
Fターム[4F213AG08]の内容
プラスチック等のその他の成形、複合成形 (21,890) | 一般形状、構造物品(用途物品優先) (1,313) | 管状体(←配管パイプ) (210)
Fターム[4F213AG08]の下位に属するFターム
異形管(←非円形断面) (7)
波形管(←ひだ付き管) (21)
有節管 (2)
曲り管 (9)
Fターム[4F213AG08]に分類される特許
61 - 80 / 171
定着ロールの製造方法
【課題】従来の定着ロールの製造方法では、加熱炉中に循環する熱風が芯金に被せたPFAチューブの表面に当たり、芯金とPFAチューブの間に気泡が発生するという問題があった。かかる気泡が発生した定着ロールを画像形成装置で使用すると、画像品質を悪化させるという問題があった。
【解決手段】中空の芯金の表面にプライマーを塗布した後、プライマーの表面に熱収縮性チューブを被せて熱風が循環する加熱炉で焼成する定着ロールの製造方法において、一または複数の孔が肉厚方向に貫通してあけられた板状プレートを準備し、板状プレートの全ての孔に、焼成前の定着ロールの芯金の中空部が位置するように焼成前の定着ロールを板状プレートに立設し、板状プレートの孔および芯金の中空部に熱風が通り、板状プレートにより焼成前の定着ロールの表面に熱風が直接当たらないように焼成した。
(もっと読む)
ホース製造方法及びホース製造用マンドレル

【課題】加熱加硫工程を含むマンドレルを用いたホースの製造、特に、最内面樹脂層を有するホースの製造において、マンドレルを抜き出す際の熱により内面が損傷することがないようなホースの製造方法及びその製造方法に用いるマンドレルを提供する
【解決手段】マンドレルとして長手方向に軸線に沿って貫通する中空部を有する可とう性マンドレルを用い、その周囲に少なくとも1種のホース形成材料を被覆してホース形成材料層を形成する工程、マンドレルに被覆されたホース形成材料層を加熱する工程、前記マンドレルの中空部に通水し、マンドレル及びホース形成材料層を冷却する工程、及び通水の水圧を高め、その水圧によりマンドレルをホース形成材料層から抜き出し、ホース形成材料層からなるホースを得る工程、を含むことを特徴とするホースの製造方法により解決する。
(もっと読む)
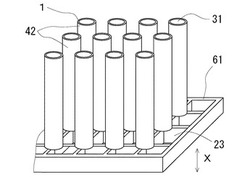
エネルギ吸収構造体及びエネルギ吸収構造体の製造方法
【課題】荷重を受ける方向によらず、そのエネルギを充分に吸収する。
【解決手段】エネルギ吸収構造体1は、筒状体2と、筒状体2の外周面2aに設けられ、外方に向かって突出すると共に可撓性を有する複数の突起体33と、を備えている。このエネルギ吸収構造体1では、例えば支持体4で筒状体2を傾動可能に軸支すると、筒状体2の軸線方向と傾斜する傾斜方向から衝突体50が衝突した場合、突起体33が衝突体50に接触し、突起体33がその可撓性でもって適宜撓む。これに伴って、筒状体2がその軸線方向を傾斜方向とするように傾動する。そして、衝突が進行するにつれて筒状体2が支持体4に接触し、筒状体2に軸圧縮力が生じてプログレッシブ・クラッシングが生じる。つまり、傾斜方向の荷重Wを受けた場合、かかる荷重Wを筒状体2の軸圧縮力に自立的に変換させ、そのエネルギを充分に吸収できる。
(もっと読む)
ローラーおよびその製造方法
【課題】各層間の結合性に優れ、接着剤およびアウタースリーブ内で発泡材を発泡させる発泡工程を不要とし、使用後に再び回収して再利用することができる材料を用いることで将来的に容易に再利用され、円柱形芯材の仮固定や所定の位置からのずれといった問題を回避し、熱膨張による形成方法や加熱溶融による接着法、共押出し成形法を使用することができるローラーおよびその製造方法を提供する。
【解決手段】ローラーは、円柱形芯材1と、熱可塑性ポリウレタン系樹脂の発泡に基づき形成され、前記円柱形芯材の外周に配置される発泡体チューブ2と、前記発泡体チューブ2と同じ樹脂で形成されて、前記発泡体チューブの外周に配置される非発泡体アウタースリーブ3とを備える。前記発泡体チューブ2は、前記発泡体チューブと同じ樹脂で形成される非発泡体インナースリーブを介して前記円柱形芯材1の外周に配置されてもよい。
