
Fターム[4F213AC04]の内容
プラスチック等のその他の成形、複合成形 (21,890) | 材料の状態、形態 (685) | 粉末 (256)
Fターム[4F213AC04]に分類される特許
1 - 20 / 256
芳香族ポリイミド樹脂成形品の製造方法
【課題】機械物性が改善され、連続生産性に優れる芳香族ポリイミド樹脂成形品の製造方法を提供する。
【解決手段】ピロメリット酸二無水物と4,4’−ジアミノジフェニルエーテルを反応させて得られるポリイミド粉末であって、平均粒子径が0.1〜9μmかつイミド閉環率が50〜95%のポリイミド粉末を用いて 、以下の2工程により芳香族ポリイミド成形品とする芳香族ポリイミド樹脂成形品の製造方法。
(1)ポリイミド粉末に、100℃未満で、294.2MPaを越え、980.7MPa以下の圧力をかけて圧粉体とする第一工程。
(2)第1工程で得られた圧粉体に、真空ないし不活性ガス雰囲気中、常圧、350〜500℃で加熱を行う第二工程。
(もっと読む)
立体造形データ作成装置および立体造形データ作成プログラム
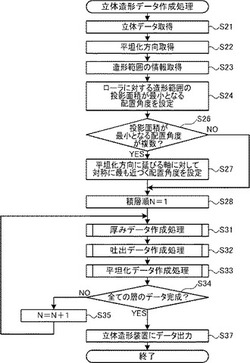
【課題】立体造形粉体を平坦化する過程で生じる造形層の変形の影響を抑制して正確な形状の立体造形物を作成するための立体造形データ作成装置、および立体造形データ作成プログラムを提供する。
【解決手段】PCは、引き摺りおよび膨張の少なくともいずれかの予測に用いる予測情報を取得する(S22、S23、S28、S35)。引き摺りおよび膨張は、平坦化ローラによって立体造形粉体が平坦化される際に、既に造形が完了している造形層に生じる現象である。詳細には、引き摺りとは、平坦化ローラによって平坦化が行われる過程で、立体造形粉体中に存在する造形層が引き摺られて位置がずれる現象である。膨張とは、平坦化が行われる過程で造形層が引き延ばされて膨張する現象である。PCは、取得した予測情報に基づいて立体造形データを作成する(S31〜S33)。
(もっと読む)
立体造形装置

【課題】ステージに加える振動の波形を容易に制御して効率よく未硬化粉体を回収することができる立体造形装置を提供する。
【解決手段】立体造形装置は、ステージ11と、ステージ昇降モータと、回収口65とを備える。ステージ11には、立体造形粉体が載置され、且つ立体造形粉体を落下させるための複数の孔が形成されている。ステージ昇降モータはステージ11を昇降させる。回収口65は、ステージ11の下方に配置され、ステージ11から落下した立体造形粉体を回収する。立体造形装置は、ステージ11に載置された立体造形粉体に造形液を吐出して固化し、且つ固化せずに残存した立体造形粉体を回収口65から回収する。立体造形装置は、ステージ11を振動させて立体造形粉体をステージ11から落下させるピエゾ素子60を備える。
(もっと読む)
立体造形装置、立体造形方法、及び立体造形データ作成プログラム
【課題】立体造形物の積層方向の表面をより滑らかに形成することが可能な立体造形装置、立体造形方法、立体造形データ作成プログラムを提供する。
【解決手段】立体造形物70が作成される場合、各層701〜712に吐出される造形液の吐出密度が調整されることで、各層701〜712における立体造形粉体の単位体積当たりの造形液の量が調整される。上部層である最上層712、上第二層711、及び上第三層710の造形層を形成する場合の造形液の吐出密度は、上部層の1つ下側の中間層709を含む中間層704〜709の造形層を形成する場合の吐出密度より小さい。第一下部層である最下層701、下第二層702、及び下第三層703の造形層を形成する場合の造形液の吐出密度は、第一下部層の1つ上側の中間層704を含む中間層704〜709の造形層を形成する場合の吐出密度より大きい。
(もっと読む)
立体造形装置および立体造形データ作成プログラム
