
Fターム[4F208LB01]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形の区分 (1,807) | 一定長物品(不連続物品)の製造方法 (1,244)
Fターム[4F208LB01]に分類される特許
101 - 120 / 1,244
切断装置
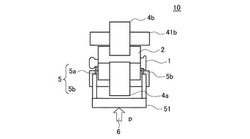
【課題】簡易な装置構成でありながら、切断による切削粉が発生せず、寸法のばらつきが小さく、切断面の平面性が高い切断装置を提供すること。
【解決手段】被加工物1を支持し、回転駆動手段3の稼働により回転し、被加工物1を固定しつつ回転させる被加工物固定治具2と、被加工物固定治具2を駆動回転させる回転駆動手段3と、被加工物固定治具2の回転と共に、回転しつつ被加工物1を支持する支持手段4a〜4cと、回転する被加工物1を、被加工物1の軸方向における少なくとも両端部で切断するカッターナイフ5a〜5cと、カッターナイフをスライド移動させるスライド移動手段6と、を備える切断装置10。
(もっと読む)
枢動およびロックの運動を連動させた、プラスチック予備成形物をプラスチック容器へと変換するための装置および方法

【課題】ブロー成形ステーションとして、ブロー金型キャリアとブロー金型を開閉すべく前記第1のブロー金型キャリア部分に対して所定の第1の枢支軸に関して枢動可能である第2のブロー金型キャリア部分とを提供する。
【解決手段】前記ブロー成形ステーション8が、ロック機構80が、少なくとも間接的に前記第1のブロー金型キャリア部分6aに配置された第1のロック要素82と、少なくとも間接的に前記第2のブロー金型キャリア部分に配置された第2のロック要素84とを備える。第1のロック要素82の運動が、少なくとも前記第2の所定の軸Xに関する前記第1のロック要素82の運動の最中に、前記第2の所定の軸Xが該第2の軸Xに対して垂直な方向に前記キャリア2に対して移動するようなやり方で、連結装置によって互いに連結されている。
(もっと読む)
コンテナを製造するための装置
【課題】ペースト状のプラスチックから始まる、装置が制限された寸法を有するコンテナの製造のための装置の成形手段を提供する。
【解決手段】回転カルーセル(57)および該カルーセル(57)によって支持されかつ該カルーセル(57)に対して移動可能である複数の保持要素(71)を含む装置であり、該保持要素(71)がブロー成形手段(4)からコンテナ(2)を取り除くために成形される装置において、該装置が該保持要素(71)と関連する複数のさらなる保持要素(72)をさらに含み、該さらなる保持要素(72)が圧縮成形手段(5)にプラスチックの投与(37)を届けるように成形され、各々の該さらなる保持要素(72)が対応する保持要素(71)に固定される。
(もっと読む)
プリフォームおよび容器
【課題】プリフォームの成形時に口栓部にひけが発生することを防止し、閉栓後の容器に外気の流入が生じることを防止することが可能なプリフォームおよび容器を提供する。
【解決手段】プリフォーム10は、内筒45および外筒46を有するキャップ40が嵌合される容器30用のものであり、キャップ40が嵌合される口栓部11と、口栓部11に連結されたプリフォーム本体12とを備えている。口栓部11は、キャップ40の内筒45に当接する内壁15と、キャップ40の外筒46が嵌め込まれる外壁16とを有している。口栓部11の外壁16に、円周方向に延びる単一の円周溝23が設けられ、この単一の円周溝23により、口栓部11の厚肉部の割合を少なくするとともに、成形時の口栓部11からの放熱を向上させて、口栓部11内部の溶融樹脂が冷却・固化する際の体積収縮による口栓部11の表面樹脂の引き込みを緩和し、ひけの発生を防止する。
(もっと読む)
ダクト
【課題】成形したダクトの反りの発生を防止することが可能なダクトを提供する。
【解決手段】本実施形態のダクト(200)は、第1の壁部(201)の平均肉厚と第2の壁部(202)の平均肉厚との差が0.3mm以下であり、ダクト(200)全体の肉厚の変動係数が0.3以下である。また、ダクト(200)全体の平均肉厚が0.7mm以下である。
