
Fターム[4F208LB01]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形の区分 (1,807) | 一定長物品(不連続物品)の製造方法 (1,244)
Fターム[4F208LB01]に分類される特許
201 - 220 / 1,244
合成樹脂製ボトルのブロー成形方法
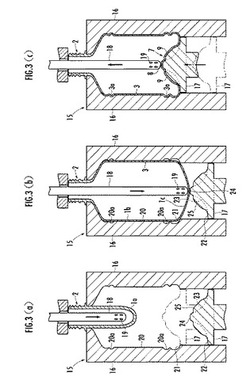
【課題】合成樹脂製ボトルの底部を均一に延伸することができて薄肉化と強度及び耐熱性の向上とを両立させることができ、しかも、比較的少ない工程数で低コストの合成樹脂製ボトルを得ることができる合成樹脂製ボトルのブロー成形方法を提供する。
【解決手段】底部金型17を第1の所定位置よりも下方の第2の所定位置に位置させた状態で、延伸膨出工程により、胴部金型16内のプリフォーム1aに内圧を付与し、下部を下方に膨出させた底部膨出部1cを有する中間成形体1bを形成させる。このとき、底部膨出部1cは、底部金型17に非接触或いはリブ成形部25の少なくとも一部を残して底部金型17に当接する。続いて底部成形工程により底部金型17を第2の所定位置から第1の所定位置に移動させ、底部膨出部1cを突き上げ、底リブ9を成形しつつ底凹部7を形成させる。
(もっと読む)
パネルおよびその製造方法

【課題】表皮シート端末の剥がれが生じ難いパネルを提供する。
【解決手段】本発明にかかるパネル(1)は、表皮シート(7)が上面(2)に貼着されるパネル(1)であって、上面(2)の端部に段部(10)を有し、上面(2)と段部(10)との境界部分が曲面形状で形成されていることを特徴とする。
(もっと読む)
積層ブロー壜体
【課題】 本発明は、遮光機能を有する遮光層を積層した積層ブロー壜体における、口筒部内周面や底部のシールにおける色合いの差異により、消費者が違和感や不信感等の悪い印象を懐くと云う問題点を層構成の点から効果的に防止することを課題とする。
【解決手段】 押出成形した筒状の多層パリソンのブロー成形により成形され、口筒部と肩部と胴部とパリソンのピンチオフによるシール部が形成された底部を有し、外殻を形成する外層の内側に遮光機能を発揮する遮光層を積層して構成される積層ブロー壜体において、口筒部の上端に至りこの上端に向けて遮光層の層厚がグラデーション状に減少する遮光層の層厚に係るグラデーション領域と、底部のシール部に至りこのシール部に向けて遮光層の層厚がグラデーション状に減少する遮光層の層厚に係るグラデーション領域のうち、少なくとも一方のグラデーション領域を配設する、と云うものである。
(もっと読む)
インサート成形品及びインサート成形品の製造方法
【課題】インサート部材を圧着して成形されるインサート成形品及びその製造方法において、接着強度が弱くてもインサート部材の滑りを防止でき、外観形状に影響を与えることなく肉厚変化を防止することのできるインサート成形品及びその製造方法を提供する。
【解決手段】予め成形されたインサート部材を、樹脂に金型で圧着して成形され、該インサート部材形状に外形形状が依存しないインサート成形品であって、前記インサート部材は、圧着される前記樹脂方向に凸に設けられる凸部と、前記凸部の周囲に少なくとも1つ以上の前記凸部により生じた肉逃げを補完する凹部と、を備える。
(もっと読む)
積層ブロー壜体
【課題】 本発明は、外層の内側にバリア層を積層した積層ブロー壜体における、金型のピンチオフ部による喰切り性に係る問題を層構成の点から効果的に防止することを課題とする。
