
Fターム[4F212UB01]の内容
プラスチック等の特殊発泡成形、タイヤ成形 (20,984) | 全体的特徴 (545) | 一定長物品(不連続物品)の製造方法 (340)
Fターム[4F212UB01]に分類される特許
61 - 80 / 340
車両用内装部材の製造方法
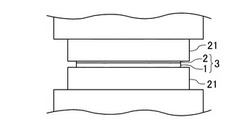
【課題】スタンパブルシート内に加熱膨張性粒子を含むことでシート膨張時の厚さを厚くできるようにして、且つスタンパブルシートと表皮材とからなる貼合部材の剛性確保、及びスタンパブルシートと表皮材との接着性の両方を十分に満足できる貼合部材を得る。
【解決手段】熱可塑性樹脂、強化繊維及び加熱膨張性粒子を分散含有するスタンパブルシート1を用意する。スタンパブルシート1に表皮材2を重ねてから平板型のホットプレス機21で加熱圧縮してスタンパブルシート1表面に表皮材2を押付けて、スタンパブルシート1に表皮材2が貼り付けられた貼付部材3を製造する。その後ホットプレス機21を開き、加熱された貼付部材3のスタンパブルシート1中の加熱膨張性粒子を膨張させて所定の厚さの膨張貼付部材4を形成する。その後膨張貼付部材4をコールドプレス機に入れて加圧成形し車両用内装部材を成形する。
(もっと読む)
金型装置

【課題】成形型全体を均一に加熱することができる金型装置を提供する。
【解決手段】1組の成形型2,3の前面側の合わせ面同士を合わせることにより形成される成形空間Sに発泡性合成樹脂を充填し、成形型2,3の背面側を囲う壁によって区画される蒸気室6,9内に蒸気を供給することにより成形空間S内の発泡性合成樹脂を加熱成形して発泡成形体を得るように構成される金型装置であって、蒸気供給手段は、壁を構成する一方側4Aから蒸気室内に蒸気を供給すると共に、壁の一方側4Aから蒸気室6,9内に導入され前記壁の他方側4Bに向かって延びる配管10,11によっても蒸気を供給する。
(もっと読む)
自動車用内装材及びその製造方法
【課題】石油由来原料以外の原料により、従来品と同程度以上の機能を有する自動車用内装材を提供する。
【解決手段】ポリ乳酸系樹脂発泡体を型内発泡成形したポリ乳酸系樹脂発泡成形体からなる自動車内装材であって、該ポリ乳酸系樹脂発泡体がポリ乳酸系樹脂を少なくとも含み、前記ポリ乳酸系樹脂が示差走査熱量計で測定した際に結晶化由来の発熱ピークを有し、前記発熱ピークは、それを温度の低い方から第1、第2、第3及び第4の区分に四等分した場合、(1)第1、第2、第3及び第4の区分の発熱量の合計が10J/g以上であり、(2)第1、第2、第3及び第4の区分の発熱量の合計に対して、第1、第3及び第4の区分の発熱量の合計が45%以上である形状を有するポリ乳酸系樹脂発泡体からなる。
(もっと読む)
生分解性容器の製造方法
【課題】生分解性容器を生産性よく製造することを可能とする製造方法を提供すること。
【解決手段】生分解性容器の製造方法は、ヒータを内蔵した嵌合可能な一対の雄型4と雌型5からなる発泡成形用の金型6を用い、2枚の生分解性フィルム3の間に生分解性材料7を挟んだ状態で該生分解性フィルム3を雌型5の上方に配置し、雄型4で前記生分解性フィルム3を延伸しながら雄型4と雌型5を嵌合させ、金型内で生分解性材料7を加熱して発泡・焼成することにより発泡基材層2の成形と同時に前記基材層2の表面を前記生分解性フィルム3で被覆する工程を備え、前記生分解性フィルム3はポリ乳酸からなり145〜150℃の融点を有し、前記生分解性材料7は澱粉、パルプおよび水を混練した混練物からなり、金型内6で生分解性材料7を加熱する前記工程は金型6を120〜135℃の範囲内に保ちながら前記生分解性材料7を水蒸気発泡させて焼成する工程である。
(もっと読む)
発泡成形体、車両用内装材、車両用タイヤスペーサおよび車両用ラゲージボックス
【課題】成形性、断熱性、耐薬品性、耐衝撃性等に優れ、高温における荷重下での寸法安定性に優れた、発泡成形体、車両用内装材、車両用タイヤスペーサおよび車両用ラゲージボックスを提供することを課題とする。
