
Fターム[4F213AG08]の内容
プラスチック等のその他の成形、複合成形 (21,890) | 一般形状、構造物品(用途物品優先) (1,313) | 管状体(←配管パイプ) (210)
Fターム[4F213AG08]の下位に属するFターム
異形管(←非円形断面) (7)
波形管(←ひだ付き管) (21)
有節管 (2)
曲り管 (9)
Fターム[4F213AG08]に分類される特許
141 - 160 / 171
ゴムホース製造用マンドレル
【課題】 比較的太い外径であっても、十分な柔軟性を確保でき、しかも、繰り返し使用しても外径変化が小さく、極めて高い使用耐久性を有する、ゴムホース製造用マンドレルを提供する。
【解決手段】 外層及び内層が共にポリエステルエラストマーを主体に構成され、外層のポリエステルエラストマーにはソフトセグメント含有量が40重量%以下のポリエステルエラストマーを使用し、内層のポリエステルエラストマーには、ソフトセグメント含有量が40重量%よりも多いポリエステルエラストマー(好ましくはソフトセグメント含有量が60重量%以上、曲げ弾性率が200MPa以下のポリエステルエラストマー)を使用する。
(もっと読む)
大径管状物の製造方法、管状物及びシート状物
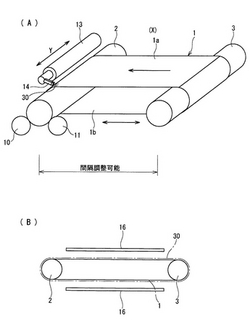
【課題】 金型を使用することなく、サイズの相違する管状物、特に大型サイズの管状部分を簡単に製造できるようにする。
【解決手段】 フレキシブルなベルト基材の表面にエラストマー組成物からなる表面層を備えた大径管状物の製造方法であって、前記ベルト基材を巻き付ける少なくとも両端のローラの間隔を調節自在とし、該ベルト基材のサイズに応じて該ベルト基材が前記ローラにより張架保持された状態となるようにローラ間隔を調節する工程と、前記ローラを回転させて、これらローラに巻き付けた前記ベルト基材を回転させながら、該ベルト基材の外周面に液状としたエラストマー組成物をディスペンサーで塗布する工程と、塗布されたエラストマー組成物を加熱または乾燥により硬化させる工程を含む。
(もっと読む)
定着ベルト、定着ローラ、それらの製造方法、加熱定着装置及び画像形成方法
【課題】定着後の画像の光沢が良好であり、加熱定着時に定着部材の膜剥がれがなく、且つ、オフセットのない定着ベルト、定着ローラ、それらの製造方法、加熱定着装置及び画像形成方法を提供する。
【解決手段】加熱手段と加圧手段との間を記録材料と、基材上に少なくとも離型性層を有する定着ベルトの該離型性層を有する面とを対向させながら通過させ、定着を行う定着ベルトにおいて、前記離型性層が溶剤付加型シリコーンにより作成されたシリコーン樹脂を含有し、且つ、前記離型性層と該基材とに各々隣接するように接着性改良層が設けられており、該接着性改良層が、水酸基等の基からなる群から選択される少なくとも一つの反応性基を有する化合物を含有し、該化合物は、ポリビニルアルコール樹脂等からなる群から選択される少なくとも一つの樹脂であることを特徴とする定着ベルト。
(もっと読む)
ゴム被覆コードの製造方法及びピッチ可変治具

【課題】扇状に補強コードを予め作成する等の準備工程を不要としながら、テーパ筒状ゴム等の巻付対象の大きさが大きいとかテーパ角度が比較的大きいものであっても、大径側と小径側との巻き付け角度差が発生せずにゴム被覆コードが巻回できるようにすべく、改善されたゴム被覆コードの製造方法を提供する。
【解決手段】芯材供給部aから送り出される並列配置状態で複数の芯材2を、ゴム供給部cから供給されるゴム16で被覆して広幅ベルト状の未加硫コード体17を作成する被覆工程を有するゴム被覆コードの製造方法において、前記芯材供給部aから送り出される複数の芯材2の配列ピッチPを、芯材2の送り出し量に従属させて変化させながらゴム16で被覆させる。
(もっと読む)
導電性部材及びその製造方法
【課題】 導電性部材の長手方向両端に発生する不必要な弾性層及び表面被覆層の除去に用いる適切な部材及び方法を選択することで、軸芯体上に除去残りが無く、軸芯体に傷のない導電性部材及びその製造方法を提供することである。
