
Fターム[4F208MJ22]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 予備成形品の供給 (399) | 固定 (98) | 治具 (66)
Fターム[4F208MJ22]に分類される特許
1 - 20 / 66
ポリエステル系樹脂組成物の熱成形材料と成形方法
成形方法
【課題】多層シートの機能層シートの表面を成形段階まで保護することで、成形品質を高めることができる。
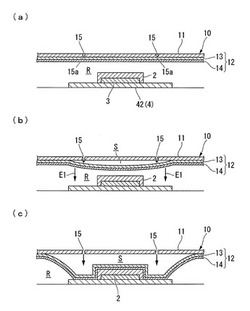
【解決手段】最上層シート11と、これに剥離可能に積層された機能層シート12とを有する多層シート10において、最上層シート11の厚さ方向に延びる切込み部15を形成させた多層シート10を、シート層間が気密状態となるように支持させて基材2の上方に配置する工程と、最上層シート11の上側を圧空することで、最上層シート11および機能層シート12の間のシート隙間Sと、最上層シート11の上側との間を連通させ、圧空エアを切込み部15に通過させてシート隙間Sに流入させ、最上層シート11と機能層シート12とを剥離させる工程と、剥離した機能層シート11を基材2の表面に被覆させる工程と、を有する成形方法を提供する。
(もっと読む)
炭素繊維入り樹脂シートの搬送装置

【課題】加熱軟化させた炭素繊維入り樹脂シートを、位置決め精度よくプレス装置へ搬送することができる経済性に優れた搬送装置を提供する。
【解決手段】加熱炉において加熱された炭素繊維入り樹脂シートWをプレス装置まで搬送する炭素繊維入り樹脂シートWの搬送装置であり、加熱炉とプレス装置との間を移動するスライダ4と、その上に搭載され、炭素繊維入り樹脂シートWの両端部をチャックして張力を加えるシート保持手段10とを備えたものである。シート保持手段10はチャック爪13、16と、これらのチャック爪を外側に変位させる張力付与手段19と備えた構造とすることができる。またシート保持手段10は、保持枠の内側に配置されたスプリング付きの保持金具と、この保持枠をチャックするチャック爪とを備えた構造としてもよい。
(もっと読む)
プレス成形品、並びにその製造方法及び製造装置
【課題】加熱時間を短縮させて、製造効率を高めた、炭素繊維及び熱可塑性樹脂を有するシートからのプレス成形品の製造方法及び製造装置;物性劣化を防止した、炭素繊維及び熱可塑性樹脂を有するプレス成形品及びの提供。
【解決手段】炭素繊維及び熱可塑性樹脂を有するプレス成形品であって、i)プレス成形品100vol%中、炭素繊維が5〜50vol%を有し、ii)プレス成形品の体積抵抗率が5×10−3〜1×10−1Ω・cmであり、iii)プレス成形品の厚さが0.25〜30mmである、プレス成形品により、上記課題を解決する。
(もっと読む)
フィルム加飾成形品の余剰フィルムトリミング方法およびその装置
【課題】成形品からはみ出している余剰フィルムを成形品の端部に沿って正確にかつ効率よくトリミングするフィルム加飾成形品の余剰フィルムトリミング方法とその方法を実施するための装置を提供する。
【解決手段】フィルム加飾成形品の余剰フィルムトリミング方法は、受治具30に載置された樹脂基材Aの表面に真空圧空成形により加飾フィルムBを貼着し、この加飾フィルムの製品部外周の余剰部分B2をトリミングするフィルム加飾成形品の余剰フィルムトリミング方法であって、樹脂基材Aは、外周縁が下方に向かって屈曲して裏面側が凹面形状の成形品であり、受治具は、この樹脂基材Aを載置する受型部31と受型部31に連続する基台部32との境界近傍に該境界の全周に亘って敷設された電熱線40を備え、この電熱線40に通電することで、貼着された加飾フィルムを樹脂基材Aの外周縁の下端部に沿って溶断することを特徴とする。
(もっと読む)
