
Fターム[4F212VD16]の内容
プラスチック等の特殊発泡成形、タイヤ成形 (20,984) | タイヤ構成部材区分 (2,734) | コード層(ゴム−挿入物複合体) (390)
Fターム[4F212VD16]の下位に属するFターム
Fターム[4F212VD16]に分類される特許
101 - 120 / 181
巻付け装置、及び、巻付け方法
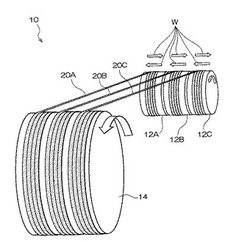
【課題】被巻付け体への狭幅部材の巻き付けにかかる時間を短縮した巻付け装置、及び、巻付け方法を提供することを課題とする。
【解決手段】巻付け装置10は、タイヤベルト形成用の狭幅部材20A〜Cが巻き付けられた3つのヘッド12A〜Cを備え、ヘッド12A〜Cからそれぞれ巻き出された狭幅部材20A〜Cをドラム14に同時に巻き付ける装置とされている。ヘッド12A〜Cは、ドラム幅方向Wに独立して移動可能とされている。
(もっと読む)
接着剤組成物、及びそれを用いた有機繊維とゴムとの接着方法
【課題】作製時及び接着処理時のホルムアルデヒドを削減して作業環境を改善することができる上、有機繊維とゴムとの接着における長時間耐熱性を向上させることが可能な接着剤組成物を提供する。
【解決手段】レゾルシンとメラミン系化合物との初期縮合物と、ノボラック型のレゾルシン・ホルムアルデヒド初期縮合物と、ビニルピリジン−スチレン−ブタジエン系共重合体ゴムラテックスとを含んでなり、前記ビニルピリジン−スチレン−ブタジエン系共重合体ゴムラテックスの固形分100質量部に対して、前記レゾルシンとホルムアルデヒドとの初期縮合物を25〜130質量部含むことを特徴とする接着剤組成物である。
(もっと読む)
車輪のタイヤ用ベルト構造を形成する方法、およびかかるベルトを含むラジアルタイヤ

【課題】タイヤの構造上の強度を増加し、磨耗を減少させること。
【解決手段】タイヤの製造時、ベルト構造はバンド状部分(5)により形成され、各々のバンド状部分(5)は、エラストマー層内に組み込まれた平行コード(16)であって、トロイダル状サポート(3)上に相互に周方向に隣接する構成で連続的に配置される平行コード(16)を含む。本発明によると、バンド状部分(5)は、少なくとも1つの比較的小さい側部が、少なくとも1本の周方向に隣接するバンド状部分(5)の対応する比較的小さい側部と周方向に整列しないように付与され、その結果、こうして得られるラジアルタイヤのベルト構造の側部領域における前記コード(16)は、不均一な密度を有する。
(もっと読む)
タイヤ成型サービサーおよびタイヤ成型方法
【課題】移送コンベア上でタイヤ成型部材を高精度にセンタリングする。
【解決手段】タイヤ成型部材Wを移送する移送コンベア11においてセンタリング装置12が配置されたセンタリング部11aの少なくとも一部は、前記移送する方向の両端に各別に設けられた駆動ローラと従動ローラとの間に無端帯状に移送ベルト15cが巻回されたベルトコンベア15により構成され、このベルトコンベア15は、駆動ローラと従動ローラとの間に配置された中空円筒状の送りローラ15eを備えるとともに、この送りローラ15eの内部には、その内周面に当接させられた振動子17aを有する超音波発生装置17が設けられ、振動子17aの振動を、送りローラ15eを介して移送ベルト上側部分15dに伝播させて、この移送ベルト上側部分15dを振動させた状態で、センタリング装置12によりセンタリング部11aに到達したタイヤ成型部材Wをセンタリングする。
(もっと読む)
タイヤ成型サービサーおよびタイヤ成型方法
【課題】移送コンベア上でタイヤ成型部材を高精度にセンタリングする。
【解決手段】タイヤ成型部材Wを移送する移送コンベア11と、この移送コンベア11上のタイヤ成型部材Wを、移送コンベア11がタイヤ成型部材Wを移送する方向と直交する幅方向F2で挟んでセンタリングするセンタリング装置12と、を備えるタイヤ成型サービサー10であって、移送コンベア11においてセンタリング装置12が配置されたセンタリング部11aには、このセンタリング部11aに到達したタイヤ成型部材Wをその下面側から押し上げて、このタイヤ成型部材Wの下面における一箇所若しくは複数個所をセンタリング部11aの表面から離す押し上げ手段15が設けられ、この押し上げ手段15によりセンタリング部11aに到達したタイヤ成型部材Wをその下面側から押し上げた状態で、センタリング装置12によりこの成型部材Wをセンタリングするようになっている。
