
Fターム[4F208LN13]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形操作 (838) | ブロー方法 (563) | 加熱、冷却 (141) | 温度条件の特定 (96) | 金型の温度 (48)
Fターム[4F208LN13]に分類される特許
1 - 20 / 48
成形品及びその製造方法
ブロー成形機、金型部品の取り付け方法及び金型ユニット
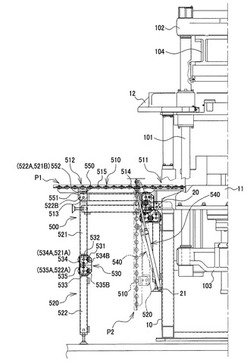
【課題】 金型部品を搬入または搬出する作業の負担を軽減できるブロー成形機を提供すること。
【解決手段】 ブロー成形機は、ブロー成形機に対して搬入または搬出される金型部品を支持する支持部材510,610と、支持部材をブロー成形機の外方に向けて水平に突出する突出位置P1,P5と収容位置P2,P6とに移動させる移動機構520,720と、を有する。ブロー成形機は第1固定支点軸20,23を有し、支持部材は、基端部は第1固定支点軸に回動自在に支持され、自由端部には第1可動支点軸513,713が設けられる。移動機構は、互いに回動自在に連結された複数のリンク521,522,721,722を含み、複数のリンクの一つは支持部材の可動支点軸に回動自在に支持され、支持部材が突出位置に設定されるときに、第1角度固定具530,730により複数のリンクが一直線状に維持されて、複数のリンクが支持部材の自由端部を支持する脚部となる。
(もっと読む)
樹脂製容器の成形方法及び樹脂製容器

【課題】生産コストが抑えられ、安定した品質の樹脂製容器を成形できる樹脂製容器の成形方法、及びこれにより成形された樹脂製容器を提供する
【解決手段】ブロー成形金型3に、ストレッチロッド2の先端側へ小さい第2の口部22が位置するようにプリフォーム20を装填し、ストレッチロッド2の先端2Aを、当該第2の口部22を閉塞するようにプリフォーム本体23の内面下端部分23aに当接させて当該第2の口部22を内側からエアシールし、エアシール状態を保てるように、ブローエアー50を吹き込むと共にストレッチロッド2を下降させ、当該ブローエアー50を漏洩させずにプリフォーム本体23を2軸延伸する。
(もっと読む)
プリフォームの加熱方法
【課題】 ボトルの白化防止、プリフォームの加熱時間の短縮、耐熱性に優れたプリフォームの加熱方法を創出することを課題とする。
【解決手段】 加熱炉(2)内の冷却、プリフォーム(P)の外面への冷却エアー(e1)と熱源(4)からの加熱とを同時に行ってプリフォーム(P)の外面温度(Ta)と内面温度(Tb)とを調整しながら熱結晶化温度よりもわずかに低い温度となるまで急速加熱する第1工程(S1)と、加熱炉(2)内の冷却と熱源(4)による加熱を停止した状態で、冷却エアー(e1)をプリフォーム(P)の外面に吹き付けて外面温度(Ta)を冷却する第2工程(S2)と、加熱炉(2)内の冷却を停止した状態で、プリフォーム(P)の外面への冷却エアー(e1)の吹き付けと熱源(4)からの加熱とを同時に行ってプリフォーム(P)を急速加熱する第3工程(S3)と、を有する構成とする。
(もっと読む)
ブロー成形装置およびブロー成形方法
【課題】成形する季節によらず、成形品の品質を一定にすることができる、ブロー成形装置およびブロー成形方法の提供。
【解決手段】樹脂Pが金型12に奪われる第1の熱量Qkと、樹脂Pが樹脂P内から排出されるエアに奪われる第2の熱量Qaと、を算出し、第1、第2の熱量Qk,Qaの和が所定値Qcに達したときにエアの樹脂P内への吹き込みを停止して樹脂Pの冷却を終了する。そのため、所定値Qcを季節によらず一定にしておくことにより、樹脂冷却後に樹脂Pに残っている熱量Qjbは季節によらず一定になる。そのため、季節によらず成形品の品質を一定にすることができる。
(もっと読む)