転写方式加飾シート、これを用いた外観部品の製造方法および外観部品、これを用いた家電製品
【課題】家電製品に用いる外観部品に係り、特に、メタリック光沢を備えた加飾層を有する転写方式加飾シートであっても、適切に加飾すること。
【解決手段】メタリック光沢を備えた加飾層を、樹脂フィルムからなる支持体と接着剤層とで挟み込む構成を有し、前記樹脂フィルムからなる支持体は熱線吸収剤を含有することを特徴とする転写方式加飾シートとしたものである。
これにより、波長700〜4000nmを放出する赤外線ヒーターで加熱した場合に、樹脂フィルムからなる支持体中が含有する熱線吸収剤の作用により、樹脂フィルムからなる支持体の昇温速度が向上する。得られた熱がメタリック光沢を備えた加飾層、及び接着剤層に伝わることで加飾シート全体の昇温速度の向上が望める。
(もっと読む)
フィルム加飾部品
【課題】所定のABS成形基材と所定の表面硬度を所望する場合、フィルムの貯蔵弾性率が摂氏130℃で5MPa以上かつ30MPa以下とすることによって、寸法変化を抑えたフィルム加飾部品を提供することを目的とする。
【解決手段】真空成形または真空圧空成形により加飾される部品であり、部品本体を構成する厚み1.0mm以上かつ2.5mm以下のABS成形基材と、成形基材を覆う鉛筆硬度HBと同等以上に硬いフィルムと、成形基材とフィルムとの間に接着層とを有するフィルム加飾部品であって、フィルムの裾部は成形基材の意匠面に露出する構成とし、フィルムの貯蔵弾性率が摂氏130℃で5MPa以上かつ30MPa以下とした。
(もっと読む)
熱成形装置、及び熱成形方法
【課題】ロールシートとカットシートを併用する。
【解決手段】加熱手段によりシートを輻射加熱する加熱部と、前記加熱部から前記シートの移送方向の下流側に配置されて前記輻射加熱されたシートを成形する成形部と、を有する熱成形装置であって、シートを前記加熱部から前記成形部に移送する移送手段と、前記加熱手段と前記シートとの間に設けられた遮蔽板と、前記遮蔽板に取り付けられ、該遮蔽板の下流側において輻射加熱されるシートを把持する第一の把持機構と、前記第一の把持機構から下流側であって前記成形部から上流側に設けられ、前記輻射加熱されるシートを把持する第二の把持機構と、を有する。
(もっと読む)
樹脂シートの成形方法、樹脂シートの成形装置及び樹脂部品の製造方法
【課題】従来よりも成形性が向上した成形技術を提供すること。
【解決手段】予備加熱した樹脂シート10を型形状に成形する樹脂シート10の成形方法において、樹脂シート10を凹型21の周縁部213に載置する第1ステップと、前記凹型21の上方に対向して設けられた凸型31を凹型21に対して前進させて樹脂シート10を凹型21方向に押圧することで、樹脂シート10の周縁部の少なくとも一部を凹型21の周縁部213から浮き上がらせながら、樹脂シート10を凹型21方向に押し込む第2ステップと、凹型21の周縁部213とそれに対向して設けられたブランクホルダ41とで樹脂シート10の周縁部を挟持しながら、さらに凸型31を凹型21に対して前進させて樹脂シート10を凹型21方向に押し込む第3ステップと、を有する。
(もっと読む)
フィルム加工工法
【課題】 従来技術では、部品組付の場合に、部品の柄毎にそれぞれを加飾後、その部品同士を組付しなければならず、作業効率が悪いという問題、成形工程が煩雑になってしまうという問題がある。
【解決手段】 複数の部材1、2の端部同士に所定寸法離間して間隙部5を形成して、表皮材3を前記複数の部材1、2に貼着した後、近接させることによって、前記複数の部材1、2の間隙部5に位置合わせして、前記表皮材3の境界部4を前記間隙部5に埋没させたフィルム加工工法。
(もっと読む)
箔転写射出成形方法および箔転写射出成形装置、ならびに金型
