
Fターム[4F208MJ21]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 予備成形品の供給 (399) | 固定 (98)
Fターム[4F208MJ21]の下位に属するFターム
Fターム[4F208MJ21]に分類される特許
1 - 16 / 16
水圧又は蒸気圧を用いた成型方法及び成型装置
【課題】本発明は、金型内で均一な高圧状態を短時間内で誘導することができる水圧又は蒸気圧を用いた成型方法及び成型装置を提供することを目的とする。
【解決手段】本発明は、水圧又は蒸気圧発生器;及び前記発生器と連通された金型を含む成型装置の金型内に被成型体を固定する段階;前記水圧又は蒸気圧発生器で水圧又は蒸気圧を発生させ、これを前記金型に注入する段階;及び、前記水圧又は蒸気圧によって発生される圧力を用いて、金型に固定された被成型体を成型する段階を含む成型方法、及びこれに用いられる成型装置に関するものである。本発明の方法及び装置によると、既存の真空成型技法などでは具現することが難しかったアンダーカット部位や、繊細な成型が必要とされる部分の成型が可能であり、成型後の厚み偏差や白化現象などの問題が発生する点も解決することができる。
(もっと読む)
発泡ポリエチレンテレフタレートシート成形品の製造方法

【課題】成形にかかるコストを抑えつつ、成形品の品質の低下を抑制すること。
【解決手段】発泡ポリエチレンテレフタレートシート成形品の製造方法は、高結晶化度の発泡ポリエチレンテレフタレートシートを成形可能な状態に軟化するまで加熱を行うステップS2と、成形可能な状態に軟化するまで加熱された高結晶化度の発泡ポリエチレンテレフタレートシートを、熱変形温度に加熱された成形型により成形するとともに、成形品となる成形品部P1の周辺に当該成形品部に加わる力を抑制する抑制部P2の成形を行うステップS3と、を有する。
(もっと読む)
エンボスキャリアテープ及びその製造方法ならびに包装部品巻回体
【課題】部品収納部へ部品を容易に収納できると共に、部品収納部での部品の収納状態を安定化できるエンボスキャリアテープ及びその製造方法ならびに包装部品巻回体を提供する。
【解決手段】長尺状の樹脂製の基材シート2の一方の面に開口する凹形状の部品収納部10が、基材シート2の他方の面に膨出して設けられたエンボスキャリアテープ1において、前記基材シート2の前記他方の面には、任意の部品収納部10の外周縁11に、前記任意の部品収納部10を挟んで一対の第一の溝部20が形成され、前記第一の溝部20は、その深さが前記基材シート2の厚みより小さく、前記基材シート1の幅方向に延びることよりなる。
(もっと読む)
表皮材の貼り付け方法
【課題】3次元形状の基材表面の任意の位置で表面意匠(色合い、色柄、絵柄等)が変化する部材の製造に際し、基材の所望位置に表皮材の意匠変化位置が精緻に位置決めされて貼り付けられた部材を製造することのできる、表皮材の貼り付け方法を提供する。
【解決手段】基材Wの表面に表皮材Sを貼り付ける表皮材の貼り付け方法であって、下チャンバー2に配された磁性体6を具備する治具5上に基材Wを載置し、上チャンバー1と下チャンバー2を型閉めして双方のチャンバー1,2で磁性領域7を具備する表皮材Sを挟み込み、表皮材Sによって上チャンバー空間K1と下チャンバー空間K2を画成し、表皮材Sを加熱して軟化させた状態で、下チャンバー空間K2を真空引きし、上チャンバー空間K1を加圧することで、表皮材Sの磁性領域7を磁性体6に磁気吸引させて該表皮材Sを基材Wに貼り付ける。
(もっと読む)
成形工具の部材上で内部カバー組立体を製造する方法
第1の部品(4)と少なくとも1つの第2の部品(6)を備える、複数の部品を持つ車両用の内部カバー組立体(2)を製造する方法であって、
上記内部カバー組立体の上記部品(4、6)を設けること;
上記内部カバー組立体の上記第1の部品(4)を成形工具(24)の部材(26)に取付ける操作;
上記内部カバー組立体の上記少なくとも1つの第2の部品(6)を上記成形工具(24)に挿入すること;および
上記成形工具を作動することにより上記内部カバー組立体の第1および第2の部品(4、6)を接着することにより固定して、複数の部品を持つ上記内部カバー組立体(2)を得る操作、
を含む上記方法。
(もっと読む)
多層容器
【課題】食品容器において、酸素バリヤー性を向上させて食品保存性を確保出来るとともに、耐熱性及び高透明性を確保する。