【解決手段】ポリプロピレン系樹脂100重量部とポリスチレン系樹脂100〜400重量部とを含む発泡性改質ポリスチレン系樹脂粒子を予備発泡させ、次いで型内成形することにより得られ、JIS K 7135に準拠した80℃における寸法の変形係数が−7〜0%/時であることを特徴とする発泡成形体により課題を解決する。
(もっと読む)
発泡性熱可塑性樹脂粒子の予備発泡方法、予備発泡粒子および発泡成形体
【課題】予備発泡粒子同士の合着を引き起こさず、予備発泡時間を大幅に短縮することができる発泡性熱可塑性樹脂粒子の予備発泡方法を提供することを課題とする。
【解決手段】融点が117〜145℃であるポリオレフィン系樹脂100重量部に対してポリスチレン系樹脂100〜400重量部を含有する発泡性熱可塑性樹脂粒子を、密閉した予備発泡槽内で、0.02〜0.15MPaの予備発泡槽内のゲージ圧力下で予備発泡させて予備発泡粒子を得ることを特徴とする発泡性熱可塑性樹脂粒子の予備発泡方法により課題を解決する。
(もっと読む)
発泡樹脂の成形装置
【課題】クラッキングに対応でき、且つ簡単な機構で多数の貫通孔を開設することができる成形装置を提供する。
【解決手段】成形装置1は、固定型2と可動型3の間に、原料が充填されるキャビティ20を設け、該キャビティ20内にピン5を両型の何れかに形成されたガイド孔21を通って出没可能に設けている。両型2、3の何れか一方には、ピン5をキャビティ20に向けて付勢する押しバネ50を具えた付勢機構4が設けられている。ピン5は 両型2、3の型締め時に、該押しバネ50の付勢により、先端部が固定型2又は可動型3に押圧力を以て接する第1の位置と、型締め後、可動型3を固定型2から離すクラッキング時に、押しバネ50により第1の位置よりも先端部が更に押されて固定型2又は可動型3に接する第2の位置の間を移動可能に設けられている。
(もっと読む)
成形用金型、成形方法及び該方法を用いて成形された成形品
【課題】成形品を厚み方向に亘って、少なくとも2種類の成形樹脂で形成する。
【解決手段】本発明は、第1の樹脂にて形成された第1の成形体2と、該第1の樹脂とは異なる強度の樹脂から形成され、第1の成形体2の厚み方向に被さる第2の成形体7からなる芯材1を製造する金型3に関する。金型3は、固定型4と該固定型4に接近離間する可動型5を具え、両型4、5の間にキャビティ30を設けている。固定型4のキャビティ30側に、予め成形された第1の成形体2が取り付けられ可動型5の移動方向に延びた突起40を具え、可動型5に第2の成形体7を形成する樹脂をキャビティ30に充填する充填口6を設けている。突起40によって、第1の成形体2と固定型4との間に形成される第1の成形体2の厚み方向の隙間Mは、第2の成形体7を形成する樹脂によって充填される。
(もっと読む)
発泡樹脂積層金属板、発泡樹脂積層金属板からなる構造体、及びその製造方法
【課題】溶接等の加熱を伴う取り付け方法においても、構造物への取り付け施工性に優れた発泡樹脂積層金属板、発泡樹脂積層金属板からなる構造体、及びその製造方法を提供する。
【解決手段】発泡樹脂積層金属板1を製造する際には、先ず、加熱により発泡する未発泡状態の発泡樹脂材12を2枚の金属板11間の所定の位置に配置する。引き続き、断面がU溝状をなす金属製の縁部材のU溝内に金属板11の縁部を挿入する。発泡樹脂材12が金属板11の縁部に配置されている場合には、金属板11及び発泡樹脂材12により構成された積層体の縁部を縁部材のU溝内に挿入する。そして、縁部材13と金属板11とを固定する。必要に応じて、発泡樹脂材12を発泡温度まで加熱して発泡させる。縁部材13の固定方法としては、例えば縁部材13を1対の電極2により挟持して、電極2に通電することによるスポット溶接を行う。
(もっと読む)
空隙を有する発泡成形体の製造方法
【課題】断熱性、軽量性及び吸音性に優れ、向上した耐薬品性と曲げ強度とを有する空隙を有する発泡成形体を提供する。