(もっと読む)
帯状材料の供給装置
【課題】帯状材料の供給を停止させることがなく、しかも複雑な制御を要することなく装置の省スペース化を図ることのできる帯状材料の供給装置を提供する。
【解決手段】材料ロールRは支持機構10に回転可能に支持され、巻掛ローラ20を回転させることにより、巻掛ローラ20に巻掛けられた帯状材料Bが成形装置100に供給されることから、巻掛ローラ20の回転によって帯状材料Bが引っ張られて材料ロールRが回転し、材料ロールRから帯状材料Bが引き出される。また、巻掛ローラ20の回転分だけ成形装置100側に帯状材料Bが送り出されるので、成形装置100の要求に応じて巻掛ローラ20の回転速度や回転時間を制御するだけで、成形装置100の要求に応じた量及び速度の供給を行うことができ、巻掛ローラ20を通過した後の帯状材料Bにストック機構101において大きな弛みを設ける必要がない。
(もっと読む)
空気入りタイヤの製造方法
【課題】ビードコアに巻き付けるカーカスプライ両端部の癖付け状態のばらつきを抑えた空気入りタイヤの製造方法を提供することを課題とする。
【解決手段】本発明に係る空気入りタイヤの製造方法では、一対のビードコアに巻き付ける成型前カーカスプライ13の一端部23A及び他端部23Bの巻き付け内面側を、回転押込刃で溝内へ押し込みつつ回転押込刃を端部長手方向に沿って移動させることにより、一端部23A及び他端部23Bに折れ曲がりの癖を付ける。その際、一端部23Aでの回転押込刃の移動方向Jと、他端部23Bでの回転押込刃の移動方向Kとを互いに逆向きにする。この結果、一端部23A及び他端部23Bにおける回転押込刃の移動方向を成型前カーカスプライ13に配列されたコードCに対するコード撚り方向とすることができる。
(もっと読む)
タイヤ構成部材の製造装置
【課題】 貼付ドラム7の外周面上において帯状部材3のたるみが生じ難くして、ベルトの品質を高めること。
【解決手段】
ドラム支持フレームと、
前記ドラム支持フレーム13に回転可能に設けられた貼付ドラム7と、貼付ドラム7をドラム軸7sを中心として回転させるドラム回転用モータ11と、貼付ドラム7の近傍に配設されかつ貼付ドラム7の外周面の輪郭に沿うようにドラム軸方向に平行な方向へ延びたコンターガイド部15を有したヘッド支持フレーム13と、コンターガイド部15に移動可能に設けられた貼付ヘッド17と、貼付ヘッド17をコンターガイド部15に沿ってドラム軸方向に平行な方向へ移動させるヘッド移動用モータ19と、貼付ドラム7の回転と貼付ヘッド17の移動を連動させるようにドラム回転用モータ11及びヘッド移動用モータ19を駆動制御するモータ制御ユニット37と、具備したこと。
(もっと読む)
カーカスプライ用ゴム被覆コード、それの製造方法および使用方法
【課題】製品タイヤの内面形状と対応する外面形状を有する円環形態のコア上に、複数本のカーカスプライ用ゴム被覆コードを配設して、カーカスプライを成型するに当り、それぞれのゴム被覆コードを、それら相互の重なり合いも、それら相互間への隙間の発生もなしに、ゴム被覆コードの全長にわたって、それらをコアの円周方向に隙間なく配設するすることができ、結果として、成型されたカーカスプライ内への空気の封じ込めや、カーカスプライ表面への凹凸の発生を効果的に防止できるカーカスプライ用ゴム被覆コードを提供する。
【解決手段】素材コード3に対する被覆ゴム4の厚みを、コアの赤道線と対応して位置することとなる中央部で最も厚くするとともに、その被覆ゴム4の厚みを素材コード3の端部に向けて漸減させて、ゴム被覆コードの太さを、中央部で最も太く、両端部で最も細くしてなる。
(もっと読む)
スレッドを案内する装置及び方法
【課題】スレッドの複数の所与の長さ分を受入れ面(S)上に投げ出すことによってその最終の場所に直接布設されたスレッドから補強材を製造する装置を提供する。