【解決手段】A−PET層/機能性樹脂層/シーラント層からなる多層シートを加熱して一軸一次延伸後一次延伸多層積層シート7を一次熱固定する一次延伸熱固定工程と、該一次延伸熱固定工程で作製された一次延伸多層積層シート7を熱成形機の金型13.14で加熱成形し成形による二次延伸後同じ金型内で二次熱固定する二次延伸熱固定工程とを経て製造する。
(もっと読む)
プラスチックエンボスキャリアテープ装置および方法
【課題】 本発明の課題は、上下方向に配向されたキャリアテープ製造装置およびその方法を提供することにある。
【解決手段】 上下方向の面に位置させた複数の送り穴を有する平坦なテープを提供する工程と、第1装置の形成工具アセンブリ内の上下方向の面に位置された平坦なテープを受け入れる工程と、キャリアテープを形成すべく平坦なテープにポケットを形成する工程と、ポケットを充填する工程とを含むキャリアテープのエンボスポケットの充填方法、および対向する一対の加熱接触面と、少なくとも2つの上下方向に配向された熱シールドからなり加工が休止された時に熱シールドを前記各接触面とストリップの間に選択的に、且つ上下方向に挟むように構成される上下方向の熱シールドアセンブリとを備えるストリップにキャリアポケットを自動的にエンボス形成する装置。
(もっと読む)
チューブ容器の加飾方法
【課題】加熱手段を用いることなく、チューブ容器の側面に立体的な加飾を施すこと。
【解決手段】円筒形状のチューブ胴部の一端部を前記チューブ胴部内部を貫通する固定軸の端部に固定する固定工程と、前記チューブ胴部に内嵌する中空円筒形状のチューブ内嵌治具で前記チューブ胴部の姿勢を保ちつつ、前記チューブ内嵌治具に形成されるピンを前記チューブ胴部の内面に対して付勢することで前記チューブ胴部に模様を形成する加飾工程と、を有し、前記加飾工程では、前記固定軸側面に形成されるガイド溝に前記チューブ内嵌治具の内側面に形成されるガイド突起をガイドさせつつ、前記チューブ内嵌治具又は前記固定軸を作動させ前記チューブ内嵌治具と前記固定軸とを前記固定軸の軸方向に相対的に移動させることで加飾を行うことを特徴とする。
(もっと読む)
ラッピング立体成形体及びその製造方法
【課題】凹凸その他の立体パターンごとに成形型を作製する必要なく、基材の表面に立体的装飾を付与することが可能なラッピング成形体を提供する。
【解決手段】基材31の主表面上に、立体部材32をあらかじめ配置しておき、その上に装飾フィルムを真空圧着することによって、金型を作製することなく、任意の凹凸パターン、立体的形状を付与する。
(もっと読む)
樹脂フィルムの3次元成形方法
【課題】表面コート処理を施した機能性フィルムの機能性低下を抑えつつ、樹脂フィルムの物理的な伸び率以上の3次元成形を可能にする。
【解決手段】本発明による樹脂フィルムの3次元成形方法は、樹脂フィルムを3次元形状に成形する3次元成形方法であって、それぞれ凹凸形状が形成された2つの型に樹脂フィルムを挟み込むことによって、樹脂フィルムを3次元形状に成形し、樹脂フィルムには、伸展を許容可能な伸展許容部が含まれ、各型には樹脂フィルムを支持するための支持部が設けられ、支持部のうち伸展許容部と接する部位は、2つの型に挟み込まれた状態で伸展許容部が摺動可能な加圧力で伸展許容部を加圧し、支持部のうち伸展許容部と接する部位の面は、2つの型に挟み込まれた状態で伸展許容部が摺動可能な摩擦係数となるように表面処理が施されていることを特徴とする。
(もっと読む)
少なくとも2つのプレプレグ層を備える積層板からのFCパリソンの製造方法及びこの方法を実施するための製造装置
本発明は積層板(40)から少なくとも2つのプレプレグ層を有する繊維強化複合材料プリフォームを製造するための方法、及びこの方法により繊維強化複合材料要素を製造するために半製品を変形する製造装置に関する。方法は、運動機構により型枠に対して移動自在な第1の挟持装置(16)に積層板(40)の少なくとも1つの第1の端部区域(44)を挟持し、且つ第1の端部区域の反対側に位置される積層板(40)の第2の端部区域(44)を別の挟持装置に挟持する工程と、第2の挟持装置(17)に対して第1の挟持装置(16)により、挟持装置間に位置される積層板(40)の領域を横断して引張応力(F)を作用させると同時に第1の挟持装置(16)を所定の位置まで第2の挟持装置から離間する方向に移動させる工程とを含む。所定の位置において、丸みを帯びた表面領域(58、59)は、その長手方向にて視認されるように、第1の挟持装置(16)及び第2の挟持装置(17)の間にて積層板(40)に湾曲部を形成する。  (もっと読む)
