
Fターム[4F211TA08]の内容
プラスチック等のライニング、接合 (31,000) | 接合の区分 (2,634) | 成形による接合 (91)
Fターム[4F211TA08]の下位に属するFターム
加硫接着 (28)
Fターム[4F211TA08]に分類される特許
41 - 60 / 63
金属と合成樹脂との接合構造及び接合方法
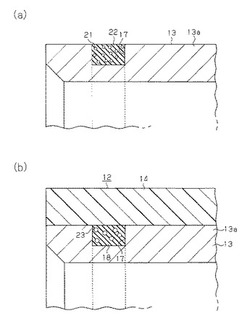
【課題】金属部と合成樹脂部との接合面を適切に密封状態に保持することができる金属と合成樹脂との接合構造及び接合方法を提供する。
【解決手段】金属部13の外面に合成樹脂部14を射出成形して、金属部13と合成樹脂部14とを一体に接合する。この場合、発泡材21が混入されたシール前駆体22を金属部13の外面に添着した後に、その金属部13の外面に合成樹脂部14を射出成形するとともに、発泡材21を加熱より発泡させる。この発泡により、金属部13と合成樹脂部14との間に、弾発力の強い発泡状態のシール18を介在させる。
(もっと読む)
衛生設備室用部材

【課題】基材と表層材との熱間成型による溶着信頼性を高めた衛生設備室用部材を提供する。
【解決手段】樹脂材料からなる基材と、衛生設備室内に露出される表層材とが一体に熱間成型されて得られる衛生設備室用部材であって、前記表層材における前記基材と接する裏面に、前記裏面全体の熱容量よりも小さな熱容量の部分が面方向に散在している。
(もっと読む)
プラスチック接合成形品の成形方法およびプラスチック接合成形品の成形用の金型
【課題】
硬質樹脂部材と軟質樹脂部材が容易に分離しない接合成形品の形成する方法およびそのための金型を提供する
【解決手段】
硬質樹脂部材に軟質樹脂部材を接合するプラスチック接合成形品の成形方法であって、射出により成形された硬質樹脂部材を軟質樹脂部材の成形用の金型内に配置する硬質樹脂部材配置工程と、軟質樹脂部材を金型のキャビティに射出する軟質樹脂部材射出工程とからなるなり、硬質樹脂部材の貫通孔に入り込んで堅固に装着されることにより剥離することを防止できる接合成形品を形成する金型が、固定具と保持具とバリ防止押圧具と突出装置を備えている構造である
(もっと読む)
中空構造体
【課題】複雑な中子や型を用いずに、多様な断面構造の中空構造体を形成することを目的とする。
【解決手段】3個の中空長尺状のCFRP素材24、26、28を組合わせて相互に結合することにより、中空構造体10を形成する。各CFRP素材24、26、28の長手方向から見た断面形状を三角形状とし、CFRP素材24とCFRP素材26、CFRP素材26とCFRP素材28を、共有する辺で結合する。
(もっと読む)
合成樹脂製中空体の製造方法
【課題】衝合部での接合用の溶融樹脂の漏洩を防止するとともに、注入した接合用の溶融樹脂の圧力による半割体のずれや変形を防止することができる合成樹脂製中空体の製造方法を提供すること。
【解決手段】射出成形された半割体1a、1bをそれぞれ金型2a、2b内にてその端面を互いに衝合し、衝合部に接合用の溶融樹脂3を2次注入して接合するに際して、半割体1a、1bの衝合部を平行に合わさるリブ4に形成するとともに、各リブ4の先端部を、外側を切欠した薄肉部4a、4bに形成し、半割体1の衝合時に、薄肉部4a、4bの外側と先端側とを埋める枠状に接合用の溶融樹脂3を注入し硬化させる。
(もっと読む)
金属製成形品と樹脂板材との接合構造
【課題】
金属製成形品に対して樹脂板をその端部において接合するに際し、その接合操作が比較的簡便であるとともに、接合部での強度をより大きくすることが可能であり、熱による変形、ひずみに対しても耐久性を向上させることができる、新しい接合構造を提供する。
【解決手段】
