
Fターム[4F208LG32]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 予備成形品及びその製造 (2,293) | 製造 (1,293) | その他の成形方法によるもの (46)
Fターム[4F208LG32]に分類される特許
1 - 20 / 46
コンテナを製造するための装置

【課題】ペースト状のプラスチックから始まる、装置が制限された寸法を有するコンテナの製造のための装置の成形手段を提供する。
【解決手段】回転カルーセル(57)および該カルーセル(57)によって支持されかつ該カルーセル(57)に対して移動可能である複数の保持要素(71)を含む装置であり、該保持要素(71)がブロー成形手段(4)からコンテナ(2)を取り除くために成形される装置において、該装置が該保持要素(71)と関連する複数のさらなる保持要素(72)をさらに含み、該さらなる保持要素(72)が圧縮成形手段(5)にプラスチックの投与(37)を届けるように成形され、各々の該さらなる保持要素(72)が対応する保持要素(71)に固定される。
(もっと読む)
圧縮成形装置及び圧縮成形方法

【課題】プリフォームのブロー成形時において、加熱装置による温度調整を軽減又は省略すること。
【解決手段】プリフォームの圧縮成形金型33におけるキャビティ金型34の測定熱移動量Qb’とスライドインサート金型36の測定熱移動量Qn’を計測し、これらの測定熱移動量比Qn’/Qb’を監視する。測定熱移動量比Qn’/Qb’が一定の範囲内になるように、監視することによって、ブロー成形時に加熱手段を必要としない。
(もっと読む)
射出延伸吹き込み成形方法
本発明は、ポリエチレン材料から作製される固体プリフォームに関し、このプリフォームが、ネック領域、側壁、及びベース領域を含み、かつ内壁を有する内部と、外壁を有する外部とを有し、全ポリエチレン材料の少なくとも65重量%のポリエチレン材料は、300,000g/モル〜6,000,000g/モルのZ−平均分子量(Mz)、及び28を超えるMz/Mn値を有し、Mnが平均分子量であり、Mz/Mnが、Mz値をMn値で除したものである。 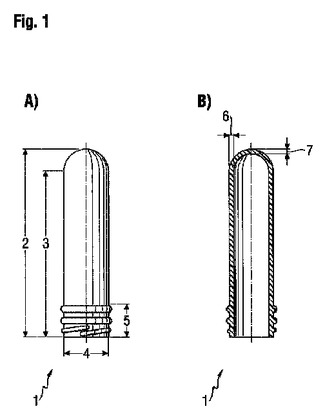 (もっと読む)
(もっと読む)
熱可塑性樹脂成形体の製造方法
【課題】 耐熱収縮性にすぐれたポリエステル樹脂成形体等の熱可塑性樹脂成形体を、複雑な装置や煩雑な操作を必要とせず、簡易に且つ安価に製造できる方法を提供する。
【解決手段】 本発明の熱可塑性樹脂成形体の製造方法は、主鎖にカルボニル基を含む繰り返し単位を有する熱可塑性樹脂(例えば、ポリエステル樹脂)からなる被処理物にアルデヒド化合物を含浸させた後、延伸処理を施すことを特徴とする。アルデヒド化合物としては、アセトアルデヒド、プロピオンアルデヒド、ベンズアルデヒド等の炭素数1〜10のアルデヒド化合物が好ましい。
(もっと読む)
プリフォームの圧縮成形金型、合成樹脂製ブロー成形容器の製造方法及びプリフォーム
【課題】ブロー成形時においてプリフォームの温度調整を軽減又は省略すること。
【解決手段】合成樹脂製ブロー成形容器を形成するための口部、胴部及び底部を有するプリフォームを圧縮成形するための空間を形成し、雌型と雄型とを備えたプリフォーム圧縮成形金型であって、プリフォームの口部上端部の肉厚を形成する空間幅、若しくは口部のカブラ下からネックリング上の肉厚を形成する空間幅に対し、プリフォームの胴部〜底部の少なくとも胴部の肉厚を形成する空間幅が1.18〜2.11倍とした。
(もっと読む)
熱可塑性高分子から成る予備成形体からボトルなどの容器を形成する方法