(もっと読む)
成形型,成形装置及び成形方法
【課題】 型面に段差部を有する成形型によりシート状のワークを成形する際に、ワークが段差部の外周付近で無理に引き伸ばされて、亀裂等の成形不良が発生するおそれを防止することができる成形型及び成形装置を提供する。
【解決手段】 シート状のワークWを成形するための成形型12において、型面12a上の段差部12bにおけるワークWの成形代が確保されるように、成形前においてワークWを弛ませておくための成形代確保構造14を設ける。この成形代確保構造14として、段差部12bの近傍において、バネ18により突出位置に配置されるとともに、型閉じに伴って没入されて型面12aの一部を形成する入れ子型16を設ける。
(もっと読む)
シートパッド補強布の製造方法及び製造装置
【課題】成型が容易でかつ成型後の加工等に手間のかからない、また材料のロスが少ないシートパッド補強布の製造方法及び製造装置を提供すること。
【解決手段】外面から内部空間26に連通する複数の通気孔25を備える型20に、荒裁ちされた不織布シート1Bを固定する。その後、型20に固定された不織布シート1Bをカバー材40によって覆うことで、型20とカバー材40とにより閉塞空間41を形成し、不織布シート1Bを加熱する。不織布シート1Bを加熱した後に、通気孔25を介して閉塞空間41から空気を排気することで、不織布シート1Bを型20の外形に沿った形状に加工する。不織布シート1Bを加工した後に、カバー材40を外し、不織布シート1B(シートパッド補強布1)を型20から取り外す。
(もっと読む)
熱可塑性樹脂シートの成形装置、及び熱可塑性樹脂シートの成形方法
【課題】成形品、特に中空部を有する中空成形品において、樹脂シート間のエアー溜りや部分溶着などを抑制して、前記成形品の製造歩留まりを向上させる。
【解決手段】 シート保持部により、ヒータ部13,14の加熱面と略平行に保持された上樹脂シートS1及び下樹脂シートS2間で形成される第1の空間を気密に保持するとともに、前記ヒータ部により、前記上樹脂シート及び前記下樹脂シートを加熱軟化させる。次いで、前記ヒータ部を上成形型11及び下成形型12と交換し、前記上成形型及び前記下成形型を前記上樹脂シート及び前記下樹脂シートを挟み込むようにして配置する。次いで、前記第1の空間を加圧状態にし、前記上樹脂シートを前記上成形型の成形面に接触させて賦形するとともに、前記下樹脂シートを前記下成形型の成形面に接触させて賦形し、前記上樹脂シート及び前記下樹脂シートの端部を冷却部17,18で冷却固化し、中空部を有する樹脂成形品を作製する。
(もっと読む)
プレス成形装置及びプレス成形方法
【課題】 帯状ワークのプレス成形時に、ワークの両幅端部が型の中央部側に引き込まれるのを抑制することができて、不良成形品の発生を防止すること。
【解決手段】 上下2枚のシート13a,13bよりなるワーク13を間欠送りし、その停止時においてワーク13に対して凹型11と凸型12との間でプレス成形を行うようにする。凹型11の両側部には、ワーク送り方向に沿って全体として波形をなす複数の歯16bを列設する。上部側の表皮シート13aをクランプ装置14によりクランプして張設状態に保持するとともに、下部側の基材シート13bの両幅端部をフリーにした状態で、プレス成形を行う。その成形に際して、基材シート13bの両幅端部を凹型11の両側部の歯16bに係合させる。
(もっと読む)
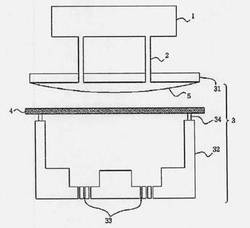
成形装置及びその装置を用いた成形品の製造方法
【課題】 成形型の形状や大きさに依存せず、成形準備及び成形が容易に行なえる成形装置及びその装置を用いた成形品の製造方法を提供する。
【解決手段】 成形装置10が、成形型20を載置する型受け台11と、型受け台11の上面に配置するシールプレート12と、シールプレート12の全周縁を型受け台11の上面に圧接するシール枠13と、シール枠13と型受け台11でシールプレート12の全周縁を気密的に挟持した状態で、シール枠13を型受け台11の周縁に対して密着させて保持する密封部材14とを備え、シール枠13の取付部13bに接続部15を装着する。接続部15を真空排気ホース18を介して真空ポンプに接続し、真空ポンプで型受け台11及びシールプレート12で画成される内部空間を減圧する。この内部空間に配置した成形型16に成形素材17が押圧されて真空成形及び空圧成形が行なわれる。
(もっと読む)
1 - 16 / 16
[ Back to top ]