【解決手段】嵩密度が0.012〜0.20g/cm3であると共に、ATR法赤外分光分析により測定された粒子表面の赤外線吸収スペクトルから得られる698cm-1及び2850cm-1での吸光度比(D698/D2850)が0.1〜2.5の範囲であり、粒子表面のポリオレフィン量が51〜90重量%であり、ポリオレフィン樹脂成分100重量部に対して、スチレン系樹脂成分を100〜1000重量部含有するスチレン改質ポリオレフィン系樹脂予備発泡粒子を発泡成形することにより5〜50%の空隙率を有する発泡成形体を得ることを特徴とする空隙を有する発泡成形体の製造方法による。
(もっと読む)
発泡成形体の製造装置及び製造方法
【課題】複数の発泡成形の原料で発泡成形体を製造するときに、複数の原料の注入ヘッド同士の干渉を防止して発泡成形体の生産性を向上させる。
【解決手段】成形型10を搬送して、開放させた成形型10のキャビティ13に複数の原料を注入して発泡成形体を成形する。複数の注入ヘッドを順に、キャビティ13に設定された各原料の注入経路Tに沿って、成形型10の搬送方向Hの一方側から他方側に向けて移動させ、移動する注入ヘッドからキャビティ13に各原料を注入する。移動時には、前の注入ヘッドが搬送方向Hの一方側から離れて注入経路T中の所定位置まで移動したときに、次の注入ヘッドを搬送方向Hの一方側に移動させて注入経路Tに沿った移動を開始させる。複数の原料の注入後に成形型10を閉鎖して、キャビティ13内で発泡成形体を成形する。
(もっと読む)
自動車用ガラスラン
【課題】軽量化の効果が大きく、ドアガラスの昇降時においても、充分な強度を有する球体セル入りのオレフィン系熱可塑性エラストマー製のガラスランを提供する。
【解決手段】ガラスラン10Aの本体は、オレフィン系熱可塑性エラストマー100重量部と、オレフィン系熱可塑性樹脂10〜14重量部と、マイクロカプセル1〜3重量部とを含有するマイクロカプセル発泡組成物で形成され、少なくともガラスラン10Aの本体は、比重が0.6〜0.8、引張強度が4.5〜8Mpa、破断伸びが400〜550%の物性を有し、平均セル径が40〜120μmの球体セルを有していることを特徴とする自動車用ガラスランである。
(もっと読む)
リサイクル系樹脂を一部に用いた発泡樹脂成形品
【課題】外観を見ただけで、一部にリサイクル樹脂を用いていることを見た者に認識させることができる発泡樹脂成形品を得る。
【解決手段】バージン系発泡樹脂粒子とリサイクル系発泡樹脂粒子との混合材を用いて作られた発泡樹脂成形品であって、該発泡樹脂成形品の少なくとも外表面において、バージン系発泡樹脂粒子とリサイクル系発泡樹脂粒子とが視覚的に識別可能となっていることを特徴とする。視覚的に識別可能な項目としては、バージン系発泡樹脂粒子とリサイクル系発泡樹脂粒子の気泡径の差、色調の違い、および、形状の違いが挙げられる。
(もっと読む)
発泡性充填具
【課題】射出成形のみに依存せずに成形することの容易な発泡性充填具を提供する。
【解決手段】
発泡性充填具11は、加熱されることで発泡及び硬化して発泡体を形成する発泡性部材14を備えている。発泡性部材14は、本体部12とインナパネル51に取り付けられる取付部13とを有している。取付部13は、発泡性部材14に第1切れ込み部15を設けることにより、本体部12と連結された状態で本体部12から突設される。
(もっと読む)
機能性樹脂成形体の製造方法
【課題】環境負荷の大きなエッチング液を用いることなく密着性に優れる金属膜が形成されたポリプロピレン系樹脂等の熱可塑性樹脂からなる機能性樹脂成形体を提供する。
【解決手段】熱可塑性樹脂からなる多孔質層2を有し、多孔質層のセル20内に機能性材料を分散させた機能性材料分散シート1を作製するシート作製工程と、得られた機能性材料分散シート1を加熱圧縮することにより、セル20の容積を減少させて、多孔質層が薄肉化された圧縮層を有する加工体を作製する加熱圧縮工程とを有する機能性樹脂成形体の製造方法。
(もっと読む)
成形体の製造方法
【課題】賦形性がよく、かつ、非発泡層への成形型キャビティ面の転写性が良好な成形体の製造方法を提供する。
