
Fターム[4F208LB20]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形の区分 (1,807) | 予め形成された挿入物等との一体化成形 (305) | 複数の挿入物等の一体化 (37)
Fターム[4F208LB20]に分類される特許
1 - 20 / 37
ブロー成形品の製造装置および製造方法
【課題】成形型にパリソンの回り込みが困難となりやすい凹部や凸部等があっても、これらに容易にパリソンを回り込ませることができるブロー成形品の製造装置および製造方法を提供する。
【解決手段】センター型2と、センター型2の両側をパリソンPを挟んで閉じる一対の成形型3と、を有するブロー成形品の製造装置1において、センター型2に取り付けられ、成形型3に向けて開口するブロー受け空間10を有し、成形型3が閉じた際にブロー受け空間10の開口部周りが成形型3との間でパリソンPを挟むようにしてパリソンPの一部を囲うブロー受け部材9と、パリソンPの一部を囲った状態のブロー受け空間10に臨むブローピン12と、を備え、ブローピン12によりエアがブロー受け空間10にブローされ、そのブロー受け空間10内の圧力によりパリソンPの一部が成形型3に転写される。
(もっと読む)
積層パネル及びその成形方法

【課題】互いに異方向を向く補強材が所定の位置に精度良く配置され、効率的に強度を得ることが可能な積層パネルを提供する。
【解決手段】別部材と所定の当接面(31)で当接する積層パネル(1)であり、当接面(31)に架け渡されるように配置される第1の補強材(51)と第2の補強材(51)と、第1の補強材(51)と第2の補強材(51)との間に介在する第3の補強材(52)と、で構成する補強材ユニット(5)と、補強材ユニット(5)の上下面から補強材ユニット(5)を挟持する樹脂基材(2,3)と、を有することを特徴とする。
(もっと読む)
一体成形された細長い要素を有する容器
【課題】燃料タンクの剛性を高め、燃料タンク壁厚を薄くすることにより、使用材料の量を減少させる燃料タンクの形成方法および成形用装置を提供する。
【解決手段】燃料タンクを形成するためのキャビティを用意する工程と、前記キャビティ内に一以上の細長い要素(例えばワイヤの補強材)を挿入する工程と、前記キャビティ内で前記細長い要素の近くにパリソンを配置する工程と、前記パリソンに流圧を加え、これにより前記パリソンを変形させて前記パリソンの表面に前記細長い要素を係合させ、一体化させる工程とにより、燃料タンクを形成する。
(もっと読む)
中空容器における内蔵部品のクランプ構造およびクランプ方法
【課題】燃料タンク等の中空容器において、管路等の内蔵部品を中空容器に安定して固定できる中空容器における内蔵部品のクランプ構造を提供する。
【解決手段】一対の成形金型により型締め成形される中空容器において、一方の成形金型により成形される容器壁体の内面に取り付けられ、第1結合部3および第1クランプ部4を有する第1支持部材1と、他方の成形金型により成形される容器壁体の内面に取り付けられ、第2結合部5および第2クランプ部6を有する第2支持部材2と、を備え、第1結合部3と第2結合部5とが結合した状態で、内蔵部品7としてのチューブ7Aが第1クランプ部4と第2クランプ部6とによりクランプされるクランプ構造とした。
(もっと読む)
中空成形品の製造装置および製造方法
【課題】簡単な構成であって、製品の製造サイクルタイムの短縮化が図れる中空成形品の製造装置および製造方法を提供する。
【解決手段】製造装置1は、一端側から順に、パリソンPを形成するパリソン形成ステーションS1と、内蔵部品2を備えたセンター型3の両側をパリソンPを挟んで一対の成形型4で閉じ、成形型4に転写したパリソンPに内蔵部品2を取り付ける内蔵部品取付ステーションS2と、成形型4を閉じて中空成形品を成形する成形ステーションS3と、成形型4から中空成形品を取り出し搬送する搬送ステーションS4と、が並設され、センター型3が内蔵部品取付ステーションS2において固定して設けられ、成形型4が内蔵部品取付ステーションS2と成形ステーションS3との間で往復動可能に設けられる。
(もっと読む)
ダクトとその製造方法
【課題】