【解決手段】 導電性の軸芯体と軸芯体の外周にソリッドゴムからなる弾性層及び表面被覆層を配した導電性部材であって、該弾性層の引き裂き強さが15N/mm以下であり、かつ該導電性部材の長手方向に略直角に張った新モース硬度が該弾性層より大きい撚り糸を、該軸芯体、該弾性層及び該表面被覆層に接触させて該軸芯体から不要な弾性層及び表面被覆層を除去したことを特徴とする導電性部材及びその製造方法。
(もっと読む)
複合管の製造方法
【課題】押出機から合成樹脂を管状に押出し、押出されてくる管状樹脂を冷却水槽に通して冷却し、冷却水槽から出てくる冷却管状樹脂を金属帯で包囲しその金属帯の合わせ目を溶接して複合管を製造する場合、冷却水槽から出てくる冷却管状樹脂表面での結露を防止して複合管の管性能を飛躍的に向上させる。
【解決手段】押出機から合成樹脂を管状に押出し、押出されてくる管状樹脂を冷却水槽に通して冷却し、冷却水槽から出てくる冷却管状樹脂を金属帯で包囲しその金属帯の合わせ目を溶接していく方法において、冷却水槽から出てくる冷却管状樹脂の表面温度を周囲温度と湿度に対する露点以上とするように、その周囲温度と湿度に応じて冷却水槽の冷却距離を変更する。
(もっと読む)
複合管の製造方法
【課題】複合管における金属管と樹脂内層との接触界面の接着強度や接触面積及び金属帯の巾両縁の突合せ箇所の溶接性に依存する管性能の飛躍的な向上を図る。
【解決手段】この複合管の管性能を向上させるためには、金属帯の巾両縁を突合せ溶接する位置において、樹脂層の外径を金属帯の巾両縁を隙間なく突き合わせ得るように規制することが有効であり、従来では所望の管性能を得る条件を経験的に取得していが、本発明ではホッパー内の樹脂原料温度が管性能に関与することを見出し、高度の管性能を得るために、ホッパー内の樹脂原料温度を基準温度に対し±5℃以内に保つように温度調整している。
(もっと読む)
導電性発泡ゴムローラの製造方法及び導電性発泡ゴムローラ
【課題】 ゴム主成分がアクリロニトリルブタジエンゴムの加硫発泡したゴムチューブの発泡むら、内径むらを低減し、電子写真装置に有用な低硬度の導電性ゴムローラの製造方法及び導電性ゴムローラを提供すること。
【解決手段】 加硫発泡させたゴムチューブに芯金を圧入し形成する発泡ゴムローラの製造方法であって、ゴムチューブがゴム成分としてアクリロニトリルブタジエンゴムを主成分とし160℃における加硫速度と発泡速度との関係が、
(1)10%発泡時間が0.1〜1分で、発泡進行率10%における加硫進行率が0.1〜0.5%、
(2)90%発泡時間が7〜14分で、発泡進行率90%における加硫進行率が85%以上、
を満たすゴム組成物を押出機によってチューブ状に押出す工程と、
平均昇温速度2〜8℃/分で6〜12分昇温した後に加硫温度に達する加硫発泡工程と、を有する導電性発泡ゴムローラの製造方法、該方法による導電性発泡ゴムローラ。
(もっと読む)
ポリイミド樹脂製無端ベルト、その製造方法およびその再使用方法、ならびに、電子写真式画像形成装置
【課題】無端ベルトの高い強度を維持し、画像品質を向上させることができるポリイミド樹脂製無端ベルト、その製造方法、その再使用方法、電子写真式画像形成装置を提供する。
【解決手段】熱硬化性ポリイミド樹脂の無端ベルト基材上に、溶媒可溶性ポリイミド樹脂の表面層を有するポリイミド樹脂製無端ベルト。無端ベルト基材を金型外周に設置し、無端ベルト基材表面に、溶媒可溶性ポリイミド樹脂の塗液を塗布し、加熱により表面層を形成する工程を有するポリイミド樹脂製無端ベルトの製造方法。無端ベルト基材上に表面層を有する無端ベルトを円筒型金型外周に設置した後、当該ポリイミド樹脂製無端ベルトの表面層を洗浄等し、無端ベルト基材表面に溶媒可溶性ポリイミド樹脂を溶媒に溶解した塗液を塗布し、加熱により表面層を形成するポリイミド樹脂製無端ベルトの再使用方法。上記ポリイミド樹脂製無端ベルトを搭載した電子写真式画像形成装置。
(もっと読む)
ポリイミドベルトの製造方法
【課題】ベルトの表面凹凸、膨らみ、波打ち(周波)を防止することができるポリイミドベルトの製造方法を提供する。
【解決手段】ポリアミド酸を含有する溶液を加熱・乾燥して、ベルトとして保持できるまで硬化させた筒状の前駆体ベルトを得る工程と、前記前駆体ベルト内面に両端部の表面粗さ(Ra)が3.0μm以上である支持体を挿入し、前記前駆体ベルトを加熱によりイミド転化させる工程とを含むポリイミドベルトの製造方法。