【課題】立体形状の成形品を箔転写射出成形しても、フィルムのしわや破れを回避できる箔転写射出成形方法を提供する。
【解決手段】第1金型11と第2金型12を接近させて、第2金型12に設けられた枠状の可動ブロック15を第1金型11に当接させ、第1金型11と第2金型12との間に配置されたフィルム13と、第2金型12と、可動ブロック15とで、密閉された空間を形成し、第2金型12に設けられた気体注入路18から前記密閉された空間に気体を注入して、フィルム13を第1金型11の凹部11aに沿うようにプリフォームする。
(もっと読む)
容器の製造方法、これを用いた容器及び容器の製造装置、並びに容器
【課題】容器を部分的に薄肉化することで強度を確保でき、容器外面を高精度かつ容易に加飾することができ、製造時には金型から離型させやすく傷が付きにくい容器の製造方法、これを用いた容器及び容器の製造装置を提供すること。
【解決手段】シート材Sをキャビティ型12内に向けてコア型11で押し込み、有底筒状の容器1を成形する容器の製造方法であって、前記コア型11でシート材Sを押し込みつつ、前記コア型11の外面に形成された付形部14により、シート材Sのうち前記付形部14に対応する部分S1をそれ以外の部分より薄肉化させる押し込み工程と、前記キャビティ型12の平滑な内面にシート材Sを密着させる密着工程と、を備えることを特徴とする。
(もっと読む)
複合材中空部品の成形方法及び成形装置
【課題】板厚が厚くなっても皺の発生を抑制しつつ、小額の設備投資で成形品質の高い中量産部品を成形できる成形方法及び成形装置を提供することを目的とする。
【解決手段】複合材中空部品の成形方法は、架台2上に、保持部により該架台2と間隔をあけてツール3を保持し、該ツール3上に、繊維で強化された樹脂からなるプリプレグ7を載置し、プリプレグ7の上から、ツール3及びプリプレグ7を高伸度シート5で被覆し、高伸度シート5とツール3及びプリプレグ7の外周側で、高伸度シート5がプリプレグ7と接触するプリプレグ7の頂部から端部にかけて高伸度シート5に張力がかかるよう高伸度シート5と架台2とを固定治具6により固定してツール3及びプリプレグ7を収容した密閉空間Sを形成した後、密閉空間S内に接続された真空引き装置により、密閉空間S内を真空引きしてツール3にプリプレグ7を巻きつける。
(もっと読む)
成形装置及び成形方法
【課題】金型の周囲に位置する型枠を熱可塑性樹脂に確実に当接することが可能な成形装置を提供する。
【解決手段】本実施形態の成形装置(1)は、押出装置(12)からシート状に押し出した熱可塑性樹脂(P)を金型(32)のキャビティ(116)に真空吸引し、熱可塑性樹脂(P)をキャビティ(116)に沿った形状に賦形する成形装置(1)であり、金型(32)の周囲に位置し、当該金型(32)に対して移動可能な型枠(33)を備え、型枠(33)の下側を構成する枠下部(33-2)は、型枠(33)の上側を構成する枠上部(33-1)よりも熱可塑性樹脂(P)側に突出している。
(もっと読む)
シート状の成形材料とその成形方法
【課題】成形型に形成されている排気口を塞ぐことのないプリプレグ等のシート状の成形材料とその成形方法との提供。
【解決手段】合成樹脂成分と強化繊維成分とを含むシート状の成形材料1における上面1bと下面1aとのうちの一方の面が成形材料1とともに変形して成形型12の表面12aに密着可能な第1の熱可塑性合成樹脂フィルム2で被覆され、成形材料1がそのフィルム2との複合体3を形成する。複合体3はフィルム2が成形型12の表面12aに密着するようにして成形される。
(もっと読む)
樹脂成形品の製造方法
【課題】製造される樹脂成形品の寸法や強度を安定させることのできる樹脂成形品の製造方法を提供すること。
