
Fターム[4F208LN12]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形操作 (838) | ブロー方法 (563) | 加熱、冷却 (141) | 温度条件の特定 (96)
Fターム[4F208LN12]の下位に属するFターム
金型の温度 (48)
Fターム[4F208LN12]に分類される特許
1 - 20 / 48
成形品及びその製造方法
ブロー成形装置およびブロー成形方法
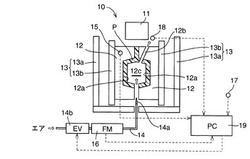
【課題】成形する季節によらず、成形品の品質を一定にすることができる、ブロー成形装置およびブロー成形方法の提供。
【解決手段】樹脂Pが金型12に奪われる第1の熱量Qkと、樹脂Pが樹脂P内から排出されるエアに奪われる第2の熱量Qaと、を算出し、第1、第2の熱量Qk,Qaの和が所定値Qcに達したときにエアの樹脂P内への吹き込みを停止して樹脂Pの冷却を終了する。そのため、所定値Qcを季節によらず一定にしておくことにより、樹脂冷却後に樹脂Pに残っている熱量Qjbは季節によらず一定になる。そのため、季節によらず成形品の品質を一定にすることができる。
(もっと読む)
電子写真用シームレスベルトの製造方法

【課題】電子写真装置使用時に駆動安定性が高く印刷時に転写ムラがない電子写真用シームレスベルトを提供する。
【解決手段】(1)ブロー用金型内に配置した、加熱した試験管形状の結晶性熱可塑性樹脂を含むプリフォームを延伸棒を用いて該プリフォームの長手方向に延伸すると共に、該プリフォーム内に気体を流入させて該プリフォームを膨らませることによってボトル状成形物を得る工程と、(2)該ボトル状成形物を円筒型に入れ、該ボトル状成形物の内部を加圧した状態で熱処理する工程と、(3)該熱処理されたボトル状成形物の口部及び底部を切断除去して電子写真用シームレスベルトを得る工程と、を含む電子写真用シームレスベルトの製造方法において、該工程(2)が、第1および第2の熱処理工程を含む。
(もっと読む)
偏芯ボトルの製造方法
【課題】 成形ロスが無く、耐衝撃強度にも優れ、均一肉厚とすることでバリア性にも優れた偏芯ボトルの新規な製造方法を提供する。
【解決手段】 コアピン5と雌型6からなる射出成形金型3において周方向一側のみを厚肉とした有底筒状の偏肉プリフォーム2をコアピン5外周に射出成形し、その直後に軟化状態のプリフォーム2をコアピン5で保持したままブロー成形型4の偏芯キャビティ内へ移送して、該プリフォーム2をブローすることにより周方向一側が径方向外方へ比較的大きく膨らんだ偏芯ボトルをブロー成形する。
(もっと読む)
マネキンの製造方法
【課題】
誰でも簡単にバイオマス樹脂からなるマネキンを製造することができるマネキンの製造方法を提供する。
【解決手段】
ブロー成形によって製造するマネキンの製造方法である。5〜95重量%のバイオマス材料を含むバイオマス樹脂のペレットをホッパー2からスクリュー内蔵管6に送る。スクリュー内蔵管6内においてバイオマス樹脂のペレットを加熱融解してスクリュー7にて攪拌しつつ射出室11内へ移送する。射出室11内においてバイオマス樹脂をバイオマス材料の適正融解温度まで加熱した後にマネキン金型16内に射出して熔融中空体17を形成する。当該熔融中空体17に圧縮空気を吹き込み、熔融中空体17を膨張させてマネキン金型16の内面に接触させてマネキンMを製造する。
(もっと読む)
耐熱性ポリエステル延伸成形容器
【課題】透明性及び延伸バランスに優れた耐熱性延伸成形容器を熱固定工程を経ることなく提供することである。