【解決手段】 押出成形した筒状の多層パリソンのブロー成形により成形され、口筒部と肩部と胴部とパリソンのピンチオフによるシール部が形成された底部を有し、外殻を形成する外層の内側に所定の機能を発揮するバリア層を積層して構成される積層ブロー壜体において、底部のシール部に至りこのシール部に向けてバリア層の層厚がグラデーション状に減少するバリア層の層厚に係るグラデーション領域を配設する、と云うものである。
(もっと読む)
合成樹脂製壜体
【課題】 本発明は、内部の減圧化に伴う胴部の減容変形のし易さを劣化させることなく要求される表示を十分に施すと共に、減容姿勢を自己保持可能とすることにより、壜体に表示を適正に設けると共に、安定した減容変形を得ることを目的とする。
【解決手段】 薄肉にブロー成形された合成樹脂製壜体1において、胴部5と肩部6と底部7により前後に伸縮可能な蛇腹筒状の本体部4を構成することにより、大きなかつ円滑な減容変形を可能とし、本体部4の前壁14さらには後壁14に表示15を好適に施す。
(もっと読む)
把手付きボトル
【課題】 把手部材の形状を簡単なものにし、インサート成形により内容量が500ml以下のボトルの肩部に、把手を固着させるようにした把手付きボトルを提供すること。
【解決手段】 把手付き小容量ボトルとして、ボトルの容量が500ml以下のPET樹脂製で、別途成形された把手部材をブロー金型の肩部形成部に装着し、加熱軟化させたプリフォームをブロー成形することにより、ボトルの肩部に把手部材をインサート成形したボトルであって、把手部材が、中央部上方を垂直面とし、その下方を傾斜湾曲面とし、その他の表面をボトルの肩部とほぼ面一になるように形成された表壁面と、表壁面の中央上端から延びる水平部と表壁面の中央下端から立設された垂直部とを連設させてなる把手とからなり、表壁面裏面の上端、下端、および側面には、ボトル内方に突出する突部が配設されており、前記垂直面下端には、下方に突出する突条が形成されていることを特徴とする。
(もっと読む)
ブロー成形用組成物
マネキンの製造方法
【課題】
誰でも簡単にバイオマス樹脂からなるマネキンを製造することができるマネキンの製造方法を提供する。
【解決手段】
ブロー成形によって製造するマネキンの製造方法である。5〜95重量%のバイオマス材料を含むバイオマス樹脂のペレットをホッパー2からスクリュー内蔵管6に送る。スクリュー内蔵管6内においてバイオマス樹脂のペレットを加熱融解してスクリュー7にて攪拌しつつ射出室11内へ移送する。射出室11内においてバイオマス樹脂をバイオマス材料の適正融解温度まで加熱した後にマネキン金型16内に射出して熔融中空体17を形成する。当該熔融中空体17に圧縮空気を吹き込み、熔融中空体17を膨張させてマネキン金型16の内面に接触させてマネキンMを製造する。
(もっと読む)
複合容器
【課題】外側の透明樹脂外装体を介して内部の樹脂中空成形体を視認した場合に、樹脂中空成形体の外形、輪郭などを明瞭に識別することができ、これにより樹脂中空成形体による意匠性を十分に発揮することができるとともに、樹脂中空成形体と外側の透明樹脂外装体との組み合わせによる意匠性をも十分に発揮することのできる複合容器を提供すること。
【解決手段】内部が中空である樹脂製の中空成形体(a)と、前記中空成形体(a)の外側にオーバーモールドされて形成された高透明性樹脂外装体(b)と、から構成され、液状物を前記中空成形体(a)に収容して用いるための複合容器であって、前記高透明性樹脂外装体(b)の厚みは、前記複合容器の主要部における前記中空成形体(a)と前記高透明性樹脂外装体(b)とを横断する水平方向の断面において、前記高透明性樹脂外装体(b)の最小厚み(X)が0.1mm以上、かつ最大厚み(Y)と最小厚み(X)の差が2mm以上であることを特徴とする。