中空成形方法及び装置
【課題】本発明は、クロスヘッドから垂下した被成形体の内側に内側冷却用金型を挿入して被成形体を冷却し、成形サイクル時間を短縮することを目的とする。
【解決手段】本発明による中空成形方法及び装置は、クロスヘッド(1)から垂下した被成形体(5)の内側に内側冷却用金型(11)を挿入して被成形体(5)を冷却して成形することにより、成形サイクル時間を短縮するようにした方法と構成である。
(もっと読む)
薬液容器の製造方法および薬液容器
【課題】コールドパリソン法射出延伸ブロー成形後に別途の熱処理を行うことなく、薬液容器に耐熱性を付与する手段を提供する。
【解決手段】DSC測定により観測される最も高温側の吸熱ピークのピーク温度が120〜180℃の範囲であり、かつ230℃、荷重21.2Nの条件下で測定されるメルトフローレートが0.3〜10g/10分の範囲である樹脂材料からプリフォームを作製する工程と、前記樹脂材料の全体質量に対して35質量%の樹脂材料が溶融する温度を下限温度とし、前記ピーク温度よりも5℃低い温度を上限温度とする範囲の温度に前記プリフォームを加熱する工程と、前記プリフォームを軸方向に伸張させる工程と、伸張させた前記プリフォームを、軸方向に直交する面の長軸と短軸との比(長軸/短軸)が1〜5である形状を有する金型内で加圧する工程と、を含む、薬液容器の製造方法および薬液容器である。
(もっと読む)
ポリエステル製延伸発泡容器
【課題】不活性ガスを含浸させての加熱により形成された発泡層が非発泡のポリエステル容器本体の胴部外面に形成された構造を有していると共に、耐熱性に優れた延伸発泡ポリエステル容器を提供する。
【解決手段】口部5、胴部7、及び底部9を備えた非発泡ポリエステル容器本体1と、容器本体1の胴部外面に設けられた発泡セルを内部に有する発泡ポリエステル層3とから成り、非発泡ポリエステル容器本体1が、固有粘度が0.78以下のポリエステルを用いて形成されており、発泡ポリエステル層3が、固有粘度が0.80以上のポリエステルを用いて形成されていることを特徴とする。
(もっと読む)
電子写真用シームレスベルトの製造方法
【課題】電子写真装置使用時に駆動安定性が高く印刷時に転写ムラがない電子写真用シームレスベルトを提供する。
【解決手段】(1)ブロー用金型内に配置した、加熱した試験管形状の結晶性熱可塑性樹脂を含むプリフォームを延伸棒を用いて該プリフォームの長手方向に延伸すると共に、該プリフォーム内に気体を流入させて該プリフォームを膨らませることによってボトル状成形物を得る工程と、(2)該ボトル状成形物を円筒型に入れ、該ボトル状成形物の内部を加圧した状態で熱処理する工程と、(3)該熱処理されたボトル状成形物の口部及び底部を切断除去して電子写真用シームレスベルトを得る工程と、を含む電子写真用シームレスベルトの製造方法において、該工程(2)が、第1および第2の熱処理工程を含む。
(もっと読む)
偏芯ボトルの製造方法
【課題】 成形ロスが無く、耐衝撃強度にも優れ、均一肉厚とすることでバリア性にも優れた偏芯ボトルの新規な製造方法を提供する。
【解決手段】 コアピン5と雌型6からなる射出成形金型3において周方向一側のみを厚肉とした有底筒状の偏肉プリフォーム2をコアピン5外周に射出成形し、その直後に軟化状態のプリフォーム2をコアピン5で保持したままブロー成形型4の偏芯キャビティ内へ移送して、該プリフォーム2をブローすることにより周方向一側が径方向外方へ比較的大きく膨らんだ偏芯ボトルをブロー成形する。
(もっと読む)
合成樹脂製ボトルのブロー成形方法
【課題】合成樹脂製ボトルの底部を均一に延伸することができて薄肉化と強度及び耐熱性の向上とを両立させることができ、しかも、比較的少ない工程数で低コストの合成樹脂製ボトルを得ることができる合成樹脂製ボトルのブロー成形方法を提供する。