【解決手段】エチレンテレフタレート系ポリエステル樹脂から成る層を有する延伸成形容器において、前記層が、エチレンテレフタレート系ポリエステル樹脂(A)と該ポリエステル樹脂(A)の末端官能基と反応性を有する官能基を有する鎖延長剤(B)の混合物から成り、該鎖延長剤(B)がPET樹脂(A)に対して10〜1000ppmの量で含有されていると共に、少なくとも容器胴部の動的粘弾性測定におけるtanδ極大値の値が0.3以下であることを特徴とする。
(もっと読む)
ブロー成形体及びブロー成形体の製造方法
【課題】水蒸気バリア性が高く、透明性に優れ、ポリエチレン樹脂を使用したブロー成形体を高い生産性で得るための技術を提供する。
【解決手段】直鎖状低密度ポリエチレン樹脂と、上記直鎖状低密度ポリエチレン樹脂の融点よりも低いガラス転移点を持つ環状オレフィン系樹脂とを主成分として含む樹脂組成物を用いて、環状オレフィン系樹脂のガラス転移点(Tg)以上直鎖状低密度ポリエチレン樹脂の融点(Tm)未満の状態で、プリフォームをブロー成形する。
(もっと読む)
射出延伸吹き込み成形方法
本発明は、ポリエチレン材料から作製される固体プリフォームに関し、このプリフォームが、ネック領域、側壁、及びベース領域を含み、かつ内壁を有する内部と、外壁を有する外部とを有し、全ポリエチレン材料の少なくとも65重量%のポリエチレン材料は、300,000g/モル〜6,000,000g/モルのZ−平均分子量(Mz)、及び28を超えるMz/Mn値を有し、Mnが平均分子量であり、Mz/Mnが、Mz値をMn値で除したものである。  (もっと読む)
(もっと読む)
多層ダイレクトブロー成形体
【課題】アルコール類やエーテル類を含有する液体燃料に対するバリア性及び強度に優れた多層ダイレクトブロー成形体及びそれからなる燃料用容器を提供する。
【解決手段】ポリアミド層(I)より内側にポリエチレン系樹脂層(II)を有する多層ダイレクトブロー成形体であって、前記ポリアミド層(I)が、メタキシリレン基を有するポリアミド(A1)と脂肪族ポリアミド(A2)とを含有し、かつ、前記ポリアミド(A1)及び(A2)の含有量の合計を100質量%としたとき、前記ポリアミド(A1)の含有量が10〜45質量%、前記ポリアミド(A2)の含有量が90〜55質量%であり、前記ポリアミド(A1)が、メタキシリレンジアミン単位を70モル%以上含むジアミン単位、及び炭素数4〜20のα,ω−直鎖脂肪族ジカルボン酸単位とイソフタル酸単位とのモル比率が30:70〜95:5である前記2種のジカルボン酸単位を合計70モル%以上含むジカルボン酸単位からなり、前記脂肪族ポリアミド(A2)が、ナイロン6、ナイロン666、ナイロン610及びナイロン612からなる群から選択された少なくとも1種である、多層ダイレクトブロー成形体。
(もっと読む)
プラスチック製品の製造方法及び製造装置
【課題】設備費用を抑えながら、幅広い製品形状に対応できるプラスチック製品の製造方法を提供する。
【解決手段】口型ホルダ28を装着した状態のインジェクション型12の内部に溶融した熱可塑性樹脂を射出することにより、口型ホルダ28と一体となるような状態でパリソン30成形し、次に、このパリソン30が硬化する前に、パリソン30と口型ホルダ28をインジェクション型12から離脱させ、このうちの口型ホルダ28を保持することによってパリソン30をインジェクション型12からブロー型52まで移送し、さらに、ブロー型52の入口部に口型ホルダ28を固定することによってパリソン30をブロー型52の内部に挿入状態で保持するとともに、パリソン30を密閉した状態で、パリソン30の内部にブローエアAを導入することにより、成形空間58に応じた形状の製品100を成形する。
(もっと読む)