【解決手段】プロピレン樹脂からなる第一の発泡層11と、当該第一の発泡層に隣接する第二の発泡層12と、当該第二の発泡層に隣接し、その融点が150℃以上180℃以下であるポリマーからなる非発泡層13とを有する積層体1の第一の発泡層の表面温度、及び前記非発泡層の表面温度が、いずれも200℃以上、230℃以下となるように、加熱された積層体1を、夫々その内側にキャビティ面410Aを持つ一対の型部材を有する成形型4A内に配置し、次いで、前記積層体の少なくとも一方の面と該面に対向する成形型内のキャビティ面との間に空隙を生ずるように、成形型4Aを密閉し、次いで、キャビティ内を減圧状態とし、積層体を膨張させ、前記膨張させた積層体が固化した後、成形型を開いて成形体を取り出して、成形体3Aを製造する方法。
(もっと読む)
成形装置、成形品及びその製造方法
【課題】 凹状部から成型品を容易に回収することができる成形装置を提供すると共に、該成形装置を用いて成形された成形品を提供することを課題とする。また、該成形装置を用いた成形品の製造方法を提供することを課題とする。
【解決手段】 接離可能に構成された第1金型と第2金型とを備え、該第1及び第2金型の何れか一方は、接離方向に沿って凸状に形成された凸状部を備え、第1及び第2金型の何れか他方は、前記凸状部を差し入れ可能に形成された凹状部を備え、前記凸状部が凹状部に差し入れられて凹状部を閉塞した状態で、凸状部と凹状部との間に成形品を成形する成形空間が形成される成形装置であって、前記凸状部は、第1金型と第2金型とが離間する方向に相対移動する際に、前記成形空間で成形された成形品を保持した状態で成形品を凹状部の内側から外側に向かって相対移動させる保持手段を備えると共に、凹状部の外側に出た成形品を接離方向に略直交する方向に凸状部から離型可能に構成されていることを特徴とする。
(もっと読む)
成形体の製造方法
【課題】二次発泡の発泡倍率が高く、かつ、高いクッション性を有する成形体の製造方法を提供する。また、型形状の賦形性が良く、特に絞り形状部を有する場合、絞り形状部における成形体の外観に優れる成形体の製造方法を提供する。
【解決手段】第一の発泡シートからなる基材層と、この基材層の上に設けられた第二の発泡シートからなる中間層と、この中間層の上に設けられた非発泡シートからなる表皮層と、を有する積層体からなる成形体の製造方法であって、前記積層体の基材層側の面を、前記表皮層側の面の表面温度よりも高い温度となるよう加熱する加熱工程と、密閉可能な成形型のキャビティ内に、加熱された前記積層体を、この積層体の少なくとも一方の面が、対向する成形型のキャビティ面に直接接触しないよう配置し、前記成形型を型締する型締工程と、前記キャビティ内の圧力を減少させて前記積層体を膨張させる減圧工程と、前記減圧工程を経た積層体を冷却する冷却工程と、を有する。
(もっと読む)
板状吸音材及びそれを用いた防音パネル
【課題】
人間の耳において感度が高い周波数領域で、広い範囲の音を吸収し、あるいは特定の音源からの音を効率良く吸収できる吸音材を提供し、併せてその吸音材を用いた防音パネルを提供する。
【解決手段】
独立気泡ビーズを用いて成形した空隙率15%以上50%以下の樹脂発泡成形体からなり、該樹脂発泡成形体の厚さと吸音周波数との相関を利用し、該樹脂発泡成形体の厚さを吸音対象の周波数に応じて部分的に変化させて板状吸音材2を作製した。また、板状吸音材の少なくとも一面を遮音シート3で覆って防音パネル1とした。
(もっと読む)
カップ容器
【課題】予備発泡機、サイロ又は発泡成形機への流通過程において、被覆剤の脱落を抑え、粒子流通管の内壁面への被覆剤の付着が極めて少ない発泡性スチレン系樹脂粒子を用いたカップ容器を提供する。
【解決手段】前記発泡性スチレン系樹脂粒子は、該樹脂粒子表面を組成物によって被覆されており、当該組成物は、当該樹脂粒子表面を被覆する常温で液体の多価アルコールAと、当該樹脂粒子100重量部に対して0.01〜0.3重量部の脂肪酸モノグリセリドと、当該樹脂粒子100重量部に対して0.1〜0.8重量部の脂肪酸金属塩と、常温で液体の多価アルコールBからなり、上記多価アルコールA、Bは、当該樹脂粒子100重量部に対して0.02〜0.3重量部含有し、2回に分けて被覆されている。
(もっと読む)
61 - 80 / 340
[ Back to top ]