(もっと読む)
熱可塑性樹脂製プリフォーム及びその製造方法
【課題】成形過程での成形不良を抑制し、材料歩留まりに優れた熱可塑性樹脂容器のためのプリフォームおよびその製造方法を提供する。
【解決手段】熱可塑性樹脂シートを圧縮成形して底部23および開口部22を有する形状に形成された圧縮成形層24と、前記圧縮成形層24の外面もしくは内面に射出成形にて形成された射出成形層15とを有し、加熱して軟化させた状態でブロー成形することにより所定の形状に膨張させて成形される熱可塑性樹脂製プリフォームにおいて、前記射出成形層15が、前記底部23において最も厚く、開口部22側に向かって徐々に薄くなるように形成されている。
(もっと読む)
ブロー成形方法
【課題】2つのブローピンを確実に樹脂内に挿入できるブロー成形方法の提供。
【解決手段】第1のブローピン14aを、樹脂Pの金型12によって挟持される部位から樹脂P内に挿入する。そのため、金型12で樹脂Pが逃げることを抑制しつつ、第1のブローピン14aを樹脂P内に挿入することができる。また、第1のブローピン14aから樹脂P内にエアを吹き込んで樹脂Pを膨らませた後、第1のブローピン14aから樹脂P内にエアを吹き込みつつ、第2のブローピン15aを、第1のブローピン14aとは異なる部位から樹脂P内に挿入する。そのため、第1のブローピン14aから吹き込まれるエアにより樹脂Pの内圧を高めた状態で、第2のブローピン15aを樹脂P内に挿入することができる。そのため、第2のブローピン15aも確実に樹脂P内に挿入できる。よって、2つのブローピン14a,15aを確実に樹脂P内に挿入できる。
(もっと読む)
薬液容器の製造方法および薬液容器
【課題】コールドパリソン法射出延伸ブロー成形後に別途の熱処理を行うことなく、薬液容器に耐熱性を付与する手段を提供する。
【解決手段】DSC測定により観測される最も高温側の吸熱ピークのピーク温度が120〜180℃の範囲であり、かつ230℃、荷重21.2Nの条件下で測定されるメルトフローレートが0.3〜10g/10分の範囲である樹脂材料からプリフォームを作製する工程と、前記樹脂材料の全体質量に対して35質量%の樹脂材料が溶融する温度を下限温度とし、前記ピーク温度よりも5℃低い温度を上限温度とする範囲の温度に前記プリフォームを加熱する工程と、前記プリフォームを軸方向に伸張させる工程と、伸張させた前記プリフォームを、軸方向に直交する面の長軸と短軸との比(長軸/短軸)が1〜5である形状を有する金型内で加圧する工程と、を含む、薬液容器の製造方法および薬液容器である。
(もっと読む)
発光装置と発光装置のグローブ成形方法
【課題】配光特性が良好な照明用グローブを低コストで提供する。
【解決手段】中間品の高さ寸法が完成後のグローブ6の高さ寸法よりも高くし、且つ中間品内壁を周方向に広げて圧縮させるためのくさび機構を有するブロー成形金型を用いてブロー成形を行うことにより、グローブのヒートシンクへの挿入部の入口に段差63を設け、ヒートシンクへの挿入部の厚みt2をその上部の光線通過部の厚みt1より薄くする。
(もっと読む)
中空成形品の製造装置および製造方法
【課題】簡単な構成であって、製品の製造サイクルタイムの短縮化が図れる中空成形品の製造装置および製造方法を提供する。
【解決手段】製造装置1は、一端側から順に、パリソンPを形成するパリソン形成ステーションS1と、内蔵部品2を備えたセンター型3の両側をパリソンPを挟んで一対の成形型4で閉じ、成形型4に転写したパリソンPに内蔵部品2を取り付ける内蔵部品取付ステーションS2と、成形型4を閉じて中空成形品を成形する成形ステーションS3と、成形型4から中空成形品を取り出し搬送する搬送ステーションS4と、が並設され、センター型3が内蔵部品取付ステーションS2において固定して設けられ、成形型4が内蔵部品取付ステーションS2と成形ステーションS3との間で往復動可能に設けられる。
(もっと読む)
中空容器における内蔵部品のクランプ構造およびクランプ方法
【課題】燃料タンク等の中空容器において、管路等の内蔵部品を中空容器に安定して固定できる中空容器における内蔵部品のクランプ構造を提供する。