熱可塑性高分子により形成される予備成形体(1)から、ボトル(2)などの首部を備える長尺な本体を有する容器を形成する方法であって、前記ボトル(2)が特別な寸法パラメータを有する方法。前記方法は、その壁(10)の平均厚さ(e)が2mm未満で且つ45を上回るアスペクト比u=l/eを有する薄壁(10)予備成形体(1)を延伸ブロー成形するステップを本質的に備え、lは薄壁予備成形体(1)の長さである。 (もっと読む)
容器詰め飲・食料品無菌充填システム
【課題】容器殺菌装置を導入することなく所定の「容器の無菌性レベル」を実現することが可能な容器詰め飲・食料品無菌充填システムを提供する。
【解決手段】プリフォームを圧縮成形機11bにより成形し、そのプリフォームを高温状態で圧縮成形機11bから取り出し、そして高温状態を保ったまま容器製造部であるボトル製造部10に供給する。また、各装置が置かれているクリーンボックス40の内面および各装置の外表面は殺菌処理を施し、且つクリーンボックス40の内部は濾過された清浄な空気によって陽圧状態に保持する。更に、ボトル製造部10と充填密封部20は、同一のクリーンボックス内において隣接・直結し、W.B.Z(ウェットブロッキングゾーン)21によって仕切る。
(もっと読む)
ブロー成形用樹脂製プリフォームおよびその製造方法
【課題】首部を熱結晶化させる必要がなく、耐熱性を有していて、透明性を維持した首部を有する樹脂容器を製造する為に用いられるプリフォームを提供する。
【解決手段】ブロー成形により容器を製造するために用いるブロー成形用樹脂製プリフォーム1において、前記プリフォーム1は環状のフランジ部2を有し、前記フランジ部2の上方には、前記フランジ部2の内周端部に接続する首部3が設けられ、前記首部3の上方には、前記首部3の上端に接続するブロー成形予定部4が設けられ、前記プリフォーム1は、前記首部3が配向結晶化されていてブロー成形予定部4は配向結晶化されていない構成を備えている。
(もっと読む)
圧縮成形金型及び圧縮成形装置
【課題】溶融した合成樹脂の固化時における体積減少に応じた圧縮成形金型を提供すること。
【解決手段】圧縮成形金型は、雌金型41と雌金型41と協働してキャビティを規定する雄金型31とを備えている。雌金型41はキャビティの内周面を形成する内孔47を設けたキャビティ本体43とキャビティの底部を形成し内孔47を摺動する可動ボトム67を上端部に備えた入力部材45とを備えている。入力部材45の中間部台座69とキャビティ本体43の仕切壁48との間に中間ばね50を配設し、基台71の下部には、中間ばね50よりもばね定数の大きな成形ばね42を配設し、キャビティ本体43を入力部材及び中間ばね50を介して、成形ばね42によって支持し、昇降手段によって成形ばね42を昇降させるようにした。
(もっと読む)
方法および装置
装置は、物体(P)を処理するように構成された第1作動機械(208;203;303)と、前記第1作動機械(208;203;303)の下流側に定置され、前記物体(P)をさらに処理するように構成された第2作動機械(207;208;306)と、前記第1作動機械(208;203;303)と前記第2作動機械(207;208;306)との間に置かれ、前記物体(P)を受け入れるように構成された集積手段(252;262)と、前記集積手段(252;262)内に収容された前記物体(P)の量を示すパラメータを検出すると共に、前記パラメータに基づいて前記第2作動機械(207;208)の作動を調整する制御手段(257;267)とを備えている。方法は、ペースト状態のプラスチックを定量供給することと、前記プラスチックを圧縮成型してプリフォームを得ることと、前記プリフォームをブローして容器を得ることと、前記容器に製品を充填することとを備え、前記定量供給中に前記プラスチックが供給温度(T1)を有し、前記ブロー中に前記プラスチックがブロー温度(T2)を有し、前記充填中に前記プラスチックが充填温度(T3)を有すると共に、前記供給温度(T1)は前記ブロー温度(T2)よりも高く、前記ブロー温度(T2)は前記充填温度(T3)よりも高い。 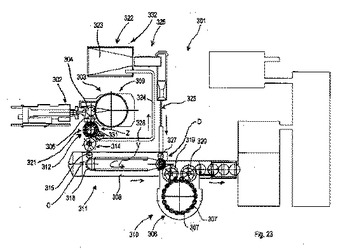 (もっと読む)
