
Fターム[4F211TH24]の内容
プラスチック等のライニング、接合 (31,000) | 予備成形品の前処理・コンディショニング (1,728) | エネルギー線処理 (103)
Fターム[4F211TH24]に分類される特許
81 - 100 / 103
光溶着用光学ユニットおよび光溶着装置および光溶着方法
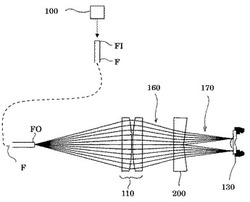
【課題】3以上の光スポットを所望の配列パターンに形成でき、光スポットの変位や、各光スポットへの光エネルギの配分の調整が容易である光溶着用光学ユニットの実現及びこれを用いた光溶着装置・光溶着方法を実現する。
【解決手段】光ファイバFの射出端から射出する光束を集光光学系110により集光光束160に変換し、光路分割部材200によりN(≧3)個の光路に分割する。光路分割部材200はN個のプリズム部分を有し、光溶着面に形成されるN個の溶着用光スポットの配列が所望の配列パターンとなるように、N個のプリズム部分の形態を設定されている。
(もっと読む)
積層フィルムの製造方法及び光学フィルム

【課題】
連続で走行する長尺かつ幅広な透明基材フィルムを支持体とした場合、透明基材フィルムと機能層、又は機能層と該機能層に積層される他の機能層との間の密着性を向上させ、より簡略化された設備で行うこと。
【解決手段】 透明基材フィルムを支持体とし、該支持体表面に機能層を設け、さらに該機能層表面に組成の異なる他の機能層を、塗布又は貼り合せによって1種又は2種以上積層する積層フィルムにおいて、積層される機能層表面に大気圧下でのプラズマ処理、次いで大気圧下での紫外線処理を施す。
(もっと読む)
プラズマによる表面処理方法及び表面処理装置
トリアセチルセルロースフィルム(10)の表面処理方法及び表面処理装置。表面処理装置は、第1と第2の電極(16、17)の間の処理空間(15)内で大気圧グロー放電プラズマを発生させるための第1の電極(16)及び第2の電極(17)を有する。電極(16、17)は、処理空間(15)に向けられた表面に誘電体障壁を備える。表面処理装置は、処理空間(15)内の実質的に無酸素の雰囲気中に大気圧グロー放電プラズマを発生するように構成される。 (もっと読む)
熱可塑性樹脂貼合シートの製造法
【課題】加熱状態の熱可塑性樹脂シート(S)に、熱融着性の熱可塑性樹脂フィルム(F)を重ね合わせて一対の貼合ロール(21、22)間に挟み込み、押圧して熱融着させて、シート(S)とフィルムとが十分な密着力で貼合された貼合シート(A)を容易に製造し得る方法を提供する。
【解決手段】本発明の製造法では、シート(S)およびフィルム(F)のうちの少なくとも一方は、放電量100W・min/m2以上のコロナ放電処理により、貼合面(Sa、Fa)の表面張力(γ)を50mN/m以上とし、シート(S)は、貼合面(Sa)の温度(Ts)を式(I)
Tgs−7℃≦Ts≦Tgs+40℃ (I)
〔Tgsはシートの貼合面のガラス転移温度を示す。〕
で示される範囲として貼合ロール(21、22)間に挟み込むことを特徴とする。
(もっと読む)
接合方法
【課題】特定波長の紫外線を利用して、ポリジメチルシロキサンよりなる基材およびガラスまたはシリコンよりなる基材とを接合する方法において、これら2つの基材を確実に接合することのできる接合方法を提供すること。
【解決手段】ポリジメチルシロキサンよりなる一方の基材と、ガラスまたはシリコンよりなる他方の基材との接合方法であって、波長172nmの光を含む紫外線を、照射量が27〜180mW/cm2 ・秒となる条件で、前記一方の基材に照射する紫外線照射処理工程と、紫外線照射処理がなされた一方の基材と他方の基材とを重ね合わせて密着させ、この状態を少なくなくとも20分以上保持する密着処理工程とを有する。この接合方法においては、密着処理工程が、紫外線照射処理工程が行われた後1分間以内の時間範囲内に行われることが好ましい。
