
Fターム[4F213WA06]の内容
プラスチック等のその他の成形、複合成形 (21,890) | その他の成形、複合成形の区分 (6,848) | 樹脂成形方法 (3,468) | 押出成形 (199)
Fターム[4F213WA06]に分類される特許
81 - 100 / 199
光学部材の製造方法及び製造装置ならびに光学部材

【課題】粉体となったナノコンポジット素材を、ハンドリング性を高めて光学部材に成形し易くすると共に、流動性が悪い材料であっても所望の光学特性に安定して成形できる光学部材の製造方法および製造装置ならびに光学レンズを提供する。
【解決手段】無機微粒子が熱可塑性樹脂に含有されてなるナノコンポジット粉体61から光学部材67を形成する光学部材の製造方法であって、ナノコンポジット粉体61を加熱して塊状の中間体63を作製する中間体作製工程と、中間体63を加熱圧縮して最終形状の光学部材67に形成するプレス成形工程と、により光学部材を製造する。
(もっと読む)
現像剤量規制ブレードのブレード部材の製造方法および現像剤量規制ブレードの製造方法

【課題】金型を使用しないブレード部材の製造方法およびこのブレード部材を用いた現像剤量規制ブレードの製造方法を提供する。
【解決手段】電荷制御面の面転写用シートとなる面転写用溶融樹脂と、ブレード部材用溶融樹脂とを、多層インフレーション法により、共押出し、電荷制御面の面転写用シートとブレード部材層が積層された円筒体を形成し、該円筒体を押出し方向に平行に切断し、1枚以上の多層シートとした後、該多層シートをブレード部材の形状に切断する、或いは、該多層シートに支持体を帖着して得られる多層体をブレードの形状に切断する。この多層シートの製造に際し、面転写用溶融樹脂及びブレード部材用溶融樹脂の層間に粘着性低減剤を吐出しつつ行なう。
(もっと読む)
可撓性積層ホース
【課題】 被接着性の樹脂層を簡単でしかも接着層を介在させずに接着した可撓性積層ホースを提供する。
【解決手段】 内層1の第一樹脂1aと、外層2の第二樹脂2aに接着可能な第三樹脂3aとを、この第三樹脂3aが第一樹脂1aの幅方向一部に配置される帯状体4を共押出し成形し、この帯状体4を第三樹脂3aのみが外側に露出するようにオーバーラップさせてホース軸方向へ螺旋状に巻き付け、その隣接する対向面4aを融着又は接着することにより、該帯状体4の第一樹脂1a同士が重なり合い互いに接着して内層1の外周面に第三樹脂3aからなる層3が露出した管状に形成され、この第三樹脂層3の外周面に沿って外層2を積層すれば、該第三樹脂層3を介して内層1と外層2が接着し難い樹脂であっても接着固定される。
(もっと読む)
半導電性ベルトの製造方法
【課題】半導電性ベルトにおける電気抵抗値の電圧依存性を小さくすることが可能であるとともに、電気抵抗値の面内バラツキを抑制可能な、電気特性に優れた半導電性ベルトの製造方法を提供することを目的とする。
【解決手段】導電性フィラーを含有するポリエーテルサルホン系樹脂フィルムからなる半導電性ベルトを製造する方法であって、前記導電性フィラーを含有するポリエーテルサルホン系樹脂をフィルム状に成形した後、該フィルム1にプラズマ処理を施すことを特徴とする。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】ブロー成形体の膨張が妨げられることを抑制することができる樹脂成形品の成形方法及び成形装置を提供する。
【解決手段】パリソン20をブロー成形して形成される中空のブロー成形体の内部に発泡性樹脂を注入した後に、成形型10のキャビティ16の容積を拡大させるように成形型のコア部13を移動し、前記発泡性樹脂の発泡を促進させて前記ブロー成形体を膨張させるようにした樹脂成形品の成形において、前記コア部を移動して前記ブロー成形体を膨張させる際に前記ブロー成形体の膨張に伴って前記ブロー成形体の延伸される部分が前記ブロー成形体の他の部分より延伸性の高い樹脂からなるように前記パリソンが形成されていることを特徴とする。