解決しようとする課題は、熱可塑性樹脂のブロー成形によって形成される自動車用空調ダクトにおいて、軽量化を目的として該ダクトの肉厚を薄肉化するとその嵌合部はペラペラの極薄となって腰がなくなってしまい、相手部品との嵌合作業が困難となるという点である。
【解決手段】
分割金型内の該空調ダクトの補強材相当のキャビティー面に該嵌合部の外面とほぼぴったり合う内面を有する複数の補強材を装着し、該補強材をインサート成形して該嵌合部の肉厚を厚肉化することにより前記課題を解決した。
(もっと読む)
シート付きパネル
【課題】シート付きパネルを熱可塑性樹脂のブロー成形によって形成するにあたって、パネル基板を薄肉化して軽量化でき、外観も美麗であるシート付きパネルを提供する。
【解決手段】内側に10000MPa以上の引張り弾性係数を有する高剛性繊維からなるシート2を、外側に5000MPa以下の引張り弾性係数を有する低剛性繊維からなるシート3を成形同時張りするので、パネル基板を薄肉化して軽量化してもチョップドストランドマットの高剛性によってパネル全体の曲げ剛性を低下させることがない。
(もっと読む)
補強用リブを有する二重壁ブロー成形体及びその製造方法
【課題】二重壁の偏平なブロー成形体の特定方向の曲げに対する剛性の低下を防止し、かつ全体的な曲げ剛性を高める。
【解決手段】二重壁のブロー成形体に、二重壁の壁1,2を連結するリブが形成され、前記リブは壁1から連続して壁2に向けて延びる第1リブ3と、壁2から連続して壁1に向けて延びる第2リブ4(列4A,4B)からなる。第1リブ3と第2リブ4は共に複数列存在して平面視で互いに交差し、第1リブ3はその頂部が壁2の内側に溶着し、第2リブ4はその頂部が壁1の内側に溶着している。リブ3の内部に補強インサート7が一体的に包み込まれている。第2リブ4は第1リブ3との交差箇所において該第1リブ3により分断されている。
(もっと読む)
中空容器における内蔵部品の結合方法
【課題】内蔵部品の埋設周りの容器壁部のねじれや内蔵部品の姿勢崩れを低減できる中空容器における内蔵部品の結合方法を提供する。
【解決手段】本発明に係る中空容器における内蔵部品の結合方法は、本金型に転写されたパリソンに対し、結合対象の第1内蔵部品2および第2内蔵部品3を取り付け、本金型を閉じて第1内蔵部品2と第2内蔵部品3とを未結合状態として中空容器1を成形する中空容器成形工程と、本金型から取り出した中空容器1の冷却時に、中空容器1の外面を押圧部23により押圧して中空容器1の変位により第1内蔵部品2と第2内蔵部品3とを結合状態にする内蔵部品結合工程と、を有する。
(もっと読む)
多層発泡体の製造方法
【課題】空気だまりが発生し難く、且つ、発泡倍率を向上させることが可能な多層発泡体の製造方法を提供する。
【解決手段】発泡層(102)の外面に非発泡層(101)を有する多層樹脂(200)を押し出し、その多層樹脂(200)の最内面同士を接着し、多層樹脂積層体(201)を形成する。そして、多層樹脂積層体(201)の最外面とキャビティ面(12a,12b)との間に隙間が空くように多層樹脂積層体(201)を金型(11a,11b)で挟み込み型締めし、多層樹脂積層体(201)をキャビティ面(12a,12b)に沿った形状に成形し、多層発泡体を成形する。
(もっと読む)
パネルの成形方法
【課題】
熱可塑性樹脂のブロー成形によって形成されるリーンフォース材付きパネルの磁石式成形方法の課題は磁石の抜け跡が離型後のパネル面に穴となって残るし、磁石面に垂直な方向はしっかり位置決めがなされるが、それ以外の方向(上下、左右)は位置決めの基準がないためリーンフォース材のインサート位置のバラツキが大きくならざるを得ないという点である。
【解決手段】
成形用分割金型のキャビティー面から摺動自在に突出させた複数のスライド部材によって該分割金型内の該キャビティー面から離れた位置にリーンフォース材の独立した3方向の並進自由度を全て位置決めして該リーンフォース材を保持した後、該分割金型内にパリソンを垂下させて型締めし、該パリソン内に圧縮空気を吹込むと同時、或いはそれ以降のタイミングで該複数のスライド部材を各々該キャビティー面まで後退させることにより前記課題を解決した。
(もっと読む)
コンポーネント内蔵可能な吹込み成形中空タンク本体の成形方法及び予備成形パターン装置