(もっと読む)
補強ホースの製造方法
【課題】 補強糸を埋設した補強ホース10Aの曲げ剛性のバラツキを抑制する。
【解決手段】 ブレーキホース10(補強ホース)を製造するには、ゴム材料から内管層12を押出形成し、下糸層14を編組し、中間ゴム層16を巻き付け、上糸19を編組し、RFL接着液に浸漬した後に外皮ゴム層20を押出すことにより行なう。さらに、押し出された補強ホース10Aは、ほぐし装置40の第1および第2ローラ群41,42の間を蛇行させるように通すことで、曲げ剛性を均一化する。
(もっと読む)
優れた耐環境応力亀裂性を持つ物品を形成するための方法、組成物及びブレンド
【解決手段】薄肉管を製造するための複数の処理を記載し、下記の工程:物品を射出成型する工程及び物品をアニーリングする工程、重合体と高メルトフローの重合体とのブレンドを射出成型する工程、重合体とナノ粒子又はナノ複合材料とのブレンドを射出成型する工程を包含する。また、重合体又はブレンドのESCR及び/又は引裂抵抗を改善するためのナノ粒子の使用も開示する。 (もっと読む)
FRP筒体およびその製造方法
【課題】
フィラメントワインディングにより製造されたプロペラシャフト用FRP筒体において、補強層部と本体筒部の間のテーパー形状の部分へのボイドを発生防止し、設計どおりの捩り強度を発現する層構成とその製法を提供する。
【解決手段】
構成要素(A)周方向巻層からなる少なくとも一箇所のテーパー部を有する部分補強部、構成要素(B)螺旋巻層を含み筒軸方向に全長に渡って延在する本体筒部、を含み、最表層に、構成要素(C)周方向巻層からなる筒軸方向に全長に渡って延在する表面保護部、を有するFRP筒体であって、少なくとも構成要素(A)のテーパー部の外周上では、構成要素(C)中の材料のバンド幅Lと隣り合うバンドとの幅方向の重なりPの関係が、L/P=1.5〜4.0であることを特徴とするFRP筒体。
(もっと読む)
繊維補強ゴム成形体の製造方法
【課題】簡便な装置、方法により、裁断ロスが発生することなく、均一性の高い補強コード層を有する繊維補強ゴム成形体を製造することができる製造方法を提供する。
【解決手段】補強コード層20の直径をD、コード角をα、補強コード層の長さをLとしたとき、L≦(πD・tanα)/2であり、第1未加硫ゴム層形成工程、トッピングコードベルト14を、バイアス構造を構成するようにらせん状に複数層巻回する補強コード層20形成工程、第2未加硫ゴム層形成工程、及び加硫工程を有し、トッピングコードベルト14の幅をWとしたとき、W=(πD・cosα)/nであり、補強コード層形成工程は、トッピングコードベルトをコード角がαとなるように巻回配設する第1ベルト巻回工程、折返し工程、及び折り返したトッピングコードベルトを巻回してバイアス構造を構成するように巻回配設する第2ベルト巻回工程を有している繊維補強ゴム成形体の製造方法とする。
(もっと読む)
導電性ゴムローラーの製造方法および電子写真装置用ローラー
【課題】発泡ゴム層のセル分布が均一で且つ、硬度、抵抗ムラの無い導電性ゴムローラーの製造方法およびこの方法で製造した導電性ゴムローラーを基層部材とする電子写真装置用ローラーを提供する。
【解決手段】導電性芯材上に発泡ゴム層を有する導電性ゴムローラーの製造方法において、エピクロルヒドリンゴム、アクリロニトリルブタジエンゴム、またはその混合物を含むゴム組成物からゴム組成物チューブを成形する工程およびマイクロ波加硫装置内を該ゴム組成物チューブを0.5〜3.0m/minの搬送速度aで搬送しながら、マイクロ波を照射する区域の長さが4m以下のマイクロ波照射装置を用い、照射出力0.5〜2.5KWのマイクロ波を照射し、このときの被加熱物の最高温度をb℃としたとき、b/aの値が66〜600℃・min/mとなるように昇温加熱して、該ゴム組成物チューブを発泡・加硫して発泡ゴムチューブを形成する工程を含むことを特徴とする導電性ゴムローラーの製造方法。
(もっと読む)
被覆材付プラスチック管およびその製造方法