【課題】立体造形物の外側面の色を正確に表現するための立体造形装置および立体造形データ作成プログラムを提供する。
【解決手段】立体造形装置は、それぞれの造形層のうち、着色される立体造形物の外側面を構成する端部から造形層の内側へ広がる領域をカラー領域とする。造形層に隣接する隣接層の端部が、造形層の端部よりも内側に位置する場合、立体造形装置は、隣接層の端部または前記端部よりも内側に広がる領域をカラー領域とする。カラー領域には、着色する色を発色させる量のカラー造形液を吐出させる。カラー領域よりも内側に、無色造形液のみを吐出する無色領域を形成する。立体造形装置は、カラー領域と無色領域の間の領域を、カラー造形液と無色造形液を共に吐出する混合領域とする(S26,S27)。
(もっと読む)
立体造形装置
【課題】立体造形物が載置されるステージの傾きの発生および昇降精度の悪化を防止しつつ、ステージを効率よく十分に振動させることができる立体造形装置を提供する。
【解決手段】立体造形装置は、ステージ11に載置された立体造形粉体に造形液を吐出して固化することで立体造形物を造形する。立体造形装置は、回収口65と、加振モータ46と、振動板60とを備える。回収口65はステージ11の下方に配置される。ステージ11から落下した立体造形粉体は、回収口65に回収される。加振モータ46は、筐体9に固定されて振動を発生させる。振動板60は、ステージ11の昇降範囲の下端に配置され、加振モータ46に装着されて加振モータ46の動力で振動する。振動板60は、昇降範囲の下端に移動したステージ11の底面に、弾性体63を介して接触する。
(もっと読む)
PAEK微細粉末、および三次元物体を層状に製造する方法
【課題】三次元製造の生成的方法に適したPAEK粉末を提供すること。
【解決手段】三次元物体の層状生成方法の積層材として使用するポリアリルエーテルケトン(PAEK)微細粉末において、PAEK微細粉末は、0.25kN*s/m2未満の溶融粘度、150μm未満のD0.90値、40m2/g未満のBET面積及び0.42g/cm3以上のかさ密度を有するPAEK微細粉末。
(もっと読む)
繊維強化部品のダイレクトデジタル製造のための方法、装置、及び材料混合物
【課題】部品の等方性の強化及び方向性の強度を提供するために、強化用繊維が選択的に配向される繊維強化部品のダイレクトデジタル製造方法及び材料混合物の提供。
【解決手段】磁性粒子25を提供するステップ、磁性粒子をマトリックス材料24に導入するステップ、磁性粒子を電磁場40と結合することにより、磁性粒子をマトリックス材料に配向するステップ、及び磁性粒子を配向する間に、マトリックス材料を硬化させるステップを含む方法。
(もっと読む)
造形装置、除粉装置、造形システム及び造形物の製造方法
【課題】作業効率を高めることができる造形装置、また、この造形に用いられる除粉装置、造形システム及び造形物の製造方法を提供すること。
【解決手段】本技術に係る造形装置は、ボックス保持機構と、ボックスと、供給機構と、昇降機構とを具備する。前記ボックスは、本体と、前記本体に移動可能に設けられたステージとを有し、粉体を収容可能であり、前記ボックス保持機構に着脱可能に設けられる。前記供給機構は、前記粉体を結合させるための液体を、前記ボックス内の造形可能領域に選択的に供給する。前記昇降機構は、前記ステージを、前記本体内で、前記本体に相対的に昇降させる。
(もっと読む)
除粉装置、造形システム及び造形物の製造方法
【課題】粉体を除去することができる新たな除粉装置、これを備えた造形システム及び造形物の製造方法を提供すること。
【解決手段】除粉装置は、ボックスと、ステージ移動機構と、除粉処理機構とを具備する。前記ボックスは、開口を有する本体と、前記本体に移動可能に設けられたステージとを有する。前記ボックスは、ラピッドプロトタイピング技術により粉体を用いて形成された造形物を、未結合の粉体とともに前記ステージ上に配置させるように、前記造形物及び未結合の粉体を収容可能である。前記ステージ移動機構は、前記ステージを、前記本体内で、前記本体に相対的に上昇移動させることが可能である。前記除粉処理機構は、前記ステージ移動機構の駆動により前記開口を介して押し出された前記造形物の周囲の前記未結合の粉体を除去する。