(もっと読む)
樹脂とゴムとを接着するための分子接着剤,樹脂とゴムとの接着方法及び樹脂とゴムとの接着複合製品
【課題】 樹脂の界面を安定させて樹脂とゴムとを、簡易な方法で化学結合させ直接強固に接着させるようにする。
【解決手段】 OH基含有樹脂をアルコキシシラン含有トリアジンジチオール金属塩を備えた分子接着剤の溶液に浸漬して分子接着剤を付着処理し、OH基含有樹脂の表面に表面反応性を賦与してこのOH基含有樹脂を表面反応性樹脂とする付着処理工程と、表面反応性樹脂の表面の一部若しくは全部に対してゴムとの接着反応性を制御する接着反応性制御工程と、表面反応性樹脂に未加硫ゴムを接触させて熱圧着する接着工程とを備えた。
(もっと読む)
複合材料構造体の常圧プラズマ・ビームによる表面処理法
本発明は、複合材料製構造体の所定の場所を表面処理する方法に関し、それを他の構造体と接合するために、放出ノズルを装備するプラズマ発生器により発生した少なくとも1個の常圧プラズマ・ビームを照射する。本発明によれば、a)ノズルから放出された同プラズマ・ビームは0.2〜10cmの距離から複合材料構造体に照射され、そしてb)同プラズマ・ビームは75〜105°の入射角で複合材料構造体に照射される。本発明は、炭素繊維あるいはガラス繊維とエポキシ樹脂あるいはビスマレイミド樹脂を含有する構造体に対して特に適している。本発明に関連する他の操作変数は同プラズマ・ビームの電力と処理速度を包含する。  (もっと読む)
(もっと読む)
接着積層体及びその製造方法並びに加熱乾燥装置
【課題】 加熱設備の小型化が可能になる上、加熱時間を短縮できて生産性を向上できると共に、接着剤の均一な加熱を行うことのできる、接着積層体の製造方法を提供する。
【解決手段】 この発明に係る接着積層体の製造方法は、金属シート体2に接着剤を介して他の材料3を重ね合わせて仮接着体を得る工程と、空洞共振器の構成壁の内面又はその近傍位置に配置した熱遮蔽シート35に前記仮接着体の金属シート体2を当接状態に配置せしめ、この状態で空洞共振器内にマイクロ波を照射することによって、磁界の変化により発生する誘導電流により金属シート体2を加熱し、該熱の伝熱により前記接着剤を加熱乾燥せしめて前記金属シート体2と前記他の材料3とを接着一体化する加熱工程とを包含することを特徴とする。
(もっと読む)
接合構造及び方法、並びに記録ヘッドユニット
【課題】 確実に部材と部材との界面にレーザ光を集光可能とし、確実に部材と部材とをレーザ溶接可能とする。
【解決手段】 レーザ光に対して透光性を有する材料によって形成される透明部材1と上記レーザ光を吸収する材料によって形成される吸収部材2との接合方法であって、上記透明部材1と上記吸収部材2との接合面Sに上記レーザ光を集光する集光部3を上記透明部材が備え、上記集光部3を介して上記レーザ光が上記透明部材1と上記吸収部材2との接合面Xに集光することによって上記透明部材1と上記吸収部材2とを溶接する。
(もっと読む)
レーザー接合方法
【課題】 レーザー光の照射対象物が複雑な構成であってレーザー光を干渉してしまうような場合に、特に長焦点構造のレーザー光や多関節ロボットなどの高価な設備を使用することなく、通常使用されている二次元方向に走査されるレンズ系を通してレーザー光を照射する方法を用いて、簡単且つ正確なレーザー光の照射を行う方法を提供する。
【解決手段】 レーザー光を透過する第一の被接合体とレーザー光を吸収して加熱される第二の被接合体とを重ね合わせた後、前記第一の被接合体側から前期重ね合わせた面に対してレーザー光を照射して両被接合体を接合するレーザー接合方法において、前記第一の被接合体とレーザー光照射装置のレンズ系との間にレーザー光偏向部材を配設することによりレーザー光の照射位置を調整することを特徴とするレーザー接合方法。