(もっと読む)
OA機器用ローラーの製造方法及びOA機器用ローラー
【課題】フッ素樹脂層からなる表層の厚みを薄くして熱伝導性の向上を図ることができ、更に離型性にも優れ、しかも、ゴム層の劣化を防止することができると共に円筒状金型を用いた場合であっても円筒状金型の内面に異物が付着することのないOA機器用ローラーの製造方法及びOA機器用ローラーを提供することを課題とする。
【解決手段】芯金上に、順に、弾性層、表層が形成されたOA機器用ローラーの製造方法であって、前記表層は、フッ素樹ディスパージョンを用いて形成され、前記フッ素樹脂ディスパージョン中の界面活性剤、増膜剤および増粘剤の総含有量が、1.0〜5.0wt%であるOA機器用ローラーの製造方法。および、この製造方法により製造されたOA機器用ローラー。
(もっと読む)
可圧縮性印刷スリーブ担体及びその製造方法
【解決手段】 本発明は、複合ファイバー補強可圧縮性重合体で形成されたオフセットリソグラフィに使用される可圧縮性印刷スリーブ担体を提供する。印刷スリーブ担体は、補強フィラメント(22)を可圧縮性重合体(28)で被膜し、そのフィラメントを、心棒(26)の周りに巻き付けて、中空円筒形ベースを形成する。そのとき、ベースの内側面に近い第一部分は、可圧縮性重合体で覆われた巻回補強フィラメントを含んでおり、ベースの外側面に近い第二部分は、可圧縮性重合体を含んでいる。 (もっと読む)
流体搬送用ホースの製造方法
【課題】加硫後にマンドレルを容易に引き抜くことができると共に、内面ゴム層の接続金具からの剥離を防止するようにした流体搬送用ホースの製造方法を提供する。
【解決手段】ニップル部4にマンドレル15を挿入し、ニップル部4とマンドレル15との間に跨るように加硫又はセミ加硫したゴムシート14を巻き付けた後に、それらの外側に内面ゴム層2などの構成材を巻き付けてホース本体1を成形し、そのホース本体1を加硫した後にマンドレル15を抜き取る。
(もっと読む)
ローラ部材の製造方法
【課題】本発明の目的は、リングヘッドによる乾燥工程において、塗工欠陥による外観不良を抑えることで画像不良を防ぎ、高品質なローラ部材を安定して製造するローラ部材の製造方法を提供することである。
【解決手段】軸芯体と、その外周に形成された弾性層と、該弾性層の外周に形成された表面層とを有するローラ部材の該表面層を、リングヘッドにより形成するローラ部材の製造方法において、表面層形成用塗料を塗布するのと同時に塗布表面層に気体を吹きかけ乾燥させる乾燥工程を有し、該表面層形成用塗料の主溶剤の相対蒸発速度rと、該塗料が塗布された直後のゴムローラ近傍の風速vが、
5≦rv≦200
r:主溶剤の相対蒸発速度(酢酸ブチルを1とする)
v:ゴムローラ近傍の風速(m/min)
を満たすことを特徴とするローラ部材の製造方法。
(もっと読む)
弾性ローラの製造装置および製造方法
【課題】低コストで、弾性層を所望の形状に精度良く形成できる弾性ローラの製造装置を提供する。
【解決手段】棒状のシャフト部材の周囲に弾性層を備えてなる弾性ローラを製造する弾性ローラ製造装置1であって、前記シャフト部材SHを軸回りに回転させる回転手段2、3、4と、前記シャフト部材に対向して配置され、前記弾性層を形成する材料を吐出して当該シャフト部材の周面に塗布する材料塗布手段10と、前記材料塗布手段の少なくとも一部を前記シャフト部材の径方向へ移動させて、前記材料の塗布層の層厚を調整する層厚調整手段30と、前記シャフト部材の軸方向SDで、少なくとも当該シャフト部材と前記材料塗布手段とを相対移動させる軸方向移動手段6、7とを備えている。本発明の弾性ローラ製造装置1によると、コスト低減を実現しながら、所望の外形を備えた弾性ローラを精度良く製造できる。
(もっと読む)
弾性ローラの製造装置および製造方法
【課題】低コストで、弾性層を所望の形状に精度良く形成できる弾性ローラの製造装置を提供する。