(もっと読む)
中空構造板の製造装置及びその製造方法
【課題】中間体の中空凸部同士のずれを防止し、中空構造板として必要な剛性を得ること。
【解決手段】中空構造板の製造装置にあっては、上下一対のエンボスローラに減速機20を介してサーボモータ10が設けられている。
(もっと読む)
樹脂ホースおよびその製法
【課題】層間接着性に優れるとともに、燃料や冷媒等に対する低透過性に優れた樹脂ホースおよびその製法を提供する。
【解決手段】フッ素系樹脂、ポリエステル系樹脂、ポリフェニレンサルファイド(PPS)、エチレン−ビニルアルコール共重合体(EVOH) 、もしくはこれら材料の少なくとも一つが海相を形成するアロイ材からなる内層1の外周にポリアミド系樹脂製外層2が形成された樹脂ホースであって、上記内層1の外周面が、減圧下で周波数433MHz〜2.45GHzのマイクロ波プラズマ処理により粗面化され、その粗面にポリアミド系樹脂外層2が直接積層形成されている。
(もっと読む)
トリム材用の芯材及びその芯材の製造方法並びにその芯材の製造装置
【課題】芯材を埋設したウェザーストリップの表面に凹マークが発生することを防止できるようにする。
【解決手段】ウェザーストリップ13に埋設される芯材16は、複数の芯材片部22が所定間隔で連結され、各芯材片部22間に分離空間部24が形成されている。各分離空間部24内に充填用ポリマー材料P2を芯材片部22の厚さ寸法とほぼ同じ厚さ寸法で充填すると共に、芯材16の表面全体を充填用ポリマー材料P2で被覆しておく。これにより、ウェザーストリップ13を成形する際に、トリム材成形用ポリマー材料P1のうちの芯材片部22を被覆する部分と充填用ポリマー材料P2が充填された分離空間部24を被覆する部分との間で、トリム材成形用ポリマー材料P1の厚さ寸法をほぼ同じにして、トリム材成形用ポリマー材料P1の厚さ方向の成形収縮量の差をほぼ無くすことができる。
(もっと読む)
半導電性ベルトの製造方法
【課題】半導電性ベルトにおける電気抵抗値の電圧依存性を小さくすることが可能であるとともに、電気抵抗値の面内バラツキを抑制可能な、電気特性に優れた半導電性ベルトの製造方法を提供することを目的とする。
【解決手段】導電性フィラーを含有するポリエーテルサルホン系樹脂フィルムからなる半導電性ベルトを製造する方法であって、前記導電性フィラーを含有するポリエーテルサルホン系樹脂をフィルム状に成形した後、該フィルムの表裏面に電極対を接触させて高電圧印加処理を施す。
(もっと読む)
光学調整部材、照明装置及び液晶表示装置、並びに、光学調整部材の製造方法
【課題】 より集光効果が向上する光学調整部材及びその製造方法を提供する。
【解決手段】 入射光の光学特性を調整する光学調整部材であって、光透過性を有する基材と、基材上に形成され且つ所定の方向に延在した複数の第1線状レンズとを備え、第1線状レンズと基材との接面と、第1線状レンズの延在方向に沿った側面の一部との間のなす角度が90度より大きいことを特徴とする光学調整部材を提供することにより、集光効果を一層向上させる。
(もっと読む)
改質ABS材料を用いて3次元オブジェクトを構築する方法
押出による積層堆積システムを用いて、3Dオブジェクト(18)を構築する方法は、押出による積層堆積システムの押出ヘッド(12)へ改質ABS材料を送出することと、押出ヘッド(12)の応答時間を向上させる条件下で、送出された改質ABS材料を押出ヘッド(12)において溶融することと、3Dオブジェクト(18)を形成するために、溶融された熱可塑性プラスチック材料を一層毎に堆積させることとを含んでいる。 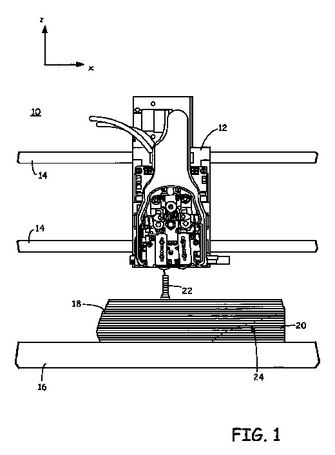 (もっと読む)