(もっと読む)
樹脂容器
【課題】医薬品や調味料などの被充填物を密封でき、該被充填物を使用するために、捻じ切ったり、折り切ったりして、封を開けるときに、容器が変形せず、さらに樹脂粉などの切りくずが生じずに容易に開封でき、分離面が滑らかな樹脂容器を提供する。
【解決手段】2以上の部材が相互に接合して容器形状を成しており、 該接合が、少なくとも一方の部材をプラズマ処理又は光オゾン処理し、次いで該プラズマ処理又は光オゾン処理された部材に他の部材を圧し付けてなるものであり、且つ 該接合された部分が分離可能になっている樹脂容器。
(もっと読む)
ポリマー固体薄膜のフラットロール鋼板連続ストリップへのポリマー押し出し溶融薄膜による結合方法
【課題】 剛体耐食保護フラットロール金属シート連続ストリップ基板の連続インラインポリマーコーティングの方法及び装置を提供する。
【解決手段】 接着性をもつ熱可塑性ポリマー材料用い、フラットロール金属シート基板の活性化表面と化学結合するために溶融薄膜押し出しでき、そして実質的に同時に固体薄膜ポリマー材料と結合する。片面活性化しポリマー多層を具備する加工製品を形成する。固体ポリマー薄膜は強度、硬度及び他の所望の表面機械的特性をもつよう選択される。外側が着色でき、耐候性を有する。第2の実施例は両面にポリマー多層をコーティングする。 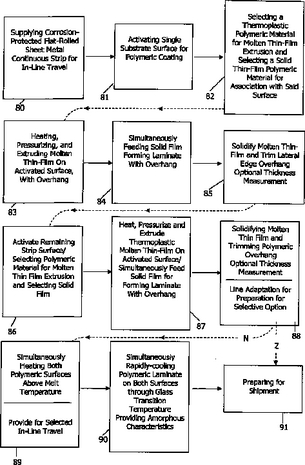 (もっと読む)
(もっと読む)
転写・接合方法および装置
【課題】 気泡を含まない良好な転写・接合界面を、同一の装置によって、簡便かつ低コストで得られる転写・接合方法および装置を提供すること。
【解決手段】 微細パターン102が設けられたスタンパー103に載置された第1部材100を、第1の型101により加圧しながら接触させ、赤外線照射手段106を用いてその接触面に赤外線107を線状に照射し加熱し、赤外線照射手段106を移動させ微細パターン102の転写が一方向に順次行われるようにする転写工程と、転写工程後、スタンパー103を取り除き、転写済み第1部材100を、第1の型101により、第2の型105に載置された第2部材104と加圧しながら接触させ、赤外線照射手段106を用いてその接触面に赤外線を線状に照射し加熱し、赤外線照射手段106を移動させ、接触面の接合が一方向に順次行われるようにする接合工程とを有する転写・接合方法および装置。
(もっと読む)
接着製品の製造方法
【課題】 接着剤を介して貼り付けられる中空体または凹み構造を形成する高分子材料殻部と第二の物質とにおいて、貼り付け面の荒れの程度を細かくするとともに均一にして、かつ極性の高い処理加工を施し接着性を向上させる接着製品の製造方法を提供する。
【解決手段】 その中空体の殻部の層内または内側に、面状または擬似面状の通電性材料を設け、高分子材料殻部の外側面がコロナ放電処理なされた後に、接着剤として無溶剤型の接着剤を使用して接着されることを特徴とする接着製品の製造方法であり、表皮が中空体または凹み構造を形成する高分子材料殻部の外側表面に接着剤を介して貼り付けられて構成される製品において、貼り付け面がコロナ放電加工処理により均一に表面処理されていることを特徴とする。
(もっと読む)
ゴム積層体の製造方法
【課題】ゴム層と硬質板との接着時間が早く、ゴム層の形状寸法を均一にすることができ、かつ、ゴム積層体の全体の高さを設定値通りの高さとするゴム積層体の製造方法およびその製造方法により製造されたゴム積層体の提供。
【解決手段】ゴム層20と硬質板22とを接着剤24を介して交互に積層したゴム積層体の製造方法において、前記ゴム層が、予め加硫したゴム組成物及び/又は予めセミ加硫したゴム組成物からなる層であり、第一工程として、少なくともゴム層1層と硬質板1枚を含む積層体ユニット30を熱盤を備えたプレス機により加熱、加圧して接着させ、第二工程として、前記ユニットの積層方向の両端の少なくとも一方に少なくともゴム層1層及び/又は少なくとも硬質板1枚を積層し、前記プレス機により加熱、加圧して接着させ、前記第二工程を1回以上繰り返すことによりゴム積層体を製造することを特徴とするゴム積層体の製造方法。