【解決手段】製造装置は、スレッド(1)の送り手段(11)及びシャフト(20)に取り付けられた回転導管(2)、回転導管を回転させる手段及びスレッド切断手段を有する。回転導管は、その中央端部(22)を介してスレッド(1)を受け入れ、スレッドは回転導管の外側半径方向端部(21)経由で出て、送り手段は、回転導管内でのスレッドの前進速度を制御する。スレッド切断手段は、アンビル(24)及び回転導管の各旋回の間に長さ分(10)を取り出す可動カッタ(31)を有する。スレッド長さ分の自由端部(10b)は、受入れ面(S)に接触する前に、その経路中に設けられたバッファ(25)に当たる。
(もっと読む)
タイヤ用生シートの耳部の切断装置
【課題】最外側のタイヤコードを切断することなくジョイント用ゴムを残して耳部を切除する。
【解決手段】タイヤ用生シートPの巾方向FWに位置変えかつ固定可能なカッタ枠体4、及び該カッタ枠体4に巾方向FWに小長さを自由移動可能に配されるカッタ保持具5と、タイヤ用生シートPの面に垂直に前記カッタ保持具5に取り付けられるカッタ刃6とからなるカッタ移動器7を具える。カッタ刃6は、搬送方向上流側に向けて開くV字状の刃部20を有することにより、外のタイヤコードA1との間にジョイント用ゴムJgを残して耳部Peを切除する。
(もっと読む)
投げ出しによりスレッドを布設する装置の動作パラメータを求める方法
【課題】スレッドの複数の所与の長さ分(10)を受入れ面(S)上に投げ出すことにより最終位置に直接布設されたスレッド(1)から補強材を製造する装置の動作パラメータを求める方法を提供する。
【解決手段】布設装置は、所与の長さB及び長手方向軸線bb′の回転導管(2)、スレッド(1)の送り手段(11)、回転導管を軸線R回りに速度Ωで回転させる手段、スレッド切断手段(24,31)を有する。本発明の方法は、スレッドの長さ分を切断形成する時点において回転導管(2)により形成される角度βc及び平面Pの方向(OX)をスレッドの長さ分(10)と受入れ面Sとの間の初期接触が長さ分の後部から1/3のところまでに位置するような仕方で決定する。
(もっと読む)
ゴムシート接合方法および接合装置
【課題】長さの異なる複数のゴムシート片を重合接合し、重合接合したゴムシート片の端面同士を突合せ接合によって接合するゴムシート接合方法および接合装置を提供する。
【解決手段】切断手段13によって異なる長さに切断された複数種類のゴムシート片S1、S2を所定位置に揃えて重合接合するシート重合手段16と、シート重合手段によって重合接合された1組のゴムシート片の接合端部を開放可能に保持する第1保持体63、64と、第1保持体に対して相対移動可能に設けられ別の組のゴムシート片の接合端部を開放可能に保持する第2保持体65、66と、第2保持体を第1保持体に対して相対移動させて2組のゴムシート片の端面同士を圧接して突合せ接合しゴムシート体を生成する動作手段(73)を備える。
(もっと読む)
タイヤの製造方法及びホーリング装置
【課題】高品質なタイヤ製造方法及びその製造方法の提供。
【解決手段】本発明に係るホーリング装置10は、錐30と、一本の錐ごとに設けられ、錐の根元部を保持しうる錐支持体28と、複数の錐支持体を保持しうるホルダー24と、上記錐支持体28を介して上記ホルダー24に保持された上記錐30をタイヤ用のゴム部材12に向けて前進及び後退させうる移動手段と、このゴム部材12を載置しうる載置台18とを備える。錐支持体28とホルダー24との間に遊びがある。この遊びに起因して錐30が一本ごとに個別に揺動しうるように構成されている。この錐30は、上記載置台18に置かれた上記ゴム部材12を貫通しうる。
(もっと読む)
空気入りタイヤ及びタイヤ製造方法
【課題】 製造効率を高めることができるとともに、ビード部の耐久性を大幅に向上させることができる空気入りタイヤ及びタイヤ製造方法を提供する。
【解決手段】 本発明は、ビードコア3a及びビードトゥ3bを少なくとも含む一対のビード部3と、本体部5A及び折返部5Bを有するカーカス層5と、本体部5Aのトレッド幅方向内側におけるビード部3に設けられる内側強化層13と、本体部5Aのトレッド幅方向外側におけるビード部3に設けられる外側強化層15と、本体部5Aのトレッド幅方向外側かつ折返部5Bのタイヤ径方向外側におけるビード部3に設けられるリング状の拘束部材17とを備え、拘束部材17が、タイヤ径方向内側へ向けて折返部を押さえ付けていることを特徴とする。