(もっと読む)
造形物の製造方法及び造形物
【課題】内部の構造を正確に再現することができる造形物の製造方法及び造形物を提供すること。
【解決手段】造形物の製造方法は、粉体材料が配置される造形可能領域のうち、第1の液体材料を第1の領域に供給し、前記第1の領域の前記粉体材料を硬化させることで、溶媒により溶解されない非溶性の第1の部分を形成することを含む。積層造形技術を用いて、前記造形可能領域のうち、前記第1の液体材料とは異なる、第2の液体材料を、前記第1の領域に囲まれるように設けられた第2の領域の前記粉体材料に供給し、前記第2の領域の前記粉体材料を硬化させることで、前記溶媒により溶解され得る可溶性の第2の部分が形成される。前記第2の部分が前記溶媒により溶解される。
(もっと読む)
三次元の物体を層状に製造するための装置と方法及びモールド
【課題】粉末状のポリマーから成るモールドを形成するためのレーザ焼結方法において、ポリマー材料がレーザの焦点における局所的な温度ピークによって損傷することを解決する手段を提供する。
【解決手段】レーザビーム2がスキャンシステム4によって粉末表面5に偏向される前に、適切なビーム成形装置3によって変形されるようにする。ビーム成形装置3としては屈折型ビーム成形器、ホモジナイザ等を用いることが出来る。
(もっと読む)
焼結で使用したポリアミドのリサイクル度を上げる方法
【課題】、焼結プロセスでのポリアミドのリサイクル度を上げる方法。
【解決手段】ポリアミド中に少なくとも一種の酸を4000ppm入れ、酸を一般式HxPyOzの酸(ここで、x、yおよびzは1〜7の整数)、硼酸、これらの酸の塩、エステル、無水物およびこれらの混合物の中から選択する。
(もっと読む)
三次元形状造形物の製造方法および製造装置
【課題】効率的な原料粉末供給を可能とする三次元形状造形物の製造方法を提供すること。
【解決手段】(i)原料粉末から成る粉末層の所定箇所に光ビームを照射してその所定箇所の原料粉末を焼結又は溶融固化させて固化層を形成する工程、および、(ii)得られた固化層の上に新たな粉末層を形成し、新たな粉末層の所定箇所に光ビームを照射して更なる固化層を形成する工程を繰り返して行う三次元形状造形物の製造方法であって、光ビームの照射位置データに基づいて、新たな粉末層のうちの必要な造形領域を特定し、その特定された造形領域に原料粉末を局所的に供給することを特徴とする三次元形状造形物の製造方法。
(もっと読む)
三次元形状造形物の製造方法
【課題】固化層形成時の沈み込みに好適に対処した「三次元形状造形物の製造方法」を提供すること。
【解決手段】(i)造形プレート上に設けた粉末層の所定箇所に光ビームを照射して前記所定箇所の粉末を焼結又は溶融固化させて固化層を形成する工程、および、(ii)得られた固化層の上に新たな粉末層を形成し、前記新たな粉末層の所定箇所に光ビームを照射して更なる固化層を形成する工程を繰り返して行い、粉末層の形成は、造形テーブルを下降変位させた後、スキージング・ブレードを造形テーブル上にてスライド移動させることにより行っており、「第2層目以降の各粉末層を形成するための造形テーブルの下降変位幅」を「第1層目の粉末層を形成するための造形テーブルの下降変位幅」とは異なるように変更する、あるいは、「第2層目以降の各粉末層を形成するためのスキージング・ブレードの上昇変位幅」を「第1層目の粉末層を形成するためのスキージング・ブレードの上昇変位幅」とは異なるように変更することを特徴とする、三次元形状造形物の製造方法。
(もっと読む)
三次元形状造形物の製造方法
【課題】造形物の反り変形に好適な対処した三次元形状造形物の製造方法を提供すること。
