
Fターム[4F208LB12]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形の区分 (1,807) | 予め形成された挿入物等との一体化成形 (305) | インサート成形 (152)
Fターム[4F208LB12]に分類される特許
1 - 20 / 152
吸気ダクトの製造方法
断熱ボードの製造方法
樹脂成形体の締結構造
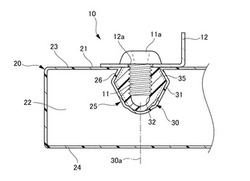
【課題】樹脂量を増やして、ねじ部材周辺の強度を高めることができる樹脂成形体の締結構造を提供する。
【解決手段】熱可塑性樹脂製の樹脂成形体20の壁面21に被締結部材12を雄ねじ部材11で締結する樹脂成形体の締結構造10は、筒体30を有する。筒体30は、インサート成形により樹脂成形体20の壁部23に一体化されるインサート部品であり、樹脂成形体20の成形時に壁部23を外側から内側に向けて部分的に陥没させる。筒体30は、陥没部25に包み込まれる外周面31と、壁面21に開口して雄ねじ部材11がねじ込まれる内周面32と、を有する。
(もっと読む)
ブロー成形装置及びブロー成形方法

【課題】内蔵部品を有するブロー成形品の製造において、歩留まりの良いブロー成形をすることができるブロー成形装置及び方法を提供する。
【解決手段】ブロー成形装置は、ブロー成形金型20とパリソン挟持装置30と内蔵部品保持装置40を有する。パリソン挟持装置30は、パリソンエキスパンダ31とパリソン外側挟持板32を有する。内蔵部品保持装置40は、内蔵部品気密ガイド筒42と内蔵部品保持棒41を有する。パリソン8の下端を複数のパリソンエキスパンダ31で拡張し、パリソンの下端に内蔵部品気密ガイド筒42の上端を挿入した後に、内蔵部品気密ガイド筒42の上端と、パリソン外側挟持板32でパリソン8の下端を挟持し、プリブロー成形する。内蔵部品10をパリソン内に位置させて、パリソン8と内蔵部品10がスライドコア26で挟持された後に、内蔵部品保持棒42がブロー成形金型20から抜け出る。
(もっと読む)
積層パネル
【課題】芯材に任意の補強板を収納する場合でも、芯材から補強材が外れ難い積層パネルを提供する。
【解決手段】 芯材(5)の少なくとも一面が他部材(表壁2または裏壁3)で覆われた積層パネル(1)であり、芯材(5)を変形して形成した保持部(51)を有し、その保持部(51)により、芯材(5)に収納された補強材(9)が保持されている。
(もっと読む)
貼り合わせブロー成形体及びその製造方法
【課題】一方の壁から他方の壁に達する補強用リブが形成された2重壁ブロー成形体の前記一方の壁の表面に表皮シートを貼り合わせた貼り合わせブロー成形体において、表皮シートがブロー成形体の表面に均一に広がり、かつブロー成形体が表皮シートの間から露出しないようにして、外観性を改善する。
【解決手段】補強用リブが内側に溝を有する凹状リブ15であり、凹状リブ15は長さ方向に沿って交互に形成された第1リブ17と第2リブ18からなる。第1リブ17の先端は壁14の内側に溶着している。表皮シート12は、凹状リブ15の溝(第1リブ17の溝23,第2リブ18の溝27)内に入り込み、溝の両壁に貼り合わされている。表皮シート12は、第1リブ17の溝23の箇所では溝23の長さ方向に沿って切れ目32が形成されている。第2リブ18の溝27の箇所では表皮シート12に切れ目29がなくつながっている。
(もっと読む)
中空成形品のブロー成形方法
【課題】
解決しようとする課題は、キャビティとシートパリソンとの間の空気を真空吸引してシート状パリソンを分割金型のキャビティ面に均等に密着させて予めパネルの略外形を形成する為、真空吸引する時間が必要となり成形時間が増大するという点である。
【解決手段】
分割金型の中央下方近傍において成形機の型締め装置に固定、もしくは分割金型の下部に固定させた固定治具に空気含有体を保持させたのち、分割金型内に2枚のシート状パリソンを垂下させて型締めし、上記2枚のシート状パリソン内に圧縮空気を吹き込むことにより前記課題を解決した。
(もっと読む)
保温又は保冷容器
【課題】ブロー成形体からなるタンクの周囲を発泡樹脂で包み、その周囲を外装材で押さえた貯湯タンクにおいて、タンクの変形を防止し、長期の使用に耐えられる貯湯タンクを提供する。
【解決手段】いずれもプラスチックのブロー成形体からなる内層タンク1と外層タンク16が、上端の第1ネック部3,19と下端の第2ネック部4,21で密着して、接合されている。硬質発泡プラスチックが内層タンク1と外層タンク16の隙間内で発泡し同隙間内に充填されている。
(もっと読む)
一体成形された細長い要素を有する容器
【課題】燃料タンクの剛性を高め、燃料タンク壁厚を薄くすることにより、使用材料の量を減少させる燃料タンクの形成方法および成形用装置を提供する。