【解決手段】棒状のシャフト部材SHの周囲に弾性層ELを備えてなる弾性ローラERを製造する弾性ローラ製造装置1で、前記シャフト部材を軸回りに回転させる回転手段2、3、4と、前記シャフト部材に対向して配置され、前記弾性層を形成する材料をダイ部から吐出させて当該シャフト部材の周面に塗布する材料塗布手段10と、前記シャフト部材の周面と接触可能な接触部31を有すると共に、当該接触部が前記シャフト部材の径方向でシャフト中心からの距離を調整可能に設定されており、前記材料塗布手段により塗布された前記材料の塗布層の層厚を調整する層厚調整手段30と、前記シャフト部材の軸方向で、少なくとも当該シャフト部材と前記層厚調整手段とを相対移動させる軸方向移動手段5、6、7とを備えている。
(もっと読む)
ソケットの製造方法
【課題】ソケットの所定の壁厚さに対する層の厚さと相対位置が、層の機能に関係なく、かなりの程度自由に選択できる方法を提供する。
【解決手段】流体管と熱可塑性合成材料から作られるコンテナ1を結合するソケットを製造する方法において、第1の材料構成6が第2の材料構成7より薄く、及び第1及び第2の材料構成6、7が両方とも、少なくとも大部分が熱可塑性材料で作られ及び溶融接合部を形成するために互いに融合し、第1の材料構成6が押し出し成形又は射出成形により平面のフィルム又はプレート又はホースに成形される。フィルム又はプレートは深絞りされ、又はホースは吹き込み成形されてソケットの外形を伴う第1のプレフォームに成形される。第2の材料構成7は射出成形、共射出成形又はモノサンドイッチ成形によりソケットの外形の第1のプレフォームの1つの側面上に印加される。
(もっと読む)
改良されたバルーンカフ付き気管切開チューブの製造方法。
互いに異なる領域において壁厚が互いに異なるバルーンの作製方法が提供される。この方法は、熱可塑性ポリマーから成る原料チューブを使用する。前記原料チューブは、非対称的なモールド内に配置される。非対称的なモールド内で、前記チューブを、前記チューブの材料を軟化させるのに十分な温度に予熱した後、チューブが長さ方向に収縮することを可能にしながら、前記チューブをガスで膨張させて不均一に伸張させる。このことによりバルーンが形成される。このようにして作製されたバルーンは、互いに異なる領域において互いに異なる厚さを有し、上側領域が約15μmないし約30μmの壁厚を有し、下側領域が約5μmないし約15μmの壁厚を有する。 (もっと読む)
ローラの製造方法
【課題】薄肉円筒体の外周に弾性材料層を被覆形成してローラを製造する際に、薄肉円筒体の真円度を確保して弾性材料層の肉厚を一定にする。
【解決手段】薄肉円筒体12を内面側から支持する中子16として、円筒状のばね体を用いる。このばね体を薄肉円筒体の内径よりも小径となるように絞った状態で薄肉円筒体12に挿入し、その後に該ばね体の絞りを解除して、該ばね体をその弾性復元力によって薄肉円筒体の内面に圧接させることにより、薄肉円筒体を内面側から支持するようにした。その状態で薄肉円筒体の外面に弾性材料層を被覆形成する。
(もっと読む)
シームレスポリイミドチューブ及びその製造方法
【課題】電磁シールド性に優れた絶縁用のポリイミドチューブ及びその製造方法を提供すること。
【解決手段】シームレスポリイミドチューブ(10)は、ポリイミド系樹脂からなる内層(11)と、内層(11)の外側に形成された導電性材料を含む電磁シールド層(12)とを有する。
(もっと読む)
ゴム製筒体の製造方法及び未加硫ゴム層の押圧装置
【課題】マンドレルの形状にかかわらず表面追従性に優れ、厚み変動が少なく、テープ間密着性に優れたゴム製筒体の製造方法及び未加硫ゴム層の押圧装置の提供を目的とする。
【解決手段】 マンドレル3の外周面に未加硫ゴムテープ2を螺旋状に巻き付けて得られた未加硫ゴム層4のテープ間接合力を高めるため、回転ローラ5,5間に張設されたエンドレスベルト11を未加硫ゴム層4に押し付け、マンドレル3の回転によりエンドレスベルト11を循環駆動させながら未加硫ゴム層4を面状に押圧した後、未加硫ゴム層4を加硫するゴム製筒体の製造方法であって、エンドレスベルト11の循環方向Bを、エンドレスベルト11が押圧する未加硫ゴム層4部分を構成する未加硫ゴムテープ2の巻付け方向Eと同じ方向になるように調整することを特徴とする。
