したに優れたポリエチレンテレフタレートからなる中空容器の成形方法を提供する。
【解決手段】 フェノール基含有リン化合物およびアルミニウム化合物を触媒として重合されたポリエチレンテレフタレート、またはフェノール基含有リン化合物のアルミニウム塩を触媒として重合されたポリエチレンテレフタレートを用いて、一つの金型あたり10000回以上ブロー成形金型を清掃することなく連続して中空容器を成形する方法。
(もっと読む)
波長特異的な熱放射及び処理を行う方法及びシステム
【課題】種々の処理目的のために特定の熱赤外線(IR)波長放射又はエネルギーを物品に直接注入するシステムを提供する。様々な産業、医学、民生又は商用環境において、物品を加熱しその温度を上昇又は維持するか、或いは目標物を刺激することが含まれる。特に、より高速で且つ目標物と接触しない環境で機能するときに有利である。
【解決手段】特定の熱赤外線(IR)波長放射又はエネルギーを物品に直接注入する、具体的に選択した波長で照射するか或いは放射をパルス化又は注入する能力を必要とするか又はその能力から恩恵を受ける作業に特に適用可能である。
(もっと読む)
無菌充填包装体の製造方法、及び製造装置
【課題】内容物の注出具の保護性、内容物の注出性及びタンパーエビデント性が改善された、折り畳み誘導線が形成されたプラスチック容器本体内に内容物を無菌的に充填すると共に、前記容器本体と一体成形された保護ケース内に注出具を収納した無菌充填包装体の製造方法及び製造装置を提供する。
【解決手段】次の工程で無菌充填包装体を製造する。(1)パリソン27をプラスチック容器本体用金型32に配置し(2)パリソン27内に挿入したノズル24から無菌エアーを吹き出して容器本体2のブロー成形を行った後に、(3)該ノズル24から容器本体2内に内容物を充填後、該ノズル24を退避させ、ついで(4)内容物の注出具5を容器本体2の上部のパリソン27に挿入した後に、(5)保護ケース用金型31の型締めを行い、(6)前記容器本体2の上部のパリソン27から保護ケース6を形成する。
(もっと読む)
ネック部を備える容器を搬送体にローディングまたはアンローディングする装置
【課題】ネック部を備えるプリフォームを、このネック部によって1つのプリフォームを個別に把持する装置を含む搬送体にローディングしまたはアンローディングする装置を提供する。
【解決手段】上記装置は、各プリフォーム12を個別に収容する手段42を含む、プリフォーム12を分配する手段32、42であって、上記収容手段の軌道と、上記把持手段の軌道とが、平面投影において、プリフォーム12が把持位置にある少なくとも1つの交差点P3において接しており、プリフォームのネック部が、上記把持部材と対向して垂直方向に配置される分配手段と、上記把持部材の動きに対して、上記収容手段の動きを同期させる手段とを備える。
(もっと読む)
反転装置およびプリフォーム取り扱い装置
【課題】簡単な構造で対象物を反転させることができる反転装置を提供する。
【解決手段】反転装置RMは、支持体78と、支持体に回転軸53回りで回転自在に支持されて、回転軸53の軸方向に第1端52aおよび反対側の第2端52bで仕切られる回転体52と、回転体52上に形成されて、第1端52aから第2端52bまで対象物Pを滑らせる滑り路84、88、89と、第1端52aで滑り路84、88、89の入口に向き合わせられ、滑り路84、88、89の入口に第1姿勢の対象物Pを案内する第1案内路51と、第2端52bで滑り路84、88、89の出口に向き合わせられ、回転体52の回転に応じて第1姿勢から反転した第2姿勢の対象物Pを滑り路84、88、89の出口から案内する第2案内路47とを備える。
(もっと読む)
フッ素変性クロム触媒を用いて製造される高密度ポリオレフィンから作製される中空プラスチック製品
【課題】1個以上の開口部を有し且つ1層以上の層構造である中空プラスチック製品を提供する。
【解決手段】該中空プラスチック製品は、フッ素変性クロム触媒を用いて製造されたポリオレフィンから作製される1層以上の層を含んでいる。プラスチック燃料容器、ガソリンのキャニスター、プラスチックタンク、またはプラスチックボトル等として使用する方法。
(もっと読む)
押出成形用ポリ乳酸含有ポリプロピレン樹脂組成物、その製造方法及びそれからなる押出成形体
【課題】優れた曲げ弾性率、耐熱性及び耐衝撃性と、優れた溶融張力を持ちブロー成形体などの押出成形体を容易に形成することができる押出成形用ポリ乳酸含有ポリプロピレン樹脂組成物、その製造方法及びそれからなる押出成形体を提供する。
【解決手段】下記成分(A)30〜89.5重量%、成分(B)0.1〜5重量%、成分(C)10〜50重量%及び成分(D)0.4〜15重量%を含有する樹脂組成物であって、MFR(230℃)5g/10分以下、曲げ弾性率1500MPa以上、190℃の溶融張力10g以上、熱変形温度80℃以上である押出成形用ポリ乳酸含有ポリプロピレン樹脂組成物など。
成分(A):MFR(230℃)10g/10分以下で曲げ弾性率1800〜2600MPaのポリプロピレン樹脂
成分(B):無水マレイン酸変性ポリオレフィン系樹脂など
成分(C):MFR(190℃)1〜7g/10分のポリ乳酸系樹脂
成分(D):エポキシ変性ポリオレフィン系樹脂
(もっと読む)
発泡成形体の製造方法
【課題】化学発泡剤を用いて見掛け密度の小さい発泡成形体を製造できる発泡成形体の製造方法を提供する。
【解決手段】本発明の発泡成形体の製造方法は、重曹マスターバッチと、当該重曹マスターバッチとは別に形成されたクエン酸マスターバッチと、原料樹脂と、をそれぞれ押出機に投入し混練してなる混合樹脂を、押出機から押し出して発泡成形体を成形する。
(もっと読む)
141 - 160 / 1,244
[ Back to top ]