
Fターム[4F208LB01]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形の区分 (1,807) | 一定長物品(不連続物品)の製造方法 (1,244)
Fターム[4F208LB01]に分類される特許
61 - 80 / 1,244
ダクト一体型フロア嵩上げ材
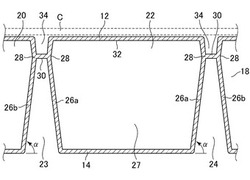
【課題】軽量化を達成しつつ十分な剛性を確保可能なダクト一体型フロア嵩上げ材を提供する。
【解決手段】上面壁12と裏面壁14との間の周側壁とを有し、周側壁の高さがフロアの嵩上げに利用されるブロー成形による一体中空二重壁構造であって、上面壁12および裏面壁14により内部にエア流路を形成するダクト部と、第1長溝23あるいは第2長溝24の対向する側壁の他方、上面壁12、裏面壁14および周側壁により構成される中空部とが、互いに仕切られる態様で形成され、中空部の上面壁12あるいは裏面壁14の第1長溝23あるいは第2長溝24に沿う縁部には、所定の間隔を隔てて、それぞれ上面壁12あるいは裏面壁14から内方へ突出する溝状であって、第1長溝23あるいは第2長溝24に臨むように開口部を形成した補強リブが複数設けられる、ことを特徴とするダクト一体型フロア嵩上げ材。
(もっと読む)
ダイレクトブロー容器の製造方法及び包装体

【課題】燃料や薬品のバリア性能及び酸素等の各種ガスのバリア性能に優れ、さらには変形のない実用的なダイレクトブロー容器の製造方法を提供する。
【解決手段】ポリオレフィン(A)60〜90質量%、酸変性ポリオレフィン(B)5〜30質量%、メタキシリレン基含有ポリアミド(C)2〜35質量%を含有し、ポリオレフィン(A)中にメタキシリレン基含有ポリアミド(C)が層状に分散しているダイレクトブロー容器の製造方法は、押出機から吐出される溶融樹脂が流れる流通孔と下側に開口している開口部を有する筒状の中空部であって中空部の上側に流通孔が開口する筒状の中空部とを有するダイボディーと、上側に先端部を有するマンドレルであって先端部が流通孔の端部の開口に向くように、中空部に配置されたマンドレルと、ダイボディーの中空部とマンドレルとの間の流路クリアランスが樹脂流路を形成するように、流路クリアランスに形成され、マンドレルをダイボディーの中空部の内部に保持するサポート部と、を備えるダイを使用する。
(もっと読む)
ダクト一体型フロア嵩上げ材の製造方法
【課題】ダクトの性能あるいは品質を維持しながら、軽量化を確保しつつ効率的に製造可能なダクト一体型フロア嵩上げ材の製造方法を提供する。
【解決手段】上面壁と裏面壁との間の高さがフロアの嵩上げに利用される中空二重壁構造であって、上面壁において、中空部18に相当する第1密閉空間および捨て袋118を形成する段階と、第1密閉空間および捨て袋118に相当する筒状パリソンPの部分の外表面に対して、ブローピン126を突き刺して加圧流体を吹き込んで、溶融状態の筒状パリソンを膨張させて、対応する分型金型のキャビティの表面に向かって押し付けることにより、筒状パリソンPを賦形して、中空部18およびダクト部22を成形する段階と、捨て袋118を切断して、ダクト部22に吸気口あるいは排気口を形成する段階と、を有することを特徴とするダクト一体型フロア嵩上げ材の製造方法。
(もっと読む)
ダクト一体型フロア嵩上げ材の製造方法
【課題】ダクトの遮音性、通気性を含む性能あるいは品質を維持しながら、良好な成形性を確保しつつ効率的に製造可能なダクト一体型フロア嵩上げ材の製造方法を提供する。
【解決手段】大中空部18に相当する第2密閉空間、ダクト部22に相当する第3密閉空間と前記凹部において連通した小中空部に相当する第1密閉空間および捨て袋118を形成する段階と、第2密閉空間および捨て袋それぞれに相当する筒状パリソンの部分の外表面に対して、ブローピン126を突き刺して加圧流体を吹き込んで、溶融状態の筒状パリソンを膨張させて、対応する分型金型のキャビティの表面に向かって押し付けることにより、筒状パリソンを賦形して、大中空部およびダクト部、さらに連通路を通じて小中空部を成形する段階と、捨て袋を切断して、ダクト部に吸気口あるいは排気口を形成する段階と、を有することを特徴とするダクト一体型フロア嵩上げ材の製造方法。