(もっと読む)
積層ウエブの原反ロール、積層ウエブの積層方法、及び包装体
【課題】 接着剤を全く使用しない水接着であるか接着剤を補助的に微量使用し水接着が主体であることにより、水接着が主体である全くと言って良いほど接着剤のランニングコストがかからないこと。
【解決手段】 単層フィルム又は積層ウエブと、透湿性の大きいフィルムを用いかつ両方の被接着面にコロナ放電等の濡れ性を付与する処理を施した一対のウエブを、両方の被接着面の全面に形成する水膜により接着してロール状に巻いてエージングされ該エージング中に前記水膜が前記透湿性の大きいフィルム層を通じて外部へ拡散して消失し接着していることにより包材としての必要な接着強度を有している。
(もっと読む)
材料のレーザー接合方法
【課題】 接合すべき材料の制限を緩和した系においても使用可能な材料の接合方法を提供する。
【解決手段】 第1の材料と、該第1の材料上に配置された第2の材料と、外部からのエネルギー印加によって発色可能な発色材料とを含む積層体を用いるレーザー接合方法。前記発色材料を、積層体外部からのエネルギー印加によって発色させ、該発色させた発色材料を、積層体外部からのレーザー照射によって加熱することにより第1および第2の材料を接合させる。
(もっと読む)
真空プレス硬化装置および方法
【解決課題】短時間で真空状態を作りながら、確実に均一な厚みでプレス硬化処理することが可能な、軽量小型の真空プレス硬化装置を提供することを目的とする。
【解決手段】下固定枠と上移動枠とを当接させることによって
真空あるいはガス雰囲気チェンバを形成し、該チェンバ中の受台上に配した被加工品に対して加熱加工処理をする真空プレス硬化装置であって、サーボ機構およびサーボ機構制御装置を用いて、該プレス板を下降させてプレス板を受台上に設置した被加工品に当接させ、受台の上面に対してプレス板の下面を平行に維持しつつ、該プレス板駆動装置によってプレス板を下降させて受台の上面に設置した被加工品をプレス硬化処理する、真空プレス硬化装置。
(もっと読む)
風呂蓋及びその製造方法
【課題】 リサイクル性に優れた樹脂を用いた材料であって、軽量で高い強度を有し、反りや曲がりが発生し難く断熱性に優れた風呂蓋及びその製造方法を提供する。
【解決手段】 樹脂発泡体3の両面に、延伸オレフィン系樹脂シート2,2・・が積層されてなり、好ましくは、2層以上の延伸オレフィン系樹脂シート2,2の少なくとも2層の延伸方向が互いに直交するように積層され、積層された延伸オレフィン系樹脂シート2,2の風呂蓋に対する長尺方向の弾性率と短尺方向に切断した面の断面積の積和が、該延伸オレフィン系樹脂シート2,2の風呂蓋に対する短尺方向の弾性率と長尺方向に切断した面の断面積の積和よりも大きいことを特徴とする。
(もっと読む)
繊維強化樹脂成形体付き構造体の製造方法
【課題】 構造体上に光硬化性樹脂組成物層を介してFRP成形体又は光硬化性プリプレグを設け、光照射して前記光硬化性樹脂組成物層又はこの層と光硬化性プリプレグを硬化させることにより、構造体とERP成形体を一体化させるに際し、前記光硬化を目視で確実に判断し得るFRP成形体付き構造体の製造方法を提供する。
【解決手段】 構造体上に光硬化により消色又は変色するインジケーター機能を有する光硬化性樹脂組成物層を介してFRP成形体又は光硬化性プリプレグを設け、光照射して前記光硬化性樹脂組成物層又はこの層と光硬化性プリプレグを硬化させることにより、構造体とFRP成形体を一体化させる。
(もっと読む)
81 - 100 / 103
[ Back to top ]