【解決手段】帯状の樹脂発泡シートを熱成形機に間欠送りして該熱成形機の加熱ゾーンにおいて前記樹脂発泡シートを加熱し、該加熱ゾーンに続けて設けられている成形ゾーンにおいて前記加熱ゾーンで加熱された樹脂発泡シートを成形型に沿わせて変形させるとともに冷却させて該樹脂発泡シートに製品形状を形成させる樹脂成形品の製造方法であって、前記成形ゾーンに導入させた樹脂発泡シートに温度差が生じることを抑制すべく、前記加熱ゾーンでは、前記間欠送りによって次に成形ゾーンに送られる樹脂発泡シートの先端側の温度を末端側の温度よりも高温にさせることを特徴とする樹脂成形品の製造方法を提供する。
(もっと読む)
絵付装置
【課題】ワークの表面に絵柄フィルムの絵柄層を絵付けする絵付装置において、ワークの表面形状に拘わらず、絵柄フィルムが密着された部位に良好に絵付けすることを可能とする。
【解決手段】真空引きによりワークWの表面に転写フィルムFを密着させた状態で、該ワークWの周囲を仕切壁部材50によって囲い、該仕切壁部材50によって囲われたワーク周囲の閉じた空間Sに、蒸気発生器で発生させた蒸気を供給する。その際、該蒸気の温度を絵柄フィルムFにおける絵柄層の反ベースフィルム側に設けられた接着層をベースフィルム側から溶融可能な温度とし、この蒸気を転写フィルムのベースフィルムに接触させることにより、その熱で前記転写フィルムFの接着層を溶融させ絵柄層をワークWの表面に転写する。
(もっと読む)
表皮材の貼り付け装置および貼り付け方法
【課題】表皮材に過度の引張歪を生じさせることなく、もって、品質に優れ、耐久性の高い基材および表皮材からなる部材を製造することのできる表皮材の貼り付け装置と貼り付け方法を提供する。
【解決手段】表皮材の貼り付け装置10は、型閉め姿勢において上下のチャンバーにて表皮材Sを挟み込み、この表皮材Sによって上チャンバー空間K1と下チャンバー空間K2が画成される上チャンバー1および下チャンバー2と、下チャンバー2内において、基材Wを載置するとともに上チャンバー1側へ上昇自在な載置台5と、チャンバー内を高温雰囲気にして表皮材Sを軟化させる加熱手段11と、を備え、載置台5上において、基材Wが直接設置されて回動自在な回動手段61と、この回動手段を載置台5上で水平移動させる水平移動手段62を備え、少なくとも回動手段61の回動制御と水平移動手段62の水平移動制御を同期して実行する制御手段をさらに備えている。
(もっと読む)
ダクトの成形方法
【課題】2枚のシートの溶着強度を向上させることが可能なダクトの成形方法を提供する。
【解決手段】溶融状態の一対の熱可塑性発泡樹脂シート(16,16)を一対の分割金型(13,13)間に配置する。次に、分割金型(13,13)周囲に位置する型枠(17,17)を分割金型(13,13)に対して相対的に前進させて型枠(17,17)を熱可塑性発泡樹脂シート(13,13)に密着させる。次に、一対の分割金型(13,13)のキャビティ(14,14)に熱可塑性発泡樹脂シート(16,16)を真空吸引させると共に、一対の分割金型(13,13)を型締めしてダクトを成形する。
(もっと読む)
凹凸模様を有する真空成形体の製造方法及び樹脂容器
【課題】 凹凸模様を有する真空成形体を再現よく得る方法を提供する。
【解決手段】 熱収縮性を有する樹脂シートを、保持した状態で、該樹脂シートの同一面内にある隣り合う部位Aと部位Bとが、前記部位Aと前記部位Bとの表面温度が異なり、且つ、少なくとも部位Aの表面温度が前記樹脂シートの配向戻り強度変曲点温度T以上の表面温度となるように、赤外線照射して、前記部位Aと部位Bとに膜厚差を生じさせる工程(1)と、前記樹脂シートを真空成形法により金型に押し当てて成形する工程(2)とを有する凹凸模様を有する真空成形体の製造方法、及び該製造方法により得た凹凸模様を有する樹脂容器。
(もっと読む)
1 - 20 / 66
[ Back to top ]