【解決手段】燃料タンクを形成するためのキャビティを用意する工程と、前記キャビティ内に一以上の細長い要素(例えばワイヤの補強材)を挿入する工程と、前記キャビティ内で前記細長い要素の近くにパリソンを配置する工程と、前記パリソンに流圧を加え、これにより前記パリソンを変形させて前記パリソンの表面に前記細長い要素を係合させ、一体化させる工程とにより、燃料タンクを形成する。
(もっと読む)
圧力容器及び圧力容器の製造方法
【課題】内殻の樹脂成形時でのヒケ発生による応力集中を抑制する。
【解決手段】圧力容器1は、樹脂成形品からなる内殻3と、内殻3の外周を覆うFRPからなる補強層となる外殻5と、軸方向端部に位置する口金11とを備えている。口金11は、内側口金部品7と外側口金部品9とを有し、内殻3のブロー成形時に、内側口金部品7を一体成形する。内側口金部品7は、小径部7c1と大径部7c2とを備える一方、内殻3は円筒形状の首部3aを備えている。首部3aは小径部7c1の外周部に位置し、首部3aの軸方向端部3a2は、大径部7c2の端面7eに当接している。
(もっと読む)
ブロー成形装置
【課題】肉厚の厚いプリフォームを高い延伸倍率で延伸ブロー成形して大型のボトルを製造できる小型・コンパクトで生産効率の良いブロー成形装置を提案すること。
【解決手段】ブロー成形装置1は、同一平面上に配置した第1〜第4直線搬送路11〜14から構成した矩形の循環路6に沿ってプリフォーム2を倒立状態で搭載しているキャリア7を搬送する。第1、第2直線搬送路11、12には第1加熱部17、第2加熱部18が配置されており、肉厚の厚いプリフォーム2を外部加熱、内部加熱することにより均一に加熱することができる。加熱後のプリフォーム2は第3直線搬送路13上の第1処理部19において延伸ブローされて中間成形品4とされ、中間成形品4は第2処理部20において延伸ブローされて最終製品であるボトル3が得られる。延伸ブロー成形を二段階に分けることにより、過剰な引張応力を伴うことなく大型のボトル3が得られる。
(もっと読む)
中空成形品の製造装置および製造方法
【課題】簡単な構成であって、製品の製造サイクルタイムの短縮化が図れる中空成形品の製造装置および製造方法を提供する。
【解決手段】製造装置1は、一端側から順に、パリソンPを形成するパリソン形成ステーションS1と、内蔵部品2を備えたセンター型3の両側をパリソンPを挟んで一対の成形型4で閉じ、成形型4に転写したパリソンPに内蔵部品2を取り付ける内蔵部品取付ステーションS2と、成形型4を閉じて中空成形品を成形する成形ステーションS3と、成形型4から中空成形品を取り出し搬送する搬送ステーションS4と、が並設され、センター型3が内蔵部品取付ステーションS2において固定して設けられ、成形型4が内蔵部品取付ステーションS2と成形ステーションS3との間で往復動可能に設けられる。
(もっと読む)
中空容器における内蔵部品のクランプ構造およびクランプ方法
【課題】燃料タンク等の中空容器において、管路等の内蔵部品を中空容器に安定して固定できる中空容器における内蔵部品のクランプ構造を提供する。
【解決手段】一対の成形金型により型締め成形される中空容器において、一方の成形金型により成形される容器壁体の内面に取り付けられ、第1結合部3および第1クランプ部4を有する第1支持部材1と、他方の成形金型により成形される容器壁体の内面に取り付けられ、第2結合部5および第2クランプ部6を有する第2支持部材2と、を備え、第1結合部3と第2結合部5とが結合した状態で、内蔵部品7としてのチューブ7Aが第1クランプ部4と第2クランプ部6とによりクランプされるクランプ構造とした。
(もっと読む)
スポイラーの製造方法
【課題】意匠面側の装飾性を高めつつ、取り付け部を有する裏面側の強度を確保する軽量化スポイラーを効率的に製造する方法を提供する。
【解決手段】対向する一対の分割金型58A、58Bのキャビティ60A、60Bにピンチオフ部62A、62Bが設けられ、型締め位置と開放位置との間で相対移動が可能であり、それぞれの溶融状態の肉厚の違う熱可塑性樹脂製シートでをそれぞれピンチオフ部からはみ出させて、金型との間に形成した密閉空間から空気を減圧して、各熱可塑性樹脂製シートをキャビティ形状に賦形した後、一対の分割金型を型締め位置まで移動して、熱可塑性樹脂製シート同士を金型のピンチオフ部に沿って溶着させる。この方法により、意匠面を有する本体部の周縁部と車体取付け部の周縁部とを一体化させた中空構造のスポイラーを得ることができる。
(もっと読む)
サンドイッチパネル用芯材およびサンドイッチパネル用芯材の成形方法、ならびにサンドイッチパネルおよびサンドイッチパネルの成形方法
【課題】サンドイッチパネルの用途に応じた外形形状および内部構造を所望に実現可能なサンドイッチパネル用芯材およびサンドイッチパネル用芯材の成形方法を提供する。