(もっと読む)
ウエザストリップ及びその製造方法
【課題】優れた外観品質等を確保するとともに、コストの著しい低減を実現することのできるウエザストリップ及びその製造方法を提供する。
【解決手段】自動車用ドアのドア開口周縁にはウエザストリップ4が装着されている。ウエザストリップ4は、断面略U字形のトリム部5及び中空状のシール部6を備えるとともに、トリム部5には意匠リップ18が延出形成されている。ここで、意匠リップ18の外表面など、ウエザストリップ4の意匠面に、ホットメルト接着層25を介して、織布で構成される加飾層26を設ける。加飾層26を構成する織布を、生糸(なまいと)により構成するとともに、加硫後、所定の温度以下に冷却された余熱に基づいてホットメルト接着層25を熱溶着させ加飾層26を取着させることとした。
(もっと読む)
屈曲可能なケーブルダクト。
【課題】 ケーブルダクトが自由な屈曲とケーブル分岐ができ、そのケーブルの収納作業を容易にしてコストダウンを図る屈曲可能なケーブルダクトの製造方法とそのケーブルダクトを得ること。
【解決手段】 接続係止体を設けた板状ケーブルダクト体を平板状に押出成形する行程と、該板状ケーブルダクト体に折曲切除部をプレスなどで形成する行程を有する屈曲可能なケーブルダクトの製造方法及びそのケーブルダクト。
また、ケーブルダクトを上下左右、若しくは自由屈曲できるように、折曲切除部と折曲部を所定位置にそれぞれずらして形成し、さらにケーブルを分岐取り出しできるように分岐口を形成するための切取基準部を折曲切除部近傍に形成し、加えてケーブルダクトの内側にケーブル保持体を設けている。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】溶融発泡性樹脂を用いて成形された発泡成形体51と該発泡成形体51の周囲を覆う表皮52とからなる樹脂成形品50を成形する場合に、成形型のコアバックにより溶融発泡性樹脂の発泡を促進しつつ、表皮52を構成するブロー成形体55がコアバックにより薄肉化しても、樹脂成形品50の表面部の強度が部分的に低下するのを抑制する。
【解決手段】発泡成形体51に、ブロー成形体55におけるコアバック時の膨張による被延伸部分(表皮52の薄肉部52a)に接して位置しかつ他の部分(発泡セル多量部51b)に比して単位体積当たりの発泡セルの数が少ない発泡セル少量部51aが形成されるように、溶融発泡性樹脂をブロー成形体55内に供給する。
(もっと読む)
ドアウエザストリップ及びその製造方法
【課題】外観品質、形状安定性、組付追従性、シール性などの向上を図るとともに、製造工程の簡素化を図ることのできるドアウエザストリップ及びその製造方法を提供する。
【解決手段】自動車のドア周縁にはドアウエザストリップ4が装着されている。ウエザストリップ4は、ドア3の上縁部、前縦縁部、下縁部及び後縦縁部に沿って配設される環状の本体部5と、当該本体部5に組付けられ、ドア3の上縁部に沿って配設されるサブシール部材6とから構成されている。本体部5は、所定の押出成形機により直線状に形成される押出成形体からなり、長手方向全域にわたって同一断面形状で一続きに形成されている。また、本体部5は、ドア周縁に取付けられる取付基部21と、中空状のシール部23とを備えている。一方、サブシール部材6は、金型装置によって形成される型成形体であり、シールリップ部を備えている。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】金型のコアバックにより溶融樹脂の発泡を促進すると共に、パリソンの金型内壁に対する追従性の低下を抑制すること。
【解決手段】