発泡中空成形用ポリエチレン
【課題】高発泡性、成形性、機械的強度、表面外観が良好で、かつ耐久性にも優れ、断熱性、吸音性、剛性がアップし、軽量容器に適する発泡中空成形用ポリエチレンを提供。
【解決手段】発泡中空成形品の製造に使用され、下記の物性(a)〜(d)を満足することを特徴とする発泡中空成形用ポリエチレンにより提供する。
物性(a):密度が0.935〜0.970g/cm3である。
物性(b):メルトフローレート(MFR)が温度190℃、荷重2.16Kgにおいて0.05〜0.80g/10分である。
物性(c):ゲルパーミエーションクロマトグラフ(GPC)により求められる重量平均分子量(Mw)と数平均分子量(Mn)との比(Mw/Mn)が4.0〜30である。
物性(d):溶融張力(MT)が6.0〜25cNである。
(もっと読む)
芳香族ポリエステル組成物及びそれからなる芳香族ポリエステル成形体
【課題】 透明性、耐熱性、機械的特性および保香性に優れ、食品あるいは飲料用等の容器、包装材料として有利に使用しうる芳香族ポリエステル組成物およびそれらからなる芳香族ポリエステル成形体を提供することである。
【解決手段】 少なくとも2種の、実質的に同一組成の芳香族ポリエステルを主成分として含む芳香族ポリエステル組成物であって、前記芳香族ポリエステルの極限粘度の差が0.05〜0.30デシリットル/グラムの範囲であり、前記芳香族ポリエステルからなる成形体を超純水中で80℃において1時間抽出処理を実施して得られた抽出水を人工脂質膜からなる味センサを備えた味検査装置で苦味値と渋味値を測定した場合、前記抽出水の苦味値と超純水の苦味値の差及び前記抽出水の渋味値と超純水の渋味値の差が、それぞれ0.5以下であることを特徴とする芳香族ポリエステル組成物。
(もっと読む)
ラベル付き容器とその製造方法
【課題】ラベルが十分な接着強度で貼着し、ラベルによる変形の無い薄肉容器を提供すること。
【解決手段】厚みが30〜120μmであり、ガーレ柔軟度が5〜40mgfであり、融解熱量が10〜55J/gである接着剤層を有するラベルを、厚みが50〜130μmの容器の胴体に、ラベルのガーレ柔軟度が5〜40mgfである方向が容器胴体の周方向となるようにインモールド法により貼着する。
(もっと読む)
発泡壁を有する容器の外観を変化させる方法
容器の外観を変化させる方法を開示する。該方法は、壁部に非反応性ガスを閉じ込めたポリマー予備成形物を射出成形し、予備成形物をポリマー軟化温度より低い温度に冷却し、予備成形物をポリマー軟化温度よりも高い所定温度に再加熱し、再加熱した予備成形物をブロー成形して、微孔質発泡体セル中に非反応性ガスを含ませた微孔質発泡ポリマーから本質的になる容器を作製する工程を有する方法で、容器の外観は上記所定温度に応じて変わる。 (もっと読む)
バイオマスプラスチック材料及びバイオマスプラスチック成形物の製造方法
【課題】 ブロー成形に適し優れた成形性を備えるとともに、化石燃料への依存度を低減し高い生分解性を備えることで環境へ十分な配慮がされ、低コスト化を実現したバイオマスプラスチック材料及びバイオマスプラスチック成形物の製造方法を提供する。
【解決手段】 バイオマスプラスチック材料は、生分解性を備えた米デンプンを主材とし、これにポリプロピレン等の非架橋性ポリマーを加えて溶融混練した混合物に、電子線を照射することにより架橋処理を施した架橋性ポリマーを加えて生成したバイオマスプラスチック材料を再度溶融混練し、ブロー成形を行うことにより、生分解性樹脂バイオマスプラスチック成形物が製造される。
(もっと読む)
ホット充填用ボトルの製造方法、ボトル製品の製造方法、およびホット充填用ボトル