コンポーネント内蔵可能な吹込み成形中空タンク本体の成形方法に係り、半割りの金型(3、4)内にシートパリソン(18、19)を塑造することによって中空タンク本体の成形を行い、半割りの金型(3、4)と予備成形パターン装置における拡張機構と、半割のパターン(1、2)とベース台(8、9)と、の間の動作対応によって、半割りの金型(3、4)を密閉の半割のパターン(1、2)にそれぞれ密着し、吹気及び/または吸気によってシートパリソン(18、19)を半割りの金型(3、4)に密着させて塑造して予備成形を行い、さらにコンポーネントを内蔵することによって成形する。さらに、予備成形パターン装置を提供し、拡張機構及び半割のパターン(1、2)がベース台(8、9)に設置され、ベース台(8、9)がガイドレールホルダ(7)に設置され、動力装置がベース台(8、9)をガイドレールホルダ(7)に移動するように連動させる。本発明は製品のコストを低減し、不平坦なシートパリソンに対する適応性を増強し、製品の歩留まりを向上し、内蔵のコンポーネントは容器壁における開口の数量を最少に減らしたため、成形中空タンク本体の低浸透量を実現する。 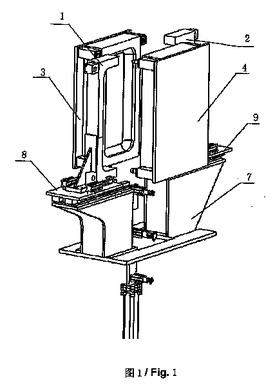 (もっと読む)
(もっと読む)
パネルの成形方法
【課題】
従来の方法ではマグネットの抜け跡が離型後のパネル面に穴となって残るし、エアシリンダや油圧シリンダ等を使用すれば穴は残らないが分割金型が非常に高価になるという点である。また、マグネット設定面側のパネルに表皮をインサートブロー成形するような場合、マグネットを設定するためには表皮を貫通しなければならず、意匠的に大きな制約を受けざるを得ないという点である。
【解決手段】
桁部全体の少なくとも2箇所以上で脚部が該桁部とT字状に交差する形態で一体に形成された、強磁性体を含有するリーンフォース材を、分割金型内キャビティー面に埋設されたマグネットの磁力により該分割金型内キャビティー面に吸着、保持させ、その後パリソンを型締めし、該パリソン内に圧縮空気を吹き込むことによって該リーンフォース材をインサートブロー成形すること、また上記パネルに表皮をインサートブロー成形することにより前記課題を解決した。
(もっと読む)
プラスチック成形品の生産方法及びブロー成形装置
【解決手段】
本発明は、プラスチック成形品の生産方法であって、概ねチューブ状のプレフォームを押出し、概ね断面C形状のプレフォームが得られるように、押出機ヘッド内で溶融した流れを分け、或いは押出機ヘッドから現れた若しくは既に表れている押出物を分離し、圧力差を与えることでブロー成形装置内で中空を有するプレフォームを再形成し、部分的に閉じた前記ブロー成形装置で前記プレフォームの膨張と部分的な予備成形が最初に行われ、更なる工程で、少なくとも1つの挿入物が完全には閉じていない前記ブロー成形装置部品の間で、前記プレフォームの開いた側を介して部分的に予備形成された成形品の内側に導入され、更なる工程で、前記ブロー成形装置が完全に閉じられて、少なくとも部分的に囲む摘み取り継ぎ目を形成しながら成形品が完全に形成されることを特徴とする。
(もっと読む)
ゲージが装備された燃料タンク及びこのようなタンクを製造する方法
プラスチック燃料タンクであって、壁と、ゲージと、可撓性部分を備えるスワールポットと、ハウジングとゲージを支承しかつ2つの端部が装備された支持体とを備えるゲージスタンドと、を備え、スワールポット及びゲージがタンク壁に締結され、支持体の一方の端部がゲージスタンドのハウジングと協働するように、かつ他方の端部がスワールポットの可撓性部分と強制接触しているように、ゲージ支持体が位置決めされる、プラスチック燃料タンクが提供される。  (もっと読む)
(もっと読む)
支持構造及びこれを備えた自動車用内装部材
【課題】低い接触圧で確実に補強部材を支持でき、かつ異音の発生を抑制できる支持構造及びこれを備えた自動車用内装部材を提供する。