(もっと読む)
空気入りタイヤの製造方法および空気入りタイヤ
【課題】軸方向両端部における補強コードの蛇行が防止されたベルト層23を容易かつ安価に製造する。
【解決手段】円筒状のBTドラム40の外側に配置されたゴム部材42により、ベルト層23の軸方向中央部をその軸方向両端部より半径方向外側に膨出させるようにしたので、加硫モールド閉止終了時にグリーンタイヤのトレッド部全域と加硫モールドの内表面との間にベルト層23の拡張率の範囲内の間隙が設けられ、この結果、トレッドの軸方向両端部が加硫モールドにより半径方向内側に押し込まれることはない。
(もっと読む)
空気入りタイヤの製造方法および空気入りタイヤ
【課題】バンド部材19におけるゴムゲージのばらつき、補強コードの配列乱れを効果的に抑制する。
【解決手段】バンド部材19のうち、少なくともビード27の内周面27bに密着することとなる部位に、スリット36を形成することで、補強コード間のコーティングゴムの量がバンド部材19の軸方向中央部19aにおける補強コード間のコーティングゴムの量より少量である少量領域を設けたので、バンド部材19の軸方向両端部19bを絞り込む際、スリット36が幅方向に潰れて少量領域における補強コードが互いに接近し、この結果、コード間間隔が狭くなってしわの発生が抑制される。
(もっと読む)
空気入りタイヤ及びその製造方法
【課題】タイヤ周方向に向けて配列されたコードを有する補強層を設けても、この補強層のタイヤ周方向剛性がタイヤ周上でばらつくことを抑えた空気入りタイヤ及びその製造方法を提供することを課題とする。
【解決手段】本発明に係る重荷重用空気入りラジアルタイヤは、コンビネーションコード24をタイヤ周方向に向けて配列したベルト補強層を有するタイヤである。コンビネーションコード24は、2本のコード24P、24Qで構成されている。コード24P、24Qにはそれぞれ切断箇所Cが等間隔で形成され、この切断箇所Cは互いに隣り合わない位置に形成されている。従って、ベルト補強層は、タイヤ加硫時などの製造時においてタイヤ周方向に伸張可能である。
(もっと読む)
ゴム補強用繊維コードの柔軟化装置、ゴム補強用繊維コードの製造装置及び製造方法
【課題】簡単な構成でゴム補強用繊維コードのスティフネスを調整可能にし、ゴム補強用繊維コードの柔軟化装置の小型化及び低コスト化を図る。
【解決手段】移動する複数のゴム補強用繊維コード61の移動経路に沿ってガイド部材10を配置する。ガイド部材10には、ゴム補強用繊維コード61の本数に応じた数の突起物12をゴム補強用繊維コード61に向かって並設し、中段のガイド部材10に変位手段30を設ける。各ガイド部材10の突起物12に沿ってゴム補強用繊維コード61を配置し、変位手段30により中段のガイド部材10を変位させて各突起物12をジグザグ状に配置する。この突起物12により、ゴム補強用繊維コード61を押し込んで屈曲させ、ジグザグ状に案内して屈曲移動させて柔軟化させる。
(もっと読む)
可動ダイ付きのコード外装装置
【課題】広い動作範囲にわたり圧力を調節できるコード外装装置を提供する。
【解決手段】コード(F)をプラスチック又は熱可塑性材料で外装するコード外装装置は、装置の入口のところに配置されていて、ダクトによって、材料を粘性状態で圧力下で送り出すことができる押出し手段に連結された中央チャンバ(51)に通じるコード案内手段(2)、外装されたコードのための所与の較正断面S1の出口ダイ(4)、及び較正断面S1よりも小さな較正断面S2の少なくとも1つの可動ダイ(12)を有する。各可動ダイはアクチュエータ(13,15,17)によってコード(F)の移動方向に動かされ、アクチュエータは中央チャンバを貫通しており、アクチュエータは中央チャンバを可動ダイの内部空間に連通させることができる通路(14)を有する。
(もっと読む)
101 - 120 / 181
[ Back to top ]