(もっと読む)
プリフォームの圧縮成形システム
【課題】口径に対して相対的に全長が短いプリフォームを効率良く生産することが可能なプリフォームの圧縮成形システムを提供する。
【解決手段】プリフォームの圧縮成形システム20は、一定方向に回転しながら雌型27と雄型28との間でプリフォーム10を圧縮成形する成形ロータリー21と、各雌型27内に溶融樹脂を投入する樹脂投入装置22と、成形ロータリー21で成形されたプリフォーム10を排出する排出装置23とを備えている。このうち排出装置23は、外周に凹部31を有するとともに一定方向に回転する排出ロータリー32と排出ロータリー32外周に設けられた排出ガイド33とを有している。排出装置23の位置に移動した雄型28に保持されたプリフォーム10が落下して排出ロータリー32の凹部31に収容され、排出ロータリー32の回転に伴って外方へ排出される。
(もっと読む)
溶融樹脂圧縮成形装置及びダイヘッド並びに有底筒状体の製造方法及び樹脂製容器
【課題】押出機から押し出される溶融樹脂を切断し、成形型に供給してプリフォームを圧縮成形するにあたり、溶融樹脂の切断面に形成されるカッターマークの範囲が拡がってしまうのを抑止することができる圧縮成形装置、そのような溶融樹脂圧縮成形装置が備える押出機に取り付けるのに好適なダイヘッド、そのような溶融樹脂圧縮成形装置を利用した有底筒状体の製造方法、及びそのような有底筒状体の製造方法によって製造されたプリフォームをブロー成形してなる樹脂製容器を提供する。
【解決手段】押出機2に取り付けられるダイヘッド21に、切断刃301による溶融樹脂の切断方向に沿った方向に長軸X1を有する楕円状に開口する押出ノズル20を設け、この押出ノズル20から楕円柱長に溶融樹脂を押し出す。
(もっと読む)
圧縮成形装置
【課題】成形型に供給する合成樹脂の偏りを抑制し、さらには圧縮成形する合成樹脂の形状をこれから成形しようとする前成形体の形状に成形しやすくすること。
【解決手段】雌型31は、可動ロッド34と可動ロッド34を囲繞する雌型本体33とを含み、雌型本体33には上方に開放されたキャビティー孔33aが形成されており、可動ロッド34は通常位置と通常位置よりも上方に移動された上昇位置との間を昇降動され、合成樹脂の切断・保持ユニット14から合成樹脂8が落下される際には可動ロッド34が上昇位置に移動され合成樹脂8は該中央部材の上面上に落下される。
(もっと読む)
複合合成樹脂素材供給装置
【課題】外側溶融樹脂の内部に包含されるコア層の移送距離が長くても、コア層がほぼ円球形状を維持すること。
【解決手段】複合合成樹脂素材形成装置1は、ノズル手段2の排出口に至る排出路9、該排出路9に接続された下流端を有する外側流路4、排出路9に接続された下流端を有する内側流路8、外側流路4を通して外側合成樹脂aを流動させるための外側合成樹脂供給手段、内側流路8を通して内側合成樹脂bを流動せしめる内側合成樹脂供給手段、及び該内側流路の下流端を間欠的に開閉するためのロッド弁30を具備している。そして、排出路9の断面積は、中流部領域(大径部34)が上流部領域(小径部33)及び下流部領域(縮径部35)よりも断面積が大きく形成されている。
(もっと読む)
物体を移送するための装置
装置は、受け入れ手段(6)と、壁手段(500)によって境界が定められた、物体(D)を受け入れるための凹部(406)を有する、前記物体(D)を前記受け入れ手段(6)に移送するための移送手段(10)と、前記凹部(406)を通る前記物体(D)用の通路の断面を変化させるように、前記壁手段(500)の少なくとも一部分(440)を移動させるように構成された駆動手段(430;530;630)と、を含む。 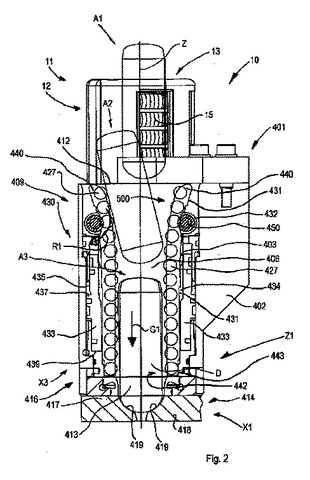 (もっと読む)
