
Fターム[4F213AH55]の内容
プラスチック等のその他の成形、複合成形 (21,890) | 用途物品 (1,467) | 丸形容器(←びん、ジャー、タンク) (18)
Fターム[4F213AH55]に分類される特許
1 - 18 / 18
包装容器の製造法
【課題】容器内容物を外部から保護す酸素バリア性を有し、低コストで製造できる包装容器の製造法を提供する。
【解決手段】注出口栓は、液体用紙容器の注出孔に設けられた注出筒5及び、注出筒と一体化して注出孔外周辺の容器壁と接合する基部6を有するスパウト10と、スパウトを封止するように内蔵された破断可能なプルタブ8とからなる注出口栓であって、注出孔を容器内側から覆い、基部6及びプルタブ8に亘って射出成形により一体成形されたガスバリアフィルム13を有する。
(もっと読む)
インモールドラベル容器およびその製造方法

【課題】とりわけ底部のガスバリア性に優れたインモールドラベル容器を提供する。
【解決手段】インモールドラベル容器10は、胴部11と底部12とを備えている。胴部11はラベル5と、ラベル5上の射出樹脂層8とを有している。底部12は射出樹脂層8と、射出樹脂層8上に親水性処理層12Aを介して形成されたガスバリアコート層12Bとを有している。
(もっと読む)
タンク用のプラスチックライナーの製造方法
【課題】補強部材の貼り付け作業の効率化を図りつつプラスチックライナーの品質の向上を図る上で有利なタンク用のプラスチックライナーの製造方法を提供する。
【解決手段】可撓性を有する膜材によって袋状に形成され、内部に気体あるいは液体が充填されることにより膨らみ、少なくともドーム部28の内面およびこのドーム部28に接続する胴体部26の部分の内面に密着する外面を備えた袋体30を用意する。補強部材24をドーム部28の表面に貼り付ける前に、縮小された状態の袋体30を開口部20から内部空間Sに挿入する。補強部材24を内部空間Sに挿入した後、前記の空気供給源から管路32を介して袋体30の内部に気体としての空気を充填して袋体30を薄肉構造体22の内面に密着させる。袋体30を薄肉構造体22の内面に密着させた後、補強部材24をドーム部28の表面に貼り付ける。
(もっと読む)
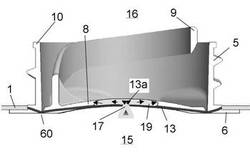
二重型チューブ容器及びその製造方法
【課題】容器の内部及び入口が分離板によって分割されたチューブの内容物の排出のための加圧力を低くし、製作時に接着剤を不要にし、製造工程を簡素化し、製造材料を節減して製造コストを節減する二重型チューブ容器及びその製造方法。
【解決手段】円筒状の容器本体11とネック部12とからなるチューブ容器であって、容器本体11を2領域に区画する本体分離板と;ネック部12を2領域に区画するネック分離板15と;を含んでなる。このチューブ容器の製造方法は、原材シートを切断する工程と;原材シートの中央部を断面S字形の本体分離板に成形する工程と;円筒状の容器本体11を形成する工程と;下部金型を嵌合する工程と;ネック部12、ネック分離板15、容器本体11及び本体分離板を一体型に成形する射出成形工程と;前記金型から成形されたチューブを取り出す工程と;溶融加圧成形して接合する工程と;を含んでなる。
(もっと読む)
飲み物および食品容器の積層用帯電防止シートおよびその製造方法