(もっと読む)
合成樹脂製壜体及びその成形方法
【課題】 本発明はホットパリソン法に伴う、二軸延伸ブロー成形による小型で厚肉の壜体に係る問題に鑑みてなされたものであって、特にブロー成形壜体の底部における局部的な延伸変形、そしてこの変形に伴う薄肉化を抑制することを技術的な課題とし、もって、ガラス瓶様の高品位な外観を呈する小型で厚肉の壜体を提供することを目的とする。
【解決手段】 射出成形による有底筒状の合成樹脂製プリフォームのホットパリソン法による2軸延伸ブロー成形による合成樹脂製壜体の成形方法において、プリフォームを、このプリフォームの底部の内周面の中央に相当する先端部中央に凸部を突設、配置したコア金型を有する射出成形金型を使用して射出成形する。
(もっと読む)
フットレスト一体型の嵩上げ材
【課題】 自動車のフロアパンに配置されてフロア面の高さを設定する車両用フロア嵩上げ材において、フットレストを一体的に成形する。
【解決手段】 ブロー成形によってフットレスト16が一体的に形成されるフットレスト一体型の嵩上げ材10において、成形に伴う薄肉化部分22に補強用のインサート板24を備えるようにする。
(もっと読む)
ダクト一体型フロア嵩上げ材の製造方法
【課題】ダクトの性能あるいは品質を維持しつつ、効率的に製造可能なダクト一体型フロア嵩上げ材の製造方法を提供する。
【解決手段】溶融状態の筒状パリソンを開放位置の一対の分割金型106の間に配置する段階と、開放位置にある一対の分割金型106を型締め位置まで相対的に近接させることにより、第1中空部18、第2中空部、ダクト部22、および捨て袋118を形成する段階と、それぞれに相当する筒状パリソン部分の外表面に対して、ブローピン126を突き刺して加圧流体を吹き込んで、膨張させて、対応する分型金型106のキャビティの表面に向かって押し付けることにより、筒状パリソンを賦形して、第1中空部18、第2中空部およびダクト部22を成形する段階と、捨て袋118を切断して、ダクト部22に吸気口あるいは排気口を形成する段階と、を有することを特徴とするダクト一体型フロア嵩上げ材の製造方法。
(もっと読む)
滑り軸受上ピボットシャフトガイド付きブロー成形機
【課題】ブロー成形ステーションは、ブロー成形用金型キャリアを閉状態で共にロックするためにロッキング機構を有した金型キャリアを提供する。
【解決手段】このロッキング機構80は、第一ロッキングエレメント82および第一ロッキングエレメント82に対して移動可能な第二ロッキングエレメント84を有している。少なくとも1つの第一軸受装置60が、ブロー成形用金型キャリアが互いに対して移動可能に実装されるように設けられ、及び少なくとも1つの第二軸受装置70が、第一ロッキングエレメント82を第二ロッキングエレメント84に対して移動可能に実装するために設けられ、そしてこれら軸受装置60、70の少なくとも1つが、潤滑剤なしの滑り軸受の形、または互いに対して移動可能な軸受部間で少なくとも一部がプラスチック材料から射出成形される軸受の形で設計されている。
(もっと読む)
コールドパリソン方式による軟質樹脂用ブロー成形方法
【課題】 軟質樹脂中空成形体を精度良く簡単にブロー成形することができるコールドパリソン方式による軟質樹脂用ブロー成形方法を提供する。
【解決手段】 軟質樹脂からなるパリソンを、加熱槽内でブロー成形可能な温度に再加熱して軟化させた状態とし、その両端部にプラグを装着したうえでブロー成形型の内部に挿入して型締めを行った後、プラグを介してパリソンの内部に圧力空気を送り込むことで、軟質樹脂からなるパリソンを所定形状の中空成形体に成形する方法であり、パリソン1を再加熱して軟化させた状態とする際、パリソン1の内部には、少なくとも表面部分4がフッ素樹脂からなる保持棒2を挿入するとともに、パリソン1の両端部には、ブロー成形可能な温度における耐熱性を有する硬質材料からなる治具5を取り付けておき、パリソン1を再加熱して軟化させた状態とした後は、パリソン1の両端部に治具5を取り付けたままの状態でプラグを装着する。
(もっと読む)
圧力容器及び圧力容器の製造方法