押し出し成形された非発泡性かつ伸縮性のある筒状成形体Pが金型21、22のキャビティC内に配置されるよう金型21、22を型締めする工程と、筒状成形体PをキャビティC内で膨らませてブロー成形体を成形した状態で、キャビティC内のブロー成形体P内部に発泡性の溶融樹脂を射出する射出工程と、金型21、22をコアバックさせてキャビティCの容積を増大させながら溶融樹脂をブロー成形体P内部で発泡させる発泡工程と、を有し、発泡工程において、コアバックによるキャビティCの容積の増大に伴って延伸されるブロー成形体Pの被延伸部分に近接する部位(部分B)に充填される溶融樹脂の温度を他の部位に充填される溶融樹脂の温度に比べて高く設定することを特徴とする。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】金型のコアバックにより溶融樹脂の発泡を促進すると共に、パリソンの金型内壁に対する追従性の低下を抑制すること。
【解決手段】
押し出し成形された非発泡性かつ伸縮性のある筒状成形体が金型のキャビティ内に配置されるよう金型を型締めする工程と、前記筒状成形体を前記キャビティ内で膨らませてブロー成形体を成形した状態で、前記キャビティの前記ブロー成形体内部に発泡性の溶融樹脂を射出する射出工程と、前記金型をコアバックさせて前記キャビティの容積を増大させながら前記溶融樹脂を前記ブロー成形体内部で発泡させる発泡工程と、を有し、前記発泡工程において、前記コアバックによる前記ブロー成形体の被延伸部分に近接する部位に充填される前記溶融樹脂の発泡圧を、他の部位に充填される前記溶融樹脂の発泡圧に比べて、高く設定することを特徴とする。
(もっと読む)
ホースの製造方法及びワイヤ巻き付け装置
【課題】高圧ホースのワイヤ補強層を編み上げる際、ワイヤの浮きや弛みの発生を防止することができるとともに、ホース裁断時にホース端部の広がりを効果的に防ぐことができるホースの製造方法及びワイヤ巻き付け装置を提供する。
【解決手段】内管14の周囲にワイヤWを巻き付けてワイヤ補強層18を有するホースを製造する方法であって、前記ワイヤが前記内管の径方向外側に広がらないように該ワイヤにくせを付ける工程を含むことを特徴とするホースの製造方法。好ましくは、ワイヤ巻き付け装置10が、ワイヤが内管の径方向外側に広がらないように該ワイヤにくせを付けるくせ付け用ローラ48を備え、内管を支持したマンドレル12を回転定盤20の中心孔22に通過させるとともに該回転定盤を回転させることにより、マンドレルに支持された内管の周囲にくせが付けられたワイヤを巻き付ける。
(もっと読む)
耐熱性コルゲートチューブ
【課題】優れた耐熱性、耐熱老化性、耐水性、耐光性及び低温特性等を兼備し、かつブロック性保持性に優れた熱可塑性ポリエステルエラストマーを少なくともチューブ構成要素の1つ以上に用いることを特徴とするコルゲートチューブを提供する。
【解決手段】芳香族ジカルボン酸と脂肪族又は脂環族ジオールとから構成されたポリエステルからなるハードセグメント及び脂肪族ポリカーボネートからなるソフトセグメントが結合たポリエステルエラストマーであり、示差走査熱量計を用いて昇温速度20℃/分で室温から300℃に昇温し、300℃で3分間保持した後に、降温速度100℃/分で室温まで降温するサイクルを3回繰り返した時の一回目の融点(Tm1)と3回目の融点(Tm3)との融点差(Tm1−Tm3)が0〜50℃であり、切断時の引張強度が15〜100MPaである該ポリエステルエラストマーを構成要素の1つ以上に用いるコルゲートチューブ。
(もっと読む)
逆止弁付きチューブ
【課題】生産性と経済性に優れたコンプレッション成形法を用いて逆止弁付きチューブを一体成型することを課題とする。
【解決手段】内容物を注出するためのバルブと、該バルブを保持する保持リングとからなる逆止弁であって、該逆止弁とチューブの口部材とを、コンプレッション成型により一体に成型することを特徴とする、逆止弁付きチューブである。
(もっと読む)
81 - 100 / 199
[ Back to top ]