金属製成形品の裏面側での樹脂板材端部の接合構造であって、着座部1等の金属製成形品裏面の内側にインサート樹脂成形で形成された凹部5等の段部に、便座ベース2等の樹脂板材が載置され、二次成形樹脂7で一体化接合されているものとする。
(もっと読む)
フィルム積層体及びその製造方法、並びに視野角拡大フィルム及びその製造方法
【課題】凹凸パターンを有するフィルムであって、対向する別のフィルムの平坦性を損なうことなく、凹凸パターンの凸部以外の箇所に空隙を設けた状態で、積層構成中に組み入れることが可能な、フィルム積層体の提供。
【解決手段】複数のフィルムを積層してなるフィルム積層体であって、前記フィルム積層体を構成する複数のフィルムのうちの少なくとも1枚のフィルムは、少なくとも一方の面に凹凸パターンが形成されており、該フィルムを第一のフィルムと称し、前記フィルム積層体を構成する複数のフィルムのうちの少なくとも1枚のフィルムは、少なくとも一方の面が略平坦であり、該フィルムを第二のフィルムと称し、前記第一のフィルムの凹凸パターンを有する面に前記第二のフィルムの略平坦な面を対向させて配置するフィルム積層体であり、第一のフィルムの凹凸パターンの凸部以外の箇所と第二のフィルムの略平坦な面との間に空隙を設ける。
(もっと読む)
中空成形品の製造方法および中空成形品
【課題】分割体どうしを接合するに際し、射出される溶融樹脂が分割体どうしの当接面のすき間を通じ、製造される中空成形品の中空部に漏れることを防止するとともに、接合強度の向上とコンパクト化を可能にした中空成形品の製造方法および中空成形品を提供する。
【解決手段】金型6、7内に配置した分割体2、3どうしの当接部Aの外縁部2a、3aに樹脂流路5を形成し、この樹脂流路5内に、互いに当接する分割体2、3の一方の分割体2から樹脂流路5での互いの当接位置Pよりも他方の分割体3側に突出するリブ2bを設け、このリブ2bにより樹脂流路5を互いに連通する外側の一次流路5aと内側の二次流路5bとに形成し、一次流路5a側から溶融樹脂Rを射出する。
(もっと読む)
樹脂成形品及びその製造方法
【課題】優れた携帯性と優れた装飾性とを簡単に同時に実現でき、またその製造も低コストかつ簡易に行える樹脂成形品及びその製造方法を提供する。
【解決手段】金属シート2(Alシート)と樹脂とが一体化される領域(周縁領域)と、繊維シート3(CFシート)と樹脂とが一体化される領域(周縁領域)とに、耐熱ゴム系接着剤である接着剤6を塗布する(a)。金属シート2と繊維シート3とを仮止めして接着剤6を乾燥させた後(b)、その接合体7を射出成形機10内に収容して、ポリカーボネート樹脂12を射出して、その接合体7(金属シート2及び繊維シート3)をポリカーボネート樹脂12で一体成形する(c)。
(もっと読む)
樹脂の射出成形方法および成形溶着部品の製造方法
【課題】大型の射出成形品を変形なく、早い成形サイクルで成形することを可能とする樹脂の射出成形方法と、該成形方法を利用した成形溶着部品の製造方法を提供すること。
【解決手段】固定側金型と可動側金型で形成されるキャビティ本体と入れ子とで構成される金型に溶融樹脂を充填し、冷却固化することにより成形品を得る樹脂の射出成形方法において、前記入れ子は前記金型から取り外し可能な構造を有するものを用い、かつ入れ子を成形品の外側に配置せしめて樹脂をされるものであり、前記冷却固化せしめた後、金型内に設けられたエジェクター手段を用いて該入れ子を前記キャビティ内に突き出すことにより、該入れ子と前記成形品を一体的に取り出す樹脂の射出成形方法であり、さらに、該樹脂の射出成形方法によって入れ子と一体的に取り出された成型品を、該入れ子ごと他部品とを溶着する成形溶着部品の製造方法。
(もっと読む)
ランプ
【課題】 一次成形されたレンズ部2とハウジング4とを互いに突合せた後、該突合せ面部位に樹脂材5を二次射出してランプ1を成形するに際し、二次射出時の射出圧を受けて、樹脂材5の侵入を防止すると共に、レンズ部2が変形しないようにする。