【課題】 配管部品を組立加工する際に、長尺の被覆材付プラスチック管から所定寸法の配管用部材を切り出したときでも、被覆材が殆ど収縮せず、切断端部からプラスチック管が突き出した状態とならない被覆材付プラスチック管を提供する。
【解決手段】 発泡ポリオレフィン層にポリオレフィン外被層が積層された複合シート24とプラスチック管1とを、円錐筒状ガイド4の広径入口部から挿通させ、複合シートをプラスチック管の外周を被うように丸く屈曲させ、縁部両側を加熱し付き合わせて融着させることにより、筒状被覆材が、長尺のプラスチック管の外周全面に被せられた構造とする。この際、発泡体シートが円錐筒状ガイドを通過する時の通過抵抗を4.5kg以下とする。これにより、長尺の被覆材付プラスチック管を所定長さに切断した時の筒状被覆材の収縮率が2%以下である被覆材付プラスチック管を製造する。
(もっと読む)
熱交換器の製造方法およびそれによって製造される熱交換器
【課題】製造工程を簡易化して量産できるとともに、信頼性を格段と向上させることができる熱交換器の製造方法およびそれによって製造される熱交換器を提供することを目的とする。
【解決手段】複数のチューブ2の両端に座板3が接合されてなるコア4を有する熱交換器1の製造方法において、多数の微細穴である冷媒通路2aが並列に穿設された偏平状の上記複数のチューブ2を押出成形する押出工程と、各上記冷媒通路2aにつぶれ防止部材13を挿入した状態で、各上記チューブ2を上記座板3の射出成形用金型20にセットする準備工程と、上記射出成形用金型20に樹脂材料を流し込み、上記座板3を射出成形する座板成形工程と、各上記冷媒通路2aから上記つぶれ防止部材13を抜き取る仕上げ工程とを備えるようにした。
(もっと読む)
排水ホース及びその製造方法
【課題】 耐圧性に優れているにもかかわらず、良好な屈曲性を有すると共に表面に付着した塵埃等の拭き取りが容易に且つ確実に行うことができる合成樹脂製排水ホースを提供する。
【解決手段】 軟質合成樹脂製内管1の外周面に合成樹脂製補強芯材2を該芯材2の径に略等しいピッチでもって螺旋状に巻回して優れた耐圧性と屈曲性を付与していると共に、この補強芯材2を介して軟質合成樹脂製外管3をその内周面を上記内管1の外周面に密着させることなく空隙部4を存した状態で螺旋巻きしてホースの長さ方向に隣接する補強芯材部間の該外管3における管壁部分3aの内方への弛みを少なくしてホースの表面の拭き取りが容易に行えるようにしていると共に円滑に屈曲できるように構成している。
(もっと読む)
帯電ローラの製造方法および画像形成装置
【課題】 熱可塑性樹脂層を有する帯電ローラにおいて、軸方向における帯電電位のばらつきを抑制し、ローラ表面の汚れを低減させることを課題とする。
【解決手段】 本発明の帯電ローラの製造方法は、成形後の熱可塑性樹脂を切削するステップを有することを特徴としている。弾性材料を用いた帯電ローラの場合は、弾性層は硬質でないため、後の研磨ステップだけで済み、切削ステップは必要でなかった。これに対し、帯電ローラ材料として熱可塑性樹脂を用いた場合は、熱可塑性樹脂層が硬質であるため、切削ステップを設けることで、真円度が確保されるため、軸方向での帯電電位のばらつきが低減する。また、研磨ステップにより、表面の平滑度が確保されるため、帯電ローラ表面への汚れの付着が低減する。
(もっと読む)
成形ホースの製造方法および製造装置
【課題】 ゴム層と同ゴム層に積層された樹脂層とを有し、且つ、所定形状に曲げ加工された成形ホースを製造するための装置において、加硫が終了したホースから曲がり形状の芯棒を抜き取る操作を、たとえ曲がり形状の曲率半径が小さくても、比較的容易に実行でき、しかも、加硫芯棒の曲がり形状に即した所望の曲がり形状を得ることの可能な、成形ホースの製造装置と製造方法を提供する。
【解決手段】 所定形状に対応する形状の中芯を内面側に挿入した状態のホースを加硫のために加熱し、次に、加硫後で放冷前のホースから中芯を抜き取った後に用いられ、ホース42の外形を所定形状に保持するために、ホース42の外面に外力を加える当接部30a,30b,30c,30dを有し、この当接部によって外形を所定形状に保持したままホース42を室温まで冷却可能な装置1とした。
(もっと読む)
141 - 160 / 171
[ Back to top ]