【解決手段】一対の成形金型により型締め成形される中空容器において、一方の成形金型により成形される容器壁体の内面に取り付けられ、第1結合部3および第1クランプ部4を有する第1支持部材1と、他方の成形金型により成形される容器壁体の内面に取り付けられ、第2結合部5および第2クランプ部6を有する第2支持部材2と、を備え、第1結合部3と第2結合部5とが結合した状態で、内蔵部品7としてのチューブ7Aが第1クランプ部4と第2クランプ部6とによりクランプされるクランプ構造とした。
(もっと読む)
成形手段
【課題】ペースト状のプラスチックから始まる、装置が制限された寸法を有するコンテナの製造のための装置の成形手段を提供する。
【解決手段】プレフォーム(8)を受容し、コンテナ(2)を得るために該プレフォーム(8)を膨張させるように配置されるブロー成形ダイ手段(9)を含む成形手段であって、圧縮成形ダイ手段(10)が前記ブロー成形ダイ手段(9)と関連し、該圧縮成形ダイ手段(10)がプラスチックを受容し、該プレフォーム(2)の頸部部分(11)を得るように前記プラスチックを成形するために配置され、前記圧縮成形ダイ手段(10)が前記頸部部分(11)を固定し、一方で前記プレフォーム(8)は前記ブロー成形ダイ手段(9)において膨張するように、該圧縮成形ダイ手段(10)が前記ブロー成形ダイ手段(9)に連結される。
(もっと読む)
液体の無菌充填方法および装置
【課題】少ないエネルギーと水で急速滅菌を可能にする充填装および方法の提供。
【解決手段】本発明は、ボトル7をH2O2で滅菌するための滅菌装置9と、ボトルを充填するための充填装置11と、および例えば密閉キャップ15のようなふたを装着するためのふた締め装置11とを備えた、ボトル内への液体の無菌充填装置に関するものであり、この場合、ボトル表面上におけるH2O2の凝縮が阻止されるようにボトル温度がそれにより設定可能な手段が設けられている。さらに、本発明は、ボトルをH2O2で滅菌するステップと、ボトルを充填並びにふた締めするステップとを有する、ボトル内への液体の無菌充填方法に関するものであり、この場合、ボトルが、滅菌において、ボトル表面上におけるH2O2の凝縮が阻止されるような温度を有している。
(もっと読む)
タンク体
【課題】
解決しようとする課題は、タンク体の開口部天面が成形時に変形してしまったり、キャップ組付時に、キャップとタンク体の開口部天面との間に異物が入り込んでしまったりして、キャップとタンク体の開口部天面との間に隙ができてしまう事により、タンク体内に貯蔵していた液体が漏れ出てしまう危険性があるという点である。
【解決手段】
液体を補給する為の開口部を有するタンク本体と、前記開口部を塞ぐキャップと、前記キャップの裏側に取り付けられているパッキンと、前記キャップと一体に成形され、先端が前記チューブに差し込まれているパイプによって構成されているタンク体であって、
前記キャップの裏面に前記キャップの外周とほぼ同心円状の凸形状部を設けて、前記開口部の天面に、前記キャップの裏面に設けられている凸形状部に相対する位置に凹形状部を設けることにより前記課題を解決した。
(もっと読む)
スポイラーの製造方法
【課題】意匠面側の装飾性を高めつつ、取り付け部を有する裏面側の強度を確保する軽量化スポイラーを効率的に製造する方法を提供する。
【解決手段】対向する一対の分割金型58A、58Bのキャビティ60A、60Bにピンチオフ部62A、62Bが設けられ、型締め位置と開放位置との間で相対移動が可能であり、それぞれの溶融状態の肉厚の違う熱可塑性樹脂製シートでをそれぞれピンチオフ部からはみ出させて、金型との間に形成した密閉空間から空気を減圧して、各熱可塑性樹脂製シートをキャビティ形状に賦形した後、一対の分割金型を型締め位置まで移動して、熱可塑性樹脂製シート同士を金型のピンチオフ部に沿って溶着させる。この方法により、意匠面を有する本体部の周縁部と車体取付け部の周縁部とを一体化させた中空構造のスポイラーを得ることができる。
(もっと読む)
インモールドラベル付き薄肉容器