(もっと読む)
プリフォーム圧縮成形方法およびプリフォーム圧縮成形装置
【課題】大型な機械を導入したり、生産性を落としたりすることなく、しわがなく、金型への賦形性が優れたプリフォームを生成することができる。
【解決手段】本発明のプリフォーム圧縮成形方法は、メス型1内に、溶融樹脂塊6を投入する投入工程と、メス型1内にオス型2を挿入し、メス型1に投入された溶融樹脂塊6を圧縮することによってプリフォームを生成する圧縮工程とを備えている。圧縮工程の間、メス型1またはオス型2の少なくとも一方が振動している。
(もっと読む)
プリフォーム圧縮成形装置およびプリフォーム圧縮成形方法
【課題】樹脂材料の性質に係わることなく、溶融樹脂の径が細くなったり、溶融樹脂がドローダウンしたりすることを防止し、しわのないプリフォームを成形すること。
【解決手段】本発明のプリフォーム圧縮成形装置は、溶融樹脂61’を吐出口7から上方に向けて押し出す押出装置50と、押出装置50の上方に設けられ、上方に向けて押し出された溶融樹脂61’を側方から支持するとともに、溶融樹脂61’を切断して溶融樹脂塊61を生成する切断支持部10とを備えている。押出装置50の上方には、切断支持部10によって側方から支持された溶融樹脂塊61を金型30のメス型31の上方まで搬送する樹脂供給ロータリー(搬送機構)25が設けられている。
(もっと読む)
広口カップ容器の製造方法および製造装置、並びに一次成形中間体の製造方法
【課題】所望の特性を備えた広口カップ容器を二軸延伸ブロー成形により製造すること。
【解決手段】広口カップ容器の製造装置1は、多層シート押出し製造ライン3において多層シート2を製造し、プリフォーム製造ライン5において多層シート2に対して打ち抜き圧縮同時成形を行うことにより、広口カップ容器製造用のプリフォーム(一次成形中間体)4を製造する。多層シート2の層構成、構成樹脂を適切に選択することにより、広口カップ容器に要求される各種の特性を付与可能なプリフォーム4を得ることができる。ブロー成形容器ライン7では、プリフォーム4を二軸延伸ブローして、広口カップ容器6Aを製造する。
(もっと読む)
プリフォーム用圧縮成形方法およびプリフォーム用圧縮成形装置
【課題】溶融樹脂塊の量の長い周期でのばらつきを低減し、これによりプリフォームの外形寸法のばらつきを小さくすることができるプリフォーム用圧縮成形方法を提供する。
【解決手段】プリフォーム用圧縮成形方法は、押出機11により溶融樹脂材料を押出す工程と、押出機11により押出された溶融樹脂材料を切断機構30が切断して溶融樹脂塊12とする工程と、溶融樹脂塊12をプリフォーム成形機15の圧縮成形用金型14内に投入する工程とを備えている。次に、圧縮成形用金型14内に投入された溶融樹脂塊12は圧縮成形されてプリフォーム17として成形される。次に、測定装置19は、プリフォーム17の物理的特徴を測定し、この測定結果に基づいて押出機11からの溶融樹脂材料の押出量を調整する。
(もっと読む)
プリフォーム圧縮成形用金型
【課題】プリフォームを圧縮成形用金型から離型する際の離型性が良好となり、プリフォームにしわ不良が生じないプリフォーム圧縮成形用金型を提供する。
【解決手段】プリフォームの圧縮成形用金型10は、プリフォーム14を圧縮成形するものである。この圧縮成形用金型10は、メス型11と、メス型11に対応して設けられ、メス型11との間で溶融樹脂塊16を圧縮成形するオス型12とを備えている。圧縮成形用金型10のメス型11の内面11aおよびオス型12の外面12aのうち少なくとも一部の表面に炭素イオンが注入されている。
(もっと読む)
1 - 20 / 46
[ Back to top ]