【課題】内殻の樹脂成形時でのヒケ発生による応力集中を抑制する。
【解決手段】圧力容器1は、樹脂成形品からなる内殻3と、内殻3の外周を覆うFRPからなる補強層となる外殻5と、軸方向端部に位置する口金11とを備えている。口金11は、内側口金部品7と外側口金部品9とを有し、内殻3のブロー成形時に、内側口金部品7を一体成形する。内側口金部品7は、小径部7c1と大径部7c2とを備える一方、内殻3は円筒形状の首部3aを備えている。首部3aは小径部7c1の外周部に位置し、首部3aの軸方向端部3a2は、大径部7c2の端面7eに当接している。
(もっと読む)
一体成形された細長い要素を有する容器
【課題】燃料タンクの剛性を高め、燃料タンク壁厚を薄くすることにより、使用材料の量を減少させる燃料タンクの形成方法および成形用装置を提供する。
【解決手段】燃料タンクを形成するためのキャビティを用意する工程と、前記キャビティ内に一以上の細長い要素(例えばワイヤの補強材)を挿入する工程と、前記キャビティ内で前記細長い要素の近くにパリソンを配置する工程と、前記パリソンに流圧を加え、これにより前記パリソンを変形させて前記パリソンの表面に前記細長い要素を係合させ、一体化させる工程とにより、燃料タンクを形成する。
(もっと読む)
ブロー成形体とその製造方法
【課題】
解決しようとする課題は、熱可塑性樹脂で形成されるブロー成形体において、軽量化を目的として肉厚を薄肉化するとその嵌合部はペラペラの極薄となって腰がなくなってしまい、相手部品との嵌合作業が困難となるという点である。
【解決手段】
分割金型によってパリソンを型締めし、次いで該パリソン内に圧縮空気を吹込み、それと同時またはそれ以降のタイミングで該分割金型の型締め時の分割面に位置するスライドコアを進出させて該パリソンを突き破り、成形体の開口部に相当する部位の該パリソンの内壁に該スライドコアの内壁規定部を嵌入させて、開口部の内壁の一部にスライドコアの内壁規定部の形状を転写させた。
(もっと読む)
プラスチック成形体
【課題】既設の生産設備をほとんど変更することなく、口部の内径を拡大することで、軽量化を図ることができるプリフォーム又はプラスチックボトルであるプラスチック成形体を提供する。
【解決手段】プラスチック成形体は、ネックサポートリング14が下端に設けられた口部10とネックサポートリング14の直下に連接する首部220とを備えるプラスチック成形体において、プラスチック成形体がプリフォーム200又はプラスチックボトルであり、口部10の上端における内径が、国際飲料技術者協会(International Society of Beverage Technologists)で規定するフィニッシュサイズ28mmの規格の内径よりも大きい。
(もっと読む)
取付部を備えた容器
【課題】ブロー成形時に、容器、例えば、車両用燃料タンクの取付部付燃料給油口を成形する方法と装置を提供する。
【解決手段】取付部36を備えた容器12を成形する方法は、成形面と、前記成形面の一部を画定する凹型領域24と、分割するために互いに開くと共に密閉するために互いに閉じる金型部14と、を有する金型、を設ける工程を有する。金型が開いた時に、溶融プラスチックパリソン16が金型に提供され、その後、金型が閉じられる。そして、パリソンの一部が凹型領域に入るように、パリソンが成形面に対して膨張する。凹型領域内に設けられたパリソンの一部は、取付部を画定するために、前記金型およびパリソンに関連して二次成形装置40を動かすことによって成形される。
(もっと読む)
プラスチック材料予備成形品の延伸ブロー成形装置、延伸ブロー成形プラント、およびセラミック部品の使用
【課題】樹脂製予備成形品の延伸ブロー成形装置において、ポジティブロックスチール締め具と同程度の安定性を有するとともに、潤滑剤の追加なしに、良好な滑り特性を実現する装置を提供する。
【解決手段】樹脂製予備成形品の延伸ブロー成形装置1は、少なくとも2つのシェル部4、5およびベース部6を有するブロー成形用金型3を運搬する運搬デバイス2と、ベース部受け手段11とベース部受け手段を保持する保持デバイス12,13,14、15と有するベース部固定デバイス10とを備え、ベース部受け手段がポジティブロック締め具18により保持手段(保持デバイス)に固定され、樹脂製容器を形成するための予備成形品の延伸ブロー成形装置であって、ポジティブロック締め具が、セラミック材料からなるポジティブロック領域22を有する。