本発明は、飲み物および食品容器の積層用帯電防止シートおよびその製造方法を提供する。本発明の帯電防止シートは絶縁体フィルム、前記絶縁体フィルムの少なくとも一面に形成されるエンボス層、および前記エンボス層の一面に形成される帯電防止層を含み、本発明の帯電防止シートの製造方法は、オレフィン系高分子を押出してフィルムを製造する絶縁体フィルムの製造段階、前記絶縁体フィルムをエンボスロールを通過させて絶縁体フィルムの少なくとも一面にエムボス層を形成するエンボス層の形成段階、および前記エンボス層の少なくとも一面に帯電防止組成物をコーティングし、熱硬化または光硬化させて帯電防止層を形成する帯電防止層の形成段階を含む。本発明の帯電防止シートは、飲み物および食品容器の包装および運搬の際、容器間の接触、静電気による異物付着、微細埃による汚染および表面にスクラッチの発生を防止し、食品容器の滑り現象を最小化し、容器間の分離を容易にしかつシートのカール現象が少ない。 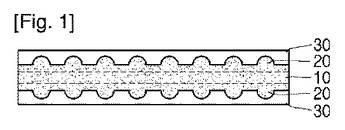 (もっと読む)
(もっと読む)
フッ素樹脂コーティングのシームレス縁部シーリング方法
フッ素樹脂コーティングのシームレス縁部シーリング方法を提供する。シームレス縁部シーリング方法は以下のステップを有する。(I)金型内にフッ素樹脂の原料を配置して円筒状物1を得るステップであって、圧力を維持し、金型から取り出し、最後に金型で形成されたキャスティングを焼結すること(第1手段)によって、あるいは機械的射出(第2手段)によって、あるいは機械的加硫(第3手段)によって行われるステップ。(II)円筒状物1をリング形状物3にカットし、それぞれのリング形状物(3)をカットしてそれぞれのリング形状物の内壁に環状溝31を形成するステップ。(III)リング形状物3に適合した形状に1枚のフッ素樹脂コーティングのベース布地(2)をカットし、その後、リング形状物の溝31にカットされたフッ素樹脂コーティングの布地の縁部を嵌め込むステップ。(IV)ホットプレスの後に、フッ素樹脂コーティングの1枚の布地4を得るステップ。 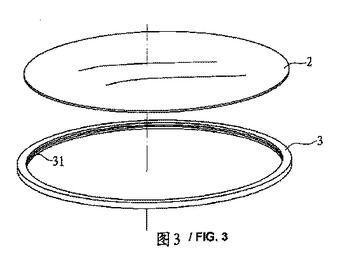 (もっと読む)
(もっと読む)
成型フィットシステム
この発明は、第1部品と第2部品とを成型してフィットさせる成型フィットシステム(100)に関係し、2本のガイドレール(102)と、ガイドレール(102)上を非回転移動するように搭載されているキャリッジ(108)と、一連の第1陥没部(120)と、キャリッジ(108)に搭載され、キャリッジ(108)の移動方向と直交する回転軸周囲で回転しながら移動できる機動ギヤ(214)と、第1位置と第2位置との間で可動に設けられている一連の第2陥没部(116)と、ガイドレール(102)と平行に移動してキャリッジ(108)の機動ギヤ(214)と歯合するように設計されているラック(208)と、キャリッジ(108)をラック(208)とガイドレール(102)とに交互にロックするように設計されているロック装置(106)と、ラックを移動させるように設計されている駆動装置(104)とを含んでいるものである。 (もっと読む)
高圧タンクおよびその製造方法、製造装置
【課題】ライナの内面に金属層を形成する以外の構造によって当該ライナにおける水素透過量を抑える。
【解決手段】口金部11と、ライナ20と、該ライナ20に設けられた補強層21とを備える高圧タンク1であって、ライナ20の外面には例えばEVOH層からなるガスバリア層が形成されている。このような高圧タンク1は、雄型と第1の雌型からなる成形用金型に樹脂を注入してライナ20の第1層を成形し、第1の雌型を取り外して第2の雌型に取り替え、EVOHなどのガスバリア性樹脂を注入して第1層の外面にガスバリア層を成形して2層構造とし、該2層構造のライナ20を取り出した後に該ライナ20どうしを溶着し、FW成形した後に加熱硬化させることによって製造することができる。
(もっと読む)
フィルムバリヤライナ付きの肩部/ノズルの製造方法