(もっと読む)
蛇腹成形品
【課題】柔軟性、リサイクル性、高温下での耐熱性及び耐油性に優れる蛇腹成形品を提供する。
【解決手段】(A)アクリルゴム、(B)熱可塑性ポリエステル樹脂、(C)オレフィン系重合体セグメントとビニル系共重合体セグメントとからなり、一方のセグメントが他方のセグメントにより形成されるマトリックス相中に分散相を形成しているグラフト共重合体又はその前駆体、(D)可塑剤、及び(E)アクリル系高分子加工助剤からなる熱可塑性エラストマー組成物より成形されてなる蛇腹成形品。
(もっと読む)
車両搭載の合成樹脂製燃料タンク
【課題】燃料タンクのタンク本体と支持ブラケットとがブロー成形により一体的に形成される場合において、車体側への燃料タンクの支持強度を向上させることが容易に達成できるようにする。
【解決手段】両金型25,26間へのパリソン30の挿入により、燃料タンク1のタンク本体3と支持ブラケット6とがブロー成形により一体的に形成される。支持ブラケット6の突出方向に沿った視線で見て、支持ブラケット6を板材の屈曲により形成される山形状、もしくは倒立山形状とする。支持ブラケット6の左右方向における中途部を構成して車体側に締結される被締結部9の板材厚さTaを、支持ブラケット6の基部近傍におけるタンク本体3の部分3aの厚さの2倍よりも大きくする一方、支持ブラケット6の左右各側部10の板材厚さTbをタンク本体3の部分3aの厚さの2倍よりも小さくする。
(もっと読む)
成形品の製造方法およびこれに用いる装置
【課題】異物を精度よく判定する。
【解決手段】熱可塑性樹脂材料を貫通したブローピンから気体を注入して該樹脂材料を膨らませることで中空の樹脂部材16を成形するブロー成形工程および中空の樹脂部材16に孔をあける穿孔工程を経て得られるリアスポイラ10の製造過程では、ブロー成形工程または穿孔工程で生じた異物の有無を判定する検査工程が行われる。検査工程では、樹脂部材16を揺動することで、該樹脂部材16の内部で転がるブロー成形工程または穿孔工程で生じた異物の振動を振動測定手段44によって測定し、振動測定手段44で測定した測定振動データと予め設定された基準振動データとの照合により異物の有無の判定を行う。
(もっと読む)
耐熱性ポリエステル延伸成形容器
【課題】透明性及び延伸バランスに優れた耐熱性延伸成形容器を熱固定工程を経ることなく提供することである。
【解決手段】エチレンテレフタレート系ポリエステル樹脂から成る層を有する延伸成形容器において、前記層が、エチレンテレフタレート系ポリエステル樹脂(A)と該ポリエステル樹脂(A)の末端官能基と反応性を有する官能基を有する鎖延長剤(B)の混合物から成り、該鎖延長剤(B)がPET樹脂(A)に対して10〜1000ppmの量で含有されていると共に、少なくとも容器胴部の動的粘弾性測定におけるtanδ極大値の値が0.3以下であることを特徴とする。
(もっと読む)
ブロー成形機
【課題】複数列で成形品を搬送して生産性を向上し、成形品搬送路の省スペース化、時間ロスの減少、あるいは温調時の予備ブローへの対応が容易なフレキシビリティの高いブロー成形機を提供する。
【解決手段】N列の保持プレートと、N列の保持プレートに保持された複数のプリフォーム1Aを射出成形する射出成形ステーション12と、N列の温調ポットでプリフォーム1A温調する温調ステーション14と、N列のブロー型で複数のプリフォームを複数の容器にブロー成形するブロー成形ステーション16と、複数のプリフォームを保持するN列の保持プレートの列ピッチをP1とし、複数の容器を保持するN列の保持プレートの列ピッチをP2とし、型開きされたN列のブロー型に搬入される前記複数のプリフォームを保持するN列の保持プレートの列ピッチをP3としたとき、P1<P3<P2となるように列ピッチを変換する列ピッチ変換駆動部とを有するブロー成形機。