【解決手段】底部金型17を第1の所定位置よりも下方の第2の所定位置に位置させた状態で、延伸膨出工程により、胴部金型16内のプリフォーム1aに内圧を付与し、下部を下方に膨出させた底部膨出部1cを有する中間成形体1bを形成させる。このとき、底部膨出部1cは、底部金型17に非接触或いはリブ成形部25の少なくとも一部を残して底部金型17に当接する。続いて底部成形工程により底部金型17を第2の所定位置から第1の所定位置に移動させ、底部膨出部1cを突き上げ、底リブ9を成形しつつ底凹部7を形成させる。
(もっと読む)
ブロー成形体及びブロー成形体の製造方法
【課題】水蒸気バリア性が高く、透明性に優れ、ポリエチレン樹脂を使用したブロー成形体を高い生産性で得るための技術を提供する。
【解決手段】直鎖状低密度ポリエチレン樹脂と、上記直鎖状低密度ポリエチレン樹脂の融点よりも低いガラス転移点を持つ環状オレフィン系樹脂とを主成分として含む樹脂組成物を用いて、環状オレフィン系樹脂のガラス転移点(Tg)以上直鎖状低密度ポリエチレン樹脂の融点(Tm)未満の状態で、プリフォームをブロー成形する。
(もっと読む)
ブロー成形用金型
【課題】ブロー成形用金型について、(i)金型の構造を簡素化し(設計期間・作製期間の短縮)、(ii)メンテナンス性を向上し(特に冷却水路の詰まりに対する作業の軽減)、(iii)従来のものからの軽量化を実現し、(iv)成形品の品質を維持して、しかもできるだけ割り線を転写させない金型を提供する。
【手段】複数の金型部材1を組み合わせることで内部にできる空洞の形状に沿った成形体を得るブロー成形用金型10であって、前記金型部材1の外面は、凸形状の隆起部14と、該隆起部の最も高さのある部分もしくはその近傍に設けられた仕切り壁16と、前記隆起部を包囲するよう該金型部材外面の周縁に設けられた包囲壁17とを有し、前記包囲壁17の所定の面部分には該包囲壁を貫通する媒体流入口11と媒体流出口12とが前記仕切り壁16を隔てて左右両側に設けられているブロー成形用金型。
(もっと読む)
中空容器
【課題】成形性に優れ、剛性および落下強度に優れる中空容器を提供する。
【解決手段】曲げ剛性率が235〜400(MPa)であり、引張衝撃強度が750〜1500(kJ/m2)であり、以下の方法で求められるEP指数が0.1〜1であるエチレン−α−オレフィン共重合体からなる中空容器。
EP指数=(MT190)/(Bトルク)
MT190(単位:cN):190℃における溶融張力
Bトルク(単位:Nm):160℃における混練トルク
(もっと読む)
発泡中空成形用ポリエチレン
【課題】高発泡性、成形性、機械的強度、表面外観が良好で、かつ耐久性にも優れ、断熱性、吸音性、剛性がアップし、軽量容器に適する発泡中空成形用ポリエチレンを提供。
【解決手段】発泡中空成形品の製造に使用され、下記の物性(a)〜(d)を満足することを特徴とする発泡中空成形用ポリエチレンにより提供する。
物性(a):密度が0.935〜0.970g/cm3である。
物性(b):メルトフローレート(MFR)が温度190℃、荷重2.16Kgにおいて0.05〜0.80g/10分である。
物性(c):ゲルパーミエーションクロマトグラフ(GPC)により求められる重量平均分子量(Mw)と数平均分子量(Mn)との比(Mw/Mn)が4.0〜30である。
物性(d):溶融張力(MT)が6.0〜25cNである。
(もっと読む)
合成樹脂製壜体及びその製造方法
【課題】 本発明の技術的な課題は、ポリエチレンテレフタレート樹脂系の2軸延伸ブロー成形による広口ボトルの耐熱性あるいは生産性を向上するための壜体構造あるいは製造方法を創出する点にある。