【解決手段】 レンズ部2に形成した第一のテーパ部2fを、ハウジング4のフランジ部に形成した第二のテーパ部4fに型押しして密着させることで、該テーパ部2f、4fがバリ状となって樹脂材5が浸入することを防止できると共に、レンズ部2の変形防止も図ることができる。
(もっと読む)
表皮積層樹脂成形品の成形方法
【課題】表皮積層樹脂成形品において、注入樹脂圧に起因する成形後の表皮の凹凸の発生の防止と、積層表皮の注入樹脂層に対する接合強度確保との両立を簡単な方法により図る。
【解決手段】ソリッドな最表皮層5成形用の第1パウダー14と、この第1パウダー14に比して溶融時粘度が高く、平均粒径が大きく、軟化点が低い、ソリッドな裏面側表皮層6成形用の第2パウダー15とを混合し、第1パウダー14と第2パウダー15との混合パウダーを用いてスラッシュ成形して最表皮層5と裏面側表皮層6とからなる表皮4を成形する。この表皮4を一方の成形型31にセットした状態で裏面側表皮層6上に、軟化点が第2パウダー15の軟化点以上に加熱した接着剤34(注入樹脂材)を注入して充填する。
(もっと読む)
縁取りマット及びその製造方法
【課題】 ほつれを十分に防止することができると共に、外観美に優れ、かつ生産性にも優れた縁取りマットの製造方法を提供する。
【解決手段】 この発明の製造方法は、基布2の一方の面にパイル3が植設されると共に該基布2の他方の面に不織布層4が積層一体化されてなるマット本体5を、上面にキャビティー21が形成された成形型20の該キャビティー内に、前記パイル3を下側にして且つ前記不織布層4の周側面と前記キャビティー21の内周側面との間に縁取部形成用空間22が存在する状態に配置せしめる工程と、前記縁取部形成用空間22に溶融した熱可塑性樹脂を充填して固化させることによってマット本体5の不織布層4の周側面に縁取部を一体化する工程とを包含することを特徴とする。
(もっと読む)
フルオロシリコーンゴムの接着
パーフルオロアルキル基を実質的に含有せず、且つ非ヒドロシリル化硬化プロセスを用いて硬化可能なシリコーンゴムの層に対する、非ヒドロシリル化硬化プロセスを用いて硬化可能なフルオロシリコーンゴムの層の接着方法である。かかる接着方法は、(i)硬化前に、ヒドロシリル化触媒、又はケイ素結合水素基を少なくとも2つ含有するシロキサンのいずれかをフルオロシリコーンゴム組成物に加える工程と、(ii)硬化前に、他のヒドロシリル化触媒、又はケイ素結合水素基を少なくとも2つ含有するシロキサンをもう一つのシリコーンゴム組成物に加える工程と、(iii)工程(i)及び工程(ii)の生成物を所望の形状に成形する工程と、(iv)工程(iii)の成形品を互いに接触させる工程と、(v)互いに共に接触している成形品を、それらの間にヒドロシリル化反応を生じさせることによって接着する工程とを含む。 (もっと読む)
プラスチック−金属複合構成部分を製造するための方法
本発明の対象は、金属またはプラスチックから成る1つまたは複数の成形部分(1,1´)から成るプラスチック−金属複合構成部分を製造するための方法であって、成形部分を1つの射出成形工具内で接合し、かつ熱可塑性のプラスチックによって形状接続的に結合する形式の方法において、成形部分の接合を射出成形工具の型締め時に行うことを特徴とする、プラスチック−金属複合構成部分を製造するための方法である。 (もっと読む)
プラスチック積層体の製造方法及びプラスチック積層体
【課題】本発明は、大型プラスチックミラー等の高精度なプラスチック積層体の製造方法及びプラスチック積層体に関する。
【解決手段】プラスチック積層体製造装置1は、プラスチック基材16の加圧方向に対して直角の方向に形成されているつば部22を、転写駒5の加圧方向に対して直角の方向に形成されている受け部8上に載せ、加圧部材6がプラスチック基材16のつば部22のみと接触してプラスチック基材16を押圧する。したがって、加圧時に、プラスチック基材16を傾けることなく、均一な圧力を付加して、高精度なプラスチック積層体を製造することができる。