(もっと読む)
自動車用ダクト
【課題】安価な材料構成で、混合材料の種類を少なくした軽量で低温衝撃性の高い自動車用ダクトの提供を目的とする。
【解決手段】発泡性樹脂を押し出した発泡パリソンからブロー成形したダクト1において、0.95〜0.96の長鎖分岐構造を有し、メルトフローレイト(MFR)3〜7g/10分、溶融張力100〜250mNの高密度ポリエチレンである樹脂A60〜30重量部と、メルトフローレイト(MFR)0.3〜1.0g/10分の高密度ポリエチレンである樹脂B40〜70重量部を混合した混合樹脂100重量部に、化学発泡剤を1〜3重量部添加した発泡性樹脂を用いた。
(もっと読む)
把手付耐熱容器の製造方法
【課題】ブロー成形性が良好であり、容器及び把手に種々の不具合を生ずることがなく、その上落下衝撃に対しても充分な強度を有する把手付耐熱容器の製造方法を提供する。
【解決手段】ポリエステル製のプリフォームをブロー成形して中空の容器にする際、別体のポリエステル製の把手を容器の胴部上部にインサート成形してなる把手付耐熱容器の製造方法において、前記胴部の上半部の凹部に設けた把手取付用凸部より下の胴部の中心軸が、前記把手取付用凸部側に1.0°±0.5°傾くようにブロー成形金型をセットしてブロー成形すると共に、前記凹部における前記把手取付用凸部回りの壁面をヒートセットする工程を含むことを特徴とする把手付耐熱容器の製造方法。
(もっと読む)
中空容器のブロー成形方法およびブロー成形装置
【課題】 金型内にラベルを装着して(インモールドラベル)貼り付ける場合にも効率的に冷却でき、成形サイクルの短縮化を図ることができる中空容器のブロー成形方法およびブロー成形装置を提供する。
【解決手段】ブロー成形品内に挿入した状態で胴部4のラベル貼付部に向けて吹出し孔として第2の吹出し孔71を形成したり、吹込みノズル47のノズル部2近傍の外側面に循環口52を形成することをそれぞれ組み合わせで一層効率的にラベル貼付部分やノズル部を冷却し、成形サイクルの短縮化を図ることができるようにする。
(もっと読む)
ブロー成形体及びブロー成形体の製造方法
【課題】水蒸気バリア性が高く、透明性に優れ、ポリエチレン樹脂を使用したブロー成形体を高い生産性で得るための技術を提供する。
【解決手段】直鎖状低密度ポリエチレン樹脂と、上記直鎖状低密度ポリエチレン樹脂の融点よりも低いガラス転移点を持つ環状オレフィン系樹脂とを主成分として含む樹脂組成物を用いて、環状オレフィン系樹脂のガラス転移点(Tg)以上直鎖状低密度ポリエチレン樹脂の融点(Tm)未満の状態で、プリフォームをブロー成形する。
(もっと読む)
容器の製造方法および金型
【課題】陳列装置において標記を予め定められた特定の方向に向けることが可能な容器を簡易に製造可能とする。
【解決手段】容器本体は、筒状のプリフォームを形成後、このプリフォームをブロー成形金型にセットするとともに、高温高圧のブローエアーをプリフォームの内部に吹き込むことで形成することができる。ここでプリフォームは、射出成形金型600のキャビティー610に対し、ゲート620から溶融樹脂を充填することにより形成することができる。本射出成形金型600では、下方突出部637の側面と上方突出部638の側面との間に形成される間隙が、コア型635の周囲に複数設けられており、各々の間隙に溶融樹脂が充填される。これによりプリフォームに対し棒状の第1突起〜第5突起が形成される。
(もっと読む)
201 - 220 / 1,244
[ Back to top ]