【解決手段】(i)粉末層の所定箇所に光ビームを照射して当該所定箇所の粉末を焼結又は溶融固化させて固化層を形成する工程、および、(ii)得られた固化層の上に新たな粉末層を形成し、その新たな粉末層の所定箇所に光ビームを照射して更なる固化層を形成する工程を繰り返して行う三次元形状造形物の製造方法であって、固化層の表面領域のうち三次元形状造形物の外表面を構成する表面領域に対して、光ビームを再照射して加熱処理することを特徴とする製造方法。
(もっと読む)
三次元形状造形物の製造方法およびその製造装置
【課題】発生するヒュームの影響をできるだけ抑えた粉末焼結積層法を提供する。
【解決手段】(i)粉末層の所定箇所に光ビームを照射して前記所定箇所の粉末を焼結又は溶融固化させて固化層を形成する工程、および、(ii)得られた固化層の上に新たな粉末層を形成し、前記新たな粉末層の所定箇所に光ビームを照射して更なる固化層を形成する工程をチャンバー50内において繰り返して行う三次元形状造形物の製造方法であって、チャンバーに設けられた光透過窓52の下方空間領域を包囲する筒部材80を設け、その筒部材の内部にチャンバー内雰囲気とは異なる温度または種類のガス90を供給することを特徴とする三次元形状造形物の製造方法。
(もっと読む)
三次元形状造形物の製造方法
【課題】造形物の反り変形に好適な対処した新たな三次元形状造形物の製造方法を提供すること。
【解決手段】(i)造形プレート21上に設けた粉末層の所定箇所に光ビームを照射して前記所定箇所の粉末を焼結又は溶融固化させて固化層を形成する工程、および、(ii)得られた固化層の上に新たな粉末層を形成し、前記新たな粉末層の所定箇所に光ビームを照射して更なる固化層を形成する工程を繰り返して行う三次元形状造形物の製造方法であって、造形プレートが支持テーブル20上に固定された状態となっており、造形プレートを支持テーブルに固定するに際しては、(a)支持テーブル上に固定された対を成す固定手段60によって挟み込まれるように造形プレートを支持テーブル上に配置し、(b)造形プレートを熱処理して反りを発生させ、(c)反りによって変形した造形プレートと固定手段との相互の当接によって造形プレートを支持テーブルに固定する。
(もっと読む)
造形装置
【課題】 粉末結合法の場合は粉末状形成材料を造形する各層ごとに吐出し、表面をなだらかにしなければならない。
【解決手段】 造形ヘッドには、粉末状形成材料を吐出する吐出部と、この吐出部が吐出した上記粉末状形成材料をならすならし部と、ならされた粉末状形成材料に結合材を噴出する噴出部とを備えている。この造形ヘッドと、吐出された粉末状形成材料を支持する支持部とは、移動部により相対的に移動可能である。従って、造形ヘッドに着目すると、造形ヘッドは支持部上の任意の位置へ移動可能であり、この移動によって吐出部から支持部上に粉末状形成材料を吐出できる。これとともにならし部によって吐出された粉末状形成材料の表面をならすことができる。そして、ならされた状態で制御部が造形データを用いて上記造形ヘッドにて粉末状形成材料に結合材を噴出させることで、造形を行わせることができる。
(もっと読む)
造形複合装置
【課題】 立体物の複製は大きなスペースが必要で、手間や配線の煩雑さが問題であった。
【解決手段】 造形時に台座となる台部は移動可能となっており、蓄積部にて粉末状形成材料を蓄積しているので、ならし部は上記蓄積部から上記台部上に供給された上記粉末状形成材料を上記台部上でならす。
一方、スキャナー部は、上記台部上のスキャン対象を立体スキャン可能であり、このスキャナー部の立体スキャンによって生成したスキャンデータに基づいて制御部が造形データを生成し、同造形データに基づき、上記噴出部によって上記ならされた粉末状形成材料に結合材を噴出させることで造形を行わせる。
(もっと読む)
1 - 20 / 256
[ Back to top ]