(もっと読む)
インストルメントパネル
【課題】インストルメントパネルの成形時に芯材と表皮材との間の空気を端末部から排出して、インストルメントパネルの内部に空気を残さないようにして、成形不良を防ぐ。
【解決手段】表皮材3と芯材5との間隔が比較的狭い一般断面部21と、前端辺15bにおいて、一般断面部21よりも表皮材3と芯材5との間隔が広く成形されたシール部41と、成形時の芯材5の注入孔から離れ、樹脂原料の注入時に芯材5と表皮材3との間の空気を排出させる端末部とを備えたインストルメントパネル1において、端末部近傍のシール部41に芯材5の溝部43に沿って表皮材3と芯材5との間を部分的に区切る流速規制部45を設ける。このことで、溝部43から一般断面部21側への樹脂原料の流れを規制し、一般断面部21を通る樹脂原料の流れと、溝部43から一般断面部21側へ漏れ出す樹脂原料の流れとを端末部で合流させる。
(もっと読む)
自動車用内装部品
【課題】積層構造体を一部に含む内装部品であって、製品の軽量化を図るとともに、外観見栄えを高める。
【解決手段】ドアトリム10は、軽量で、かつ保形性を有する発泡樹脂基材21の裏面に樹脂リブ22が積層一体化され、かつ表面に加飾材23を貼付した積層構造体(ドアトリムアッパー)20と樹脂単体品(ドアトリムロア)30とから構成され、上記加飾材23は、トップ層23aとクッション層23bとの二層積層構造体、あるいはトップ層23a、クッション層23bの裏面に裏面不織布層23cを積層一体化した三層積層構造体を採用するとともに、加熱軟化処理した発泡樹脂シートSと、加熱工程を廃止した加飾材23とを重ね合わせて成形金型40内に投入し、低圧のプレス成形により、一体化し、加飾材23におけるクッション層23bの断熱作用により、トップ層23aに熱変形等の熱による悪影響を排除して、手触り感、外観性能を高める。
(もっと読む)
インサート成形による部品の結合方法
【課題】 タイミングベルト用プーリやテープリールなど、射出成形で一体成形が困難な樹脂成形品に関して、可能な範囲に分割して成形し、その複数体を強固にかしめ付ける方法を課題とする。
【解決手段】 分割して成形した部品の1つには所要箇所に中空12a状のボス12を突設し、他方の部材8には前記ボスが挿通する透孔7を設けて、前記ボス12をこの透孔7に挿通して仮にセットする。このセットされたものを、射出成形用金型のキゃビティにインサートし、前記の透孔7およびその両端面に形成したかしめ状頭部用キゃビティに溶融樹脂を射出充填し、冷却する。かくして充填された樹脂部は冷却に伴い収縮して、かしめ状締結部を強く締め付け、部材間に隙間を生じることはない。
(もっと読む)
樹脂成形品の製造方法及び樹脂材
【課題】 自動車のインストルメントパネルに代表される、樹脂成形品の製造技術に関し、樹脂材間を接着する溶融樹脂の導入部分における強度を損なうことなく、樹脂材の損傷、若しくは表面外観性の悪化を抑制すること。
【解決手段】 樹脂材10と、ノズル3の挿入口21aを有する樹脂材20と、を溶融樹脂30で接着して樹脂成形品を製造するにあたり、樹脂材20として、挿入口21aと連通すると共に溶融樹脂30の導入空間21bを形成するボス部21を有し、かつ、導入空間内21bに、挿入口21aに挿入されるノズル3の先端面と樹脂材10との間を仕切る仕切り部材21cと、仕切り部材21cとボス部内面21’とを接続すると共に溶融樹脂30の注入通路21eを形成する接続部材21dと、が設けられた樹脂材を用い、ノズル3の先端の側面から溶融樹脂30を吐出することで溶融樹脂30を注入する。
(もっと読む)
41 - 60 / 63
[ Back to top ]