(もっと読む)
ブロー成形装置
【課題】肉厚の厚いプリフォームを高い延伸倍率で延伸ブロー成形して大型のボトルを製造できる小型・コンパクトで生産効率の良いブロー成形装置を提案すること。
【解決手段】ブロー成形装置1は、同一平面上に配置した第1〜第4直線搬送路11〜14から構成した矩形の循環路6に沿ってプリフォーム2を倒立状態で搭載しているキャリア7を搬送する。第1、第2直線搬送路11、12には第1加熱部17、第2加熱部18が配置されており、肉厚の厚いプリフォーム2を外部加熱、内部加熱することにより均一に加熱することができる。加熱後のプリフォーム2は第3直線搬送路13上の第1処理部19において延伸ブローされて中間成形品4とされ、中間成形品4は第2処理部20において延伸ブローされて最終製品であるボトル3が得られる。延伸ブロー成形を二段階に分けることにより、過剰な引張応力を伴うことなく大型のボトル3が得られる。
(もっと読む)
プリフォームの加熱方法
【課題】 ボトルの白化防止、プリフォームの加熱時間の短縮、耐熱性に優れたプリフォームの加熱方法を創出することを課題とする。
【解決手段】 加熱炉(2)内の冷却、プリフォーム(P)の外面への冷却エアー(e1)と熱源(4)からの加熱とを同時に行ってプリフォーム(P)の外面温度(Ta)と内面温度(Tb)とを調整しながら熱結晶化温度よりもわずかに低い温度となるまで急速加熱する第1工程(S1)と、加熱炉(2)内の冷却と熱源(4)による加熱を停止した状態で、冷却エアー(e1)をプリフォーム(P)の外面に吹き付けて外面温度(Ta)を冷却する第2工程(S2)と、加熱炉(2)内の冷却を停止した状態で、プリフォーム(P)の外面への冷却エアー(e1)の吹き付けと熱源(4)からの加熱とを同時に行ってプリフォーム(P)を急速加熱する第3工程(S3)と、を有する構成とする。
(もっと読む)
中空成形機用パリソン肉厚調整方法及び装置
【課題】本発明は、クロスヘッド内部温度をパリソン設定波形の補正に用い、安定した中空成形品を得ることを目的とする。
【解決手段】本発明による中空成形機用パリソン肉厚調整方法及び装置は、パリソン(8)の肉厚(9)を調整するためのパリソンコントローラ(10)は、クロスヘッド(2)に設けられた温度検出センサ(42)から検出されたクロスヘッド(2)内のクロスヘッド内部温度(40a)を成形条件であるパリソン設定波形(32a)の補正に用いる方法と構成である。
(もっと読む)
樹脂製容器の成形方法及び樹脂製容器
【課題】生産コストが抑えられ、安定した品質の樹脂製容器を成形できる樹脂製容器の成形方法、及びこれにより成形された樹脂製容器を提供する
【解決手段】ブロー成形金型3に、ストレッチロッド2の先端側へ小さい第2の口部22が位置するようにプリフォーム20を装填し、ストレッチロッド2の先端2Aを、当該第2の口部22を閉塞するようにプリフォーム本体23の内面下端部分23aに当接させて当該第2の口部22を内側からエアシールし、エアシール状態を保てるように、ブローエアー50を吹き込むと共にストレッチロッド2を下降させ、当該ブローエアー50を漏洩させずにプリフォーム本体23を2軸延伸する。
(もっと読む)
パリソン長測定方法及び装置
【課題】本発明は、パリソンの流れ方向に対して並行に直線移動させることにより、このリニアセンサからのパリソンに関する変化量を用いて、パリソンを測定することを目的とする。
【解決手段】本発明によるパリソン長測定方法及び装置は、パリソン(22)の側面(23)に対応した位置に配設した複数のリニアセンサ(60a)を用い、各リニアセンサ(60a)をパリソン(22)の流れ方向(A)に対して並行に直線移動させ、各リニアセンサ(60a)から得られたパリソン(22)の変化量(70)からパリソン長、ドローダウン量及びパリソンスウェルの何れか又は全てを測定する方法と構成である。
(もっと読む)
61 - 80 / 1,244
[ Back to top ]