本方法は、可撓性のフィルムラミネートバリヤライナを製造しそれを製品チューブ容器の肩部/ノズルに挿入する自動化技術を含む。肩部/ノズルは、製造され、肩部開口がフィルムラミネートの方を向く状態に向けられる。フィルムは、ノズル穴を形成し、肩部/ノズルの肩部内に嵌合するようにフィルムラミネートを打抜き、このフィルムラミネートを肩部/ノズルに挿入するステーションに送られる。フィルムラミネートは、このステーションまたは後続のシーリングステーションで、肩部ノズルに熱接着され得る。肩部/ノズルがフィルムラミネートを形成しそれを肩部/ノズルに挿入するステーションを離れた後には、フィルムラミネートが肩部/ノズル内に適切に整合されているかどうかを判定する検出ステーションがあり得る。後続のシーリングステーションの後にも検出ステーションがあり得る。シール済みフィルムラミネートライナが付いた肩部/ノズルは、次いで、チューブ製造過程に送られる。フィルムラミネートは、重合体層、ならびにエチレンビニルアルコール共重合体類、ポリエチレンテレフタレート重合体類、ポリエチレンナフタレート重合体類およびアクリロニトリルアクリル酸メチル共重合体類を含むバリヤ層を有する。これらの肩部/ノズルを使用して製造されるチューブ容器は、歯磨き剤などの香味剤(flavorant)を含む製品に非常に有用である。 (もっと読む)
可撓性材料でできたチューブを製造するための手順
可撓性材料ででき且つスカート(3)とヘッド(10)を含むチューブ(1)を製造するための手順で、このスカート(3)と付属物(4)によって形成するユニット(2)を配置しまたは射出手順で製造し、この付属物(4)がこのスカート(3)の一端を完全にまたは部分的に閉じ且つ射出点を含み、この付属物(4)を完全にまたは部分的に切断し、およびこの切断した部分を除去し、およびこのヘッド(10)をこのスカート(3)と付属物(4)によって形成するユニット(2)の部分の、この切断した部分を一旦除去すると残る何れかの領域上にオーバーモールドする。この付属物(4)は、このオーバーモールドしたヘッドの仕上げの改善または、このユニット(2)を製造する場合に、上記ユニット(2)の金型からの取外しを容易にするような、幾つかの利点を提供する。 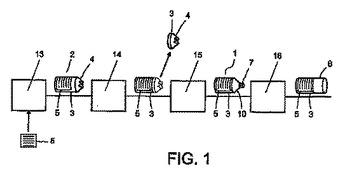 (もっと読む)
(もっと読む)
樹脂製トレイ
【課題】 容易に剥離や脱落を起こらない防滑材が上部表面に形成された滑り難い載置面を有するトレイであって、かつトレイ自体も滑り難いという特性を有する樹脂製トレイ及びその製造方法を提供すること。
【解決手段】 トレイ表面部とトレイ底面部に複数の防滑部材を有しており、表面部の防滑部材と底面部の防滑部材が、結合部によって連結しており、結合部の水平断面積が該防滑部材の水平断面積のいずれよりも小さいことを特徴とする樹脂製トレイ、及び予め表面または表面および底面に形成させた防滑部材用の凹部と、表面の凹部の下表面から底面または底面に形成された凹部の上表面まで貫通して形成されている孔部を有するトレイ状成形体を形成させ、続いて射出成形によって防滑部材を形成させる樹脂製トレイの製造方法。
(もっと読む)
プラスチック容器内の導管ライン配置構造
押出ブロー成形によるプラスチック製中空体、特に燃料タンク(1)に関し、中空体内には一本以上の導管ラインが動かないように敷設されている。本発明による中空体は、この導管ラインが中空体の内壁に対して材料同士の結合により少なくとも一部の長さ範囲に亘って接合されていることを特徴とする。  (もっと読む)
(もっと読む)
逆止弁付きチューブ
【課題】生産性と経済性に優れたコンプレッション成形法を用いて逆止弁付きチューブを一体成型することを課題とする。
【解決手段】内容物を注出するためのバルブと、該バルブを保持する保持リングとからなる逆止弁であって、該逆止弁とチューブの口部材とを、コンプレッション成型により一体に成型することを特徴とする、逆止弁付きチューブである。