【課題】ブロー成形による合成樹脂製の薄肉容器へのインモールド成形法において、ラベルの貼着に起因する容器の変形を効果的に抑制するための層構成の設計指標を創出し、この指標を基に、容器の変形の問題、ラベルの端部を起点とした割れの問題、エア溜りが発生する問題、ラベルのカールに係る問題を総合的に解決する。
【解決手段】合成樹脂製の容器本体の胴部の周壁にブロー成形と同時にインモールドラベルを貼着した薄肉容器において、容器本体の胴部の周壁の平均肉厚は0.8mm以下とし、インモールドラベルは、基材フィルム層の内側に、胴部の周壁に接着する接着層を積層した層構成を有し、厚さを0.08mm以下とし、[ラベルの引張弾性率(MPa)]×[ラベルの厚さ(mm)]3で算出されるA値を0.12以下とする。
(もっと読む)
樹脂成形品の成形方法
【課題】薄肉化した熱可塑性樹脂シートの厚みのばらつきを抑制し、肉厚が薄く、且つ、均一な厚みの樹脂成形品を成形することが可能な樹脂成形品の成形方法を提供する。
【解決手段】熱可塑性樹脂をシート状に押し出し、溶融状態の熱可塑性樹脂シート(P)を下方に垂下し、その熱可塑性樹脂シート(P)を一対のローラ(30)によって挟み込み、ローラ(30)を回転することにより、熱可塑性樹脂シート(P)を下方に送り出し、その熱可塑性樹脂シート(P)を金型(32)で型締めし、熱可塑性樹脂シート(P)を金型形状に沿った形状に成形し、樹脂成形品を形成する樹脂成形品の成形方法において、以下の条件(A)または(B)を満足する。条件(A):Va<110の場合、3.0≦Va/Vb≦5.5、条件(B):Va≧110の場合、3.0≦Va/Vb<605/Va。但し、Va:ローラ(30)による熱可塑性樹脂シート(P)の送出速度(mm/s)、Vb:熱可塑性樹脂シート(P)の押出速度(mm/s)
(もっと読む)
燃料タンク構造
【課題】熱可塑性材料製の燃料タンク本体を有する燃料タンク構造において内側に向けて形成された凸部の溶着を抑制可能とする。
【解決手段】燃料タンク本体14には、変形制限凸部20と、変形制限台部22が設けられ、対向面24が変形制限凸部20と対向している。変形制限凸部20と対向面24の少なくとも一方には、燃料タンク本体14の材料よりも高い融点の材料で構成された薄膜層32が設けられる。
(もっと読む)
ダイス分解掃除用装置
【課題】ダイスの分解掃除を安全に且つ短時間で行うことが可能であり、作業効率を格段にアップすることが可能なダイス分解掃除用装置を提供する。
【解決手段】ダイスDの両端部が一方の昇降テーブル13の支持部材23と他方の昇降テーブル13の支持部材19との間でシャフト43、44等を介して把持された状態で、ダイスDはダイス反転用ハンドル34の回転操作により上下反転とるとともに、その反転されたダイスDを各昇降テーブル13を介して下降してテーブル24に載置固定し、また、この状態で分割ダイBをテーブル24のメイン部24Aに固定し、ハンドル36、35の回転操作を行うことにより分割ダイC及び分割ダイAを、サイド部24B、24Cと共に分割ダイBの両側で傾倒された状態で保持する。この状態で、ダイスDを構成する分割ダイA、分割ダイB及び分割ダイCの掃除を行う。
が行われる。
(もっと読む)
サンドイッチパネル用芯材およびサンドイッチパネル用芯材の成形方法、ならびにサンドイッチパネルおよびサンドイッチパネルの成形方法
【課題】サンドイッチパネルの用途に応じた外形形状および内部構造を所望に実現可能なサンドイッチパネル用芯材およびサンドイッチパネル用芯材の成形方法を提供する。
【解決手段】2枚の樹脂製表皮材シート12の間に介在するサンドイッチパネル用熱可塑性樹脂製芯材13であって、該熱可塑性樹脂製芯材13は、サンドイッチパネル10の用途に応じて、その内部の所望の位置に密閉中空部を有するとともに、所望の外形および/または表面形状を呈するように、2つの分割形式の金型の間に位置決めした溶融状態の可塑化樹脂材料のパリソンPを2つの分割形式の金型を型締めすることにより成形され、溶融状態のパリソンPの2つの分割形式の金型それぞれに向かって押圧される表面が、対応する樹脂製表皮材シート12との接着面を形成する、ことを特徴とするサンドイッチパネル用熱可塑性樹脂製芯材13。
(もっと読む)
101 - 120 / 1,244
[ Back to top ]