【解決手段】支持構造1は、表板2、裏板3、及び補強部材4を有する。裏板3は、表板2と対向配置され、表板2との対向面17に溝部12が設けられている。補強部材4は、裏板3の溝部と表板2との間を延びている。裏板3の溝部12は、補強部材4の延びる方向と直交する一断面において、互いに対向する一対の稜線23のみで形成されている。補強部材4は、この一断面では、表板2に1つの接点24で接触するとともに裏板3の一対の稜線23に2つの接点25、26で接触することによって溝部12の幅方向及び高さ方向に不動に保持されている。更に、補強部材4は、この一断面を除く断面では、表板2と裏板3の溝部12との少なくとも一方に接触可能であることで溝部12の幅方向及び高さ方向に可動に保持されている。
(もっと読む)
ブロー成形部品の製造方法、ブロー成形部品、および、ブロー成形部品を製造するためのブロー成形金型
【課題】ブロー成形部品に補強素子を結合させることを容易にする、改善された技術およびオートメーションに適した技術を提供する。
【解決手段】本発明は、プラスチックパリソンをブロー成形することによって、金型内に部品壁および内部中空空間を形成する、ブロー成形部品、特に自動車装備部品の製造方法に関するものである。当該製造方法では、ブロー成形時に、補強素子の1つの固定区域を、内側において、部品壁と、一方の接合位置で接合させ、補強素子の別の固定区域を、部品壁の貫通孔の領域において、部品壁と、他方の接合位置で接合させることによって、補強しながら、上記内部中空空間を伸びる補強素子を固定する。本発明はさらに、ブロー成形部品、特に自動車装備部品、および、プラスチックパリソンからブロー成形部品を製造するためのブロー成形金型に関する。
(もっと読む)
積層樹脂成形品及びその製造方法
【課題】 積層樹脂成形品に引きつれのような形状歪みが生じないようにして、特に成形精度が高く、剛性及び軽量性に優れた積層樹脂成形品を得る。
【解決手段】 分割形式の成形金型5、5間に、予め成形した定形の樹脂芯材2と、この定形の樹脂芯材2を挟んで対向させた外皮となる樹脂シート6、6と、この外皮となる樹脂シート6、6と金型のキャビティ9、9との間に断熱性シート4、4を介在するように配置する。次いで成形金型5、5を型締めして定形の樹脂芯材2に対し外皮となる樹脂シート6、6及び断熱性シート4、4を溶着させ積層構造とする過程で、外皮となる樹脂シート6、6と成形金型5、5のキャビティ9、9間に断熱層を形成して積層樹脂成形品を成形する。
(もっと読む)
自動車用燃料タンク
【課題】内蔵部品が強固に燃料タンクの外壁内面に融着することができ、充分な強度を有する燃料タンクを提供する。
【解決手段】自動車用燃料タンク1において、内蔵部品20には、燃料タンクの外壁の内面に融着して内蔵部品20を取付ける取付部材30が複数設けられる。取付部材30は、燃料タンクの外壁の内面に当接する当接部32が形成される。当接部32は、燃料タンクの外壁の内面に密着する当接面33と、当接面から突出し先端部の断面形状が三角形で、燃料タンクの外壁の内部に侵入する突条34が形成され、突条34の頂点の当接面からの高さは燃料タンクの外壁の肉厚の30%〜70%であることを特徴とする自動車用燃料タンクである。
(もっと読む)
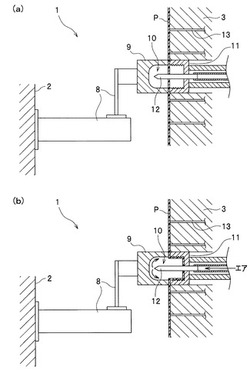
プラスチック燃料タンクの製造方法
2つのキャビティーとコアを含む型を用いてパリソンを成形することによる内部ライン(2)を備えたプラスチック燃料タンクの製造方法。本方法は、1.パリソン(4)を型キャビティー内に導入する工程、2.コアをパリソン内に導入する工程(コアは最初にラインを備えている)、3.キャビティーがコアに耐漏洩接触するよう型を閉じる工程、4.コアを介してブローしかつ/またはキャビティー背後から真空を適用することでパリソンをキャビティーに押圧する工程、5.コアに装着されたデバイス(5)を用いてラインを2箇所でパリソンに固定する工程、6.型を開けてコアを抜き取る工程、7.ブロー成形および/または熱成形によりパリソンの最終成形を行う工程を含み、ラインは、その固定箇所間に、型を閉じる時にパリソンおよび/またはその表面上に存在する付属品に接触可能な自由長を含み、それによりコアに装着されたデバイスを用いて工程(5)の間に中間固定箇所が形成される。 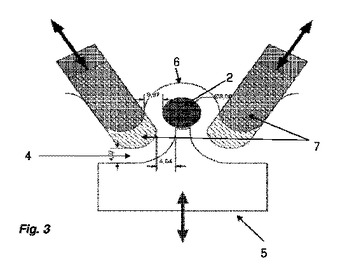 (もっと読む)
(もっと読む)
1 - 20 / 37
[ Back to top ]