(もっと読む)
閉鎖膜チューブ容器の製造方法
【課題】 内容物の保存性に優れた閉鎖膜チューブ容器
【解決手段】 内ショルダーの上面に閉鎖膜を被着した円盤部材を、マンドレルヘッド上に載置し、次いでショルダー材を、前記円盤部材上に落下し、該ショルダー材を上金型で押圧してチューブショルダーを成形し、前記閉鎖膜を内ショルダーとチューブショルダーで挟着したことを特徴とする閉鎖膜チューブ容器の製造方法。
(もっと読む)
ポリエステル樹脂製被破断部付きブロー容器及びその製造方法
【課題】 開封し易さの改善されたポリエステル樹脂製の被破断部付き容器、及びその製造方法を提供する。
【解決手段】 容器の材質がポリエステル樹脂であり、容器本体と連続した口部20と、該口部20の上方に被破断部30とを一体に備え、該口部20の開口端22と該被破断部30との境界部分を破断して開口する被破断構造を有する容器において、該口部20の開口端22と該被破断部30との境界部分の外表面に対して略垂直方向に溝40を形成し、該溝40周辺部分におけるポリエステル樹脂の極限粘度を、該溝40周辺部分以外のポリエステル樹脂の極限粘度よりも小さくすることとした。
(もっと読む)
オーバーモールドされた容器およびその製造および使用の方法
【課題】改善された視覚的特性および触覚的特性を提供し、革新的なパッケージング設計を可能にし、改善されたグリップ性および断熱性を提供することができるオーバーモールドされた容器およびその製造方法。
【解決手段】容器はポリマーのリサイクル流に最小限の影響しか与えずに、コスト効率の良い方法で作ることができる。容器を作る方法は、PET共重合体などの熱可塑性ポリマーを含む容器プリフォームを提供するステップと、プリフォームの少なくとも一部上にエラストマー材料をオーバーモールドして、オーバーモールドされたプリフォームを形成するステップと、オーバーモールドされたプリフォームをブロー成形してオーバーモールドされた容器を形成するステップと、を含む。一実施形態においては、オーバーモールドされた容器は飲料容器である。
(もっと読む)
二次元または三次元オブジェクトから三次元オブジェクトおよびテクスチャ加工基板を製作する自動化された方法
複製の長さが1つのスケール係数で変えられ、複製中に生成されたイメージの深さは、第2のスケール係数で変えられる複製が製作される。複製は、三次元の物品、アートワーク、またはその表面にトポグラフィを持つ他の二次元部材(ブラシストロークなど)から、またはその上にトポグラフィのないピクチャが載っている二次基板から製作することができ、複製に適用されるトポグラフィは、ピクチャ中に存在するオブジェクトのコンピュータによる解釈に基づいて製作される。 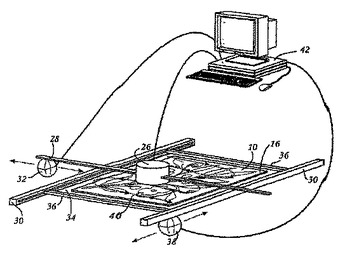 (もっと読む)
(もっと読む)
プラスチックまたは金属プラスチック製軟質チューブの製造方法
軟質チューブ胴部の製造方法であって、一つまたは複数のプラスチックまたは金属層から成る平坦な帯材から円筒状のスリーブを製造する過程と、それに続いて前記胴部を得るために所望の長さに前記円筒状のスリーブを切り抜く過程とから成る製造方法。該製造方法は、円筒状のスリーブの製造過程の前に、少なくとも0.5%に等しい薄肉化、または振幅が少なくとも厚みの1/30とその5倍の間に含まれる凹凸の生成となる塑性変形を前記帯材に加える予備過程を備える。帯材は例えば、ほぼ平行な二本のカレンダーロールの間に含まれるギャップ内を通る。典型的には、カレンダーロールは帯材の幅1ミリメートルあたり2.5ニュートンと500ニュートンの間に含まれる応力を、該帯材にかける。  (もっと読む)
(もっと読む)
1 - 18 / 18
[ Back to top ]