(もっと読む)
ビード形成装置、ビードの形成方法、ゴム製筒体の製造方法、及び口金具付きゴムホースの製造方法
【課題】マンドレルを回転させることなくワイヤを巻き付けてビードを形成することのできるビード形成装置の提供。
【解決手段】ラック7と押圧ロール8とガイドリング10とを備える。ラック7が、予め所定の長さに切断したワイヤ6を保持する。押圧ロール8が、ワイヤ6を未加硫ゴム成型体5に押圧する。ガイドリング10が、押圧ロール8を未加硫ゴム成型体5の周方向に案内する。押圧ロール8が、ラック7からワイヤ6を引き出しながら、未加硫ゴム成型体5の外面に押圧して巻き付けてビード4を形成する。
(もっと読む)
シームレスマスタ及びその作製方法
【課題】ディヒューザ及びそれらに関連したディヒューザ−マスタの縁部境界である「干渉」パターンと関係する種々の問題を解決するシームレスマスタ及びそれを作製する方法を提供する。
【解決手段】予め選択された長さ及び幅のシームレスのディヒューザのシートを作製するための中空の円筒形のシームレスの金属マスタ604。追加の様相は、中空の円筒形のシームレスの反転可能なエラストマー系マスタ402A及びそれを作る方法並びに感光媒体に可変のディヒューザの記録をもたらす装置及びプロセスを有する。
(もっと読む)
ホース修理用パッチ及びホースの修理方法
【課題】 ホースから剥れることのないホース修理用パッチの構造及び、かかるパッチを使用したホースの修理方法を提供することを目的とする。
【解決手段】 ジャケット30の内面及び外面のうちの少なくとも一方に形成された被覆材31とを有するホース2の損傷部29の前記被覆材31を形成した面に、繊維よりなる織物27の両面に同一素材の熱可塑性プラスチックよりなる皮膜層28を形成してなるパッチ1を当接し、当該パッチ1を加熱して少なくともホース2に当接していない面の皮膜層28を溶融せしめ、当該溶融樹脂をパッチ1の縁からはみ出させてホース2の被覆材31と一体化せしめる。
(もっと読む)
ホースの補強構造及びその製造方法
【課題】内面層の端末部における補強コードの切断、及びバラケ止め処理が不要となり、施工マシンの簡易化、及び施工時間の短縮化を図り、生産性の向上を図ることが出来るホースの補強構造及びその製造方法を提供する。
【解決手段】補強層3を構成する繊維コードまたはワイヤーコード等の補強コード2をゴムまたは樹脂材料から成る内面層1上に螺旋状に巻付けたスパイラル構造(螺旋構造)のホースにおいて、複数層の補強層3を内面層1上に巻付けて施工する際、積層毎に巻付け方向(右上がり:正転方向、左上がり:逆転方向)を異ならせて構成する。具体的には、マンドレル上に形成された内面層1(ワーク)上に、内面層1を一定方向(例えば、正転方向)に回転させながら補強コード2の補強材供給装置(ボビン)をガイド装置を介して平行に往復移動させながら補強層3毎の巻付け方向を異ならせて各補強層3を同時に仕上げるようにしたものである。
(もっと読む)
可撓性積層ホース
【課題】 被接着性の樹脂層を簡単でしかも接着層を介在させずに接着した可撓性積層ホースを提供する。
【解決手段】 内層1の第一樹脂1aと、外層2の第二樹脂2aに接着可能な第三樹脂3aとを、この第三樹脂3aが第一樹脂1aの幅方向一部に配置される帯状体4を共押出し成形し、この帯状体4を第三樹脂3aのみが外側に露出するようにオーバーラップさせてホース軸方向へ螺旋状に巻き付け、その隣接する対向面4aを融着又は接着することにより、該帯状体4の第一樹脂1a同士が重なり合い互いに接着して内層1の外周面に第三樹脂3aからなる層3が露出した管状に形成され、この第三樹脂層3の外周面に沿って外層2を積層すれば、該第三樹脂層3を介して内層1と外層2が接着し難い樹脂であっても接着固定される。
(もっと読む)
61 - 80 / 171
[ Back to top ]