【解決手段】 PET系樹脂製の2軸延伸ブロー成形による合成樹脂製壜体において、口筒部は、胴部と同様に試験管状のプリフォームの径を2軸延伸ブロー成形の延伸工程により拡径して形成したもので、前記延伸と金型温度を前記PET系樹脂の熱結晶化温度領域の所定の温度に設定することにより、口筒部の密度を1.368g/cm3以上とする、あるいは口筒部の示差走査熱量測定(DSC)の定速昇温測定における結晶化に伴う発熱ピークから算出される結晶化エンタルピー△Hcの絶対値及び、融解に伴う吸熱ピークから算出される融解エンタルピー△Hmの比率(|△Hc|/△Hm)を0.1より小さくする、と云うものである。
(もっと読む)
ポリエステル系容器
【課題】ガスバリア性や風味保持性に優れ、かつ落下しても割れにくいポリエステル系容器を提供する。
【解決手段】ポリエステル(A)80〜98質量%と、メタキシリレンジアミン単位を70モル%以上含むジアミン単位とα,ω−脂肪族ジカルボン酸単位を70モル%以上含むジカルボン酸単位とを重縮合してなるポリアミド(B)20〜2質量%の少なくとも2成分を混合してなるポリエステル系樹脂組成物からなる層を有する単層もしくは該層を1層以上積層した多層構造を有し、かつダイレクトブロー成形法により得られるポリエステル系容器であって、ポリアミド(B)がポリエステル(A)中に分散しており、かつ容器胴部の表面を倍率1万倍でTEM観察をした際に観察される分散粒子の長軸方向における平均長さが1ミクロン以下であり、かつ長軸方向における平均長さが短軸方向における平均長さの1倍以上かつ3倍未満の範囲内であるポリエステル系容器。
(もっと読む)
ブロー成形金型およびブロー成形方法
【課題】ワークの温度を管理できるブロー成形金型を提供すること
【解決手段】ブロー成形金型は、板状のワークWをエアの流体圧でブロー成形するブロー成形金型であって、ワークWの縁部を挟持する上型31および下型21と、ワークWの下面を支持する支持板25と、支持板25の温度を制御する拡散板24と、下型21に形成されたエア供給口211を通してエアを供給するエア供給装置23と、を備える。拡散板24は、支持板25とエア供給口211との間に設けられ、このエア供給口211から供給されるエアの流れを制御する。
(もっと読む)
プラスチック多層構造体
【課題】接着剤層を配置しなくても、ポリグリコール酸層と他の熱可塑性樹脂層との間の層間密着性に優れたプラスチック多層構造体を提供すること。
【解決手段】少なくとも1層のポリグリコール酸層と少なくとも1層の他の熱可塑性樹脂層とを有し、該ポリグリコール酸層の少なくとも1層が、ポリグリコール酸と酸素吸収剤とを含有するポリグリコール酸樹脂組成物から形成された酸素吸収性ポリグリコール酸層であり、該他の熱可塑性樹脂層の少なくとも1層が、他の熱可塑性樹脂と酸素吸収剤とを含有する熱可塑性樹脂組成物から形成された酸素吸収性熱可塑性樹脂層であり、かつ、該酸素吸収性ポリグリコール酸層と該酸素吸収性熱可塑性樹脂層とが接着剤層を介することなく直接隣接した層構成を少なくとも1つ備えているプラスチック多層構造体。
(もっと読む)
ラベル付き容器の製造方法
【課題】耐熱性を備えたラベル付きカップ状容器を二軸延伸ブロー成形により製造する際に、ラベルを変形あるいは位置ずれなくカップ状容器の胴部に貼り付けること。
【解決手段】ラベル付きカップ状容器1の製造方法では、予備成形品10を加熱して一次ブロー成形型20を用いて一次ブロー成形して最終製品よりも大きな容積の一次ブロー成形品40を製造する。一次ブロー成形品40を収縮させて、筒状胴部形成部分53の高さ寸法Hが最終製品1の筒状胴部3の高さ寸法とほぼ同一となった一次ブロー成形品50を得る。これを、ラベル5が装着されている二次ブロー成形型30に装着して二軸延伸ブロー成形する。筒状胴部形成部分53は高さ方向へは殆ど延伸しないので、ラベル5が高さ方向に変形あるいは位置ずれすることなく筒状胴部3の外周面に貼り付けられたカップ状容器1が得られる。
(もっと読む)
1 - 20 / 48
[ Back to top ]