【解決手段】2枚の樹脂製表皮材シート12の間に介在するサンドイッチパネル用熱可塑性樹脂製芯材13であって、該熱可塑性樹脂製芯材13は、サンドイッチパネル10の用途に応じて、その内部の所望の位置に密閉中空部を有するとともに、所望の外形および/または表面形状を呈するように、2つの分割形式の金型の間に位置決めした溶融状態の可塑化樹脂材料のパリソンPを2つの分割形式の金型を型締めすることにより成形され、溶融状態のパリソンPの2つの分割形式の金型それぞれに向かって押圧される表面が、対応する樹脂製表皮材シート12との接着面を形成する、ことを特徴とするサンドイッチパネル用熱可塑性樹脂製芯材13。
(もっと読む)
補強用リブを有する二重壁ブロー成形体及びその製造方法
【課題】二重壁の偏平なブロー成形体の特定方向の曲げに対する剛性の低下を防止し、かつ全体的な曲げ剛性を高める。
【解決手段】二重壁のブロー成形体に、二重壁の壁1,2を連結するリブが形成され、前記リブは壁1から連続して壁2に向けて延びる第1リブ3と、壁2から連続して壁1に向けて延びる第2リブ4(列4A,4B)からなる。第1リブ3と第2リブ4は共に複数列存在して平面視で互いに交差し、第1リブ3はその頂部が壁2の内側に溶着し、第2リブ4はその頂部が壁1の内側に溶着している。リブ3の内部に補強インサート7が一体的に包み込まれている。第2リブ4は第1リブ3との交差箇所において該第1リブ3により分断されている。
(もっと読む)
中空容器における内蔵部品の結合方法
【課題】内蔵部品の埋設周りの容器壁部のねじれや内蔵部品の姿勢崩れを低減できる中空容器における内蔵部品の結合方法を提供する。
【解決手段】本発明に係る中空容器における内蔵部品の結合方法は、本金型に転写されたパリソンに対し、結合対象の第1内蔵部品2および第2内蔵部品3を取り付け、本金型を閉じて第1内蔵部品2と第2内蔵部品3とを未結合状態として中空容器1を成形する中空容器成形工程と、本金型から取り出した中空容器1の冷却時に、中空容器1の外面を押圧部23により押圧して中空容器1の変位により第1内蔵部品2と第2内蔵部品3とを結合状態にする内蔵部品結合工程と、を有する。
(もっと読む)
樹脂成形品の成形方法および成形装置、並びに熱可塑性樹脂製シートの厚みの調整装置
【課題】垂下する押出された溶融の熱可塑性樹脂製シートのドローダウン又はネックインを防止可能な樹脂成形品の成形方法および成形装置を提供する。
【解決手段】溶融した熱可塑性樹脂を押出スリット34からシート状に垂下する際に、貯留された熱可塑性樹脂を単位時間当たり所定押出量で間欠的に押し出すことによって、押出スリットからシート状樹脂が所定の厚みと押出速度で下方に押し出され、押出スリットの下方に配置された一対の近接できるローラー30でシート状樹脂を挟み込むと共に、ローラーの回転駆動によりシート状樹脂を下方に引っ張りシート状樹脂の厚みを押出スリットから押出し時の厚み以下に延伸薄肉化したシート状樹脂をローラーの下方に配置された金型32の側方に供給し、シート状樹脂と金型との間に形成された密閉空間を減圧、および/またはシート状樹脂を金型に向かって加圧することによって金型形状に賦形する樹脂成形品の成形方法。
(もっと読む)
複合容器及びその製造方法
【課題】複合容器を簡易に製造する。
【解決手段】所定箇所に切欠(7)を有する外側容器(2)と、加熱した内側容器のプリフォーム(1a)とを、内側容器の成形型(10)内に装填し、次に、プリフォームを内側容器にブロー成形することにより、内側容器を外側容器の内面に密着させると同時に、内側容器に切欠内に突出する膨出部を形成する。内側容器の成形、及び内側容器と外側容器との一体化が同時に完了する。従って、複合容器の製造工程を簡略化、迅速化し、製造コストを低減することができる。
(もっと読む)
無菌充填包装体の製造方法、及び製造装置
【課題】内容物の注出具の保護性、内容物の注出性及びタンパーエビデント性が改善された、折り畳み誘導線が形成されたプラスチック容器本体内に内容物を無菌的に充填すると共に、前記容器本体と一体成形された保護ケース内に注出具を収納した無菌充填包装体の製造方法及び製造装置を提供する。
【解決手段】次の工程で無菌充填包装体を製造する。(1)パリソン27をプラスチック容器本体用金型32に配置し(2)パリソン27内に挿入したノズル24から無菌エアーを吹き出して容器本体2のブロー成形を行った後に、(3)該ノズル24から容器本体2内に内容物を充填後、該ノズル24を退避させ、ついで(4)内容物の注出具5を容器本体2の上部のパリソン27に挿入した後に、(5)保護ケース用金型31の型締めを行い、(6)前記容器本体2の上部のパリソン27から保護ケース6を形成する。
(もっと読む)
1 - 20 / 152
[ Back to top ]