【課題】85℃乃至90℃のホット充填(高温充填)に耐えうる耐熱性を有するホット充填用ボトルの製造方法、ボトル製品の製造方法、およびホット充填用ボトルを提供する。
【解決手段】まずポリエチレンテレフタレート層12aを含むプリフォーム10を準備する。次にこのプリフォーム10を加熱し、次いで加熱されたプリフォーム10をブロー成形金型54aを用いてブロー成形する。この場合、プリフォーム10の加熱温度を115℃乃至140℃とし、ブロー成形金型54aの温度をポリエチレンテレフタレートのガラス転移温度より10℃以上低くする。これにより85℃乃至90℃のホット充填(高温充填)に耐えうるホット充填用ボトル20を得ることができる。
(もっと読む)
樹脂製容器の製造方法、及びブロー成形装置
【課題】有底筒状に形成されたプリフォームに、ブローエアーを供給してブロー成形することによって所定の容器形状の樹脂製容器を製造するにあたり、ブローエアーが供給される開口端となるプリフォームの口部が、ブローエアーの熱や圧力などによって変形してしまうのを有効に回避することができる樹脂製容器の製造方法、及びブロー成形装置を提供する。
【解決手段】ブロー成形ノズル1のブローエアー供給口15をプリフォーム2の口部21に気密下に連通させて、プリフォーム2内にブローエアーを供給するとともに、プリフォーム2の口部21の外周面側に冷却媒体を供給する。
(もっと読む)
プラスチック製哺乳瓶、他のブロー成形物品及びそれらの製造方法
本発明は、一般的に、100℃〜130℃の範囲内のガラス転移温度を有するポリマー材料からブロー成形によって製造された哺乳瓶及びその他の物品並びにそれらの製造方法に関する。これらの物品は、沸騰水に曝すことができ、3よりも小さい延伸比と、ポリマー材料のガラス転移温度(Tg)よりも少なくとも20℃高いプレフォーム温度との適切な組合せを使用することによって製造することができる。 (もっと読む)
吹込み成形した迷彩ボトル
視覚迷彩外観を有するボトルが提供される。ボトルの壁は、外側の第一層(6)、中間の第二層(7)および場合により内側の第三層(10)を含む。第一層は透明である。第三層は対比色素を含有できる。第二層は迷彩外観を生み出すように配置された不均一分布の発泡領域を含む。  (もっと読む)
(もっと読む)
少なくとも1つの所定の補償時間の間に、可変的な継続時間にて容器の内容積をフラッシングする工程を有する、容器を形成するためのプロセス
好ましくは熱可塑性プラスチック材料から作られた予備成型物であるブランクを用いる、容器の形成プロセスであって、上記容器は、軸に対して継続的に回転される回転トレーの外周に設けられた少なくとも1つのブロー成型鋳型を備える回転式の延伸ブロー成形機を用いて形成され、上記ブロー成型鋳型は、ブロー成形サイクルに対応して周期的に稼動しており、上記形成プロセスは、予め加熱されたブランクをブロー成型鋳型中に配置する工程と、上記ブロー成型鋳型を閉じる工程と、上記ブランクを上記ブロー成型鋳型中でブロー成型する工程と、空気を内部に注入することによって、冷却されたガスを用いて上記容器の内部をフラッシングする工程と、上記ブロー成形された容器を、外部保持手段によって保持する工程と、上記ブロー成型鋳型を開く工程とを有する。上記形成プロセスは、一時的かつ発展的な様式にて、容器製造の各開始時におけるフラッシング工程の継続時間を自動的に変化させる。これによって、最初に製造される容器が、延伸ブロー成形機の安定駆動期間中に形成される容器の最終容積に対応する最終容積を付与され得る温度条件下にて形成されるように、容器内の熱的条件を設定する。  (もっと読む)
(もっと読む)
1 - 20 / 48
[ Back to top ]