
Fターム[4F213WK01]の内容
プラスチック等のその他の成形、複合成形 (21,890) | 成形操作の特徴部分 (150) | 加圧 (60)
Fターム[4F213WK01]に分類される特許
1 - 20 / 60
多層シームレスベルトの製造方法
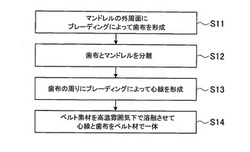
歯付ベルトの製造方法
【課題】周方向で均一な強度を有する心線と歯布を形成でき、高強度で信頼性の高い歯付ベルトを製造することのできる歯付ベルトの製造方法を提供する。
【解決手段】円筒状のマンドレルの外周面にブレーディングによって歯布を形成し、マンドレルの内部に配置された成形型の周りに歯布を配置する第1の工程と、成形型の周りに歯布を配置した姿勢で歯布とマンドレルを分離する第2の工程と、歯布の周りにブレーディングによって心線を形成する第3の工程と、心線と歯布とベルト歯部とベルト溝部をベルト材で一体とする第4の工程からなり、第4の工程において、歯布が成形型側に案内されて歯付ベルトのベルト歯部とベルト溝部の表面に配置される。
(もっと読む)
凹凸シート及びその製造方法

【課題】ロール状に巻き取っても凹凸パターンが潰れず、光学的性能等の凹凸パターン本来の機能を発揮できる凹凸シート及びその製造方法を提供する。
【解決手段】表面に凹凸パターン30が形成され、ロール状に巻き取られる凹凸シートであって、その両端部にシートの長手方向に沿ってシート厚みが他の部分よりも厚い帯状段差部34を設ける。この凹凸シートは、ダイから押出した樹脂シート20にこのシート20より狭幅の帯状基材24をラミネートし、型ローラにより凹凸パターン30を転写した後、両端はみ出し部20A.20Bを折り曲げ接着することにより得られる。
(もっと読む)
光学素子成形装置
【課題】一度に複数個の光学素子の成形を行うとともに、成形される光学素子のバラツキを最小限に抑えた光学素子成形装置を提案する。
【解決手段】一対の転写面31,61を有する上型60と下型30とが、8個づつ等間隔で円環状に配置される。前記一対の転写面が同一軸上で対向する位置に形成された複数の下型装着孔とその中心位置に形成された第1ヒータ装着孔とが形成された胴型と、前記第1ヒータ装着孔に挿入された第1ヒータと、前記胴型の外周を取り囲むように設けられる第2ヒータとを備え、前記胴型の中心側と外周側の両方から上型60と下型30とを加熱することで、均一な加熱を行う。更に、8組の中の少なくとも1組の上型60及び下型30の温度を測定するとともに、隣合う2つの下型の中間位置に温度センサを挿入して場所によるバラツキがないことを確認した後に成形を行う。
(もっと読む)
中間転写ベルト、その製造方法、及び該中間転写ベルトを用いた画像形成装置
【課題】屈曲などに対しても粒子が抜け落ちず、良好な耐久性を持ち、トナーの離型性が初期状態を維持できる中間転写ベルトを提供する。
【解決手段】少なくとも弾性層、該弾性層上に球形樹脂粒子からなる樹脂層を設けた電子写真装置用中間転写ベルトであって、該弾性層の深さ方向に該球形樹脂粒子が埋没されており、該弾性層の露出部分の投影面積と該球形樹脂粒子の投影面積との和の70%以上が該球形樹脂粒子の投影面積であり、及び該球形樹脂粒子の露出部分において、平均粒子径aの球形樹脂粒子A群と平均粒子径bの球形樹脂粒子B群とが混在して存在し、該平均粒子径がb≦4a/5を満たし、かつ該球形樹脂粒子A群と該球形樹脂粒子B群との数量の割合(個数比)が2:8〜8:2の範囲で存在することを特徴とする。
(もっと読む)
電子写真用ベルトの製造方法
【課題】熱可塑性樹脂を含む樹脂組成物からなる表面性および形状精度に優れた高品位なシームレス形状の電子写真用ベルトを低コストで製造する方法を提供する。
【解決手段】明細書中に定義される製造装置を用いた電子写真用ベルトの製造方法であり第1及び第2の円筒の対向する端部の間の間隙に環状ダイから熔融体を押し出し樹脂組成物を該環状ダイから該間隙まで連ならせる工程と該樹脂組成物を該対向する端部で挟持して円筒内の気体の連通を遮断する工程と該第1の円筒の内壁に筒状の層を形成する工程と該筒状の層の内面と該第2の円筒の内壁とで少なくとも形成される空間に気体を充填して該筒状の層を該第1の円筒の内壁に密着させる工程と該筒状の層の内側に密閉空間を形成する工程と該密閉空間に気体を充填して該筒状の層を第1の円筒の内壁にさらに密着させる工程と該筒状の層を固化させる工程とを有する。
(もっと読む)
レンズアレイの製造方法
【課題】レンズ部となる部分に気泡を残さずにレンズアレイを製造すること
【解決手段】複数のレンズ部6と、複数のレンズ部6と一体に形成される基板部11とを有するレンズアレイ10の製造方法であって、成形下型30と、レンズ部6のレンズ面6aに対応するレンズ成形面22と該レンズ成形面22の全周を囲う環状凹面23を有する成形上型20の間に熱硬化性の樹脂を挟み込み、成形上型20と成形下型30の間に樹脂を挟み込んだ状態で、レンズ成形面22に向けて選択的に熱を供給することで、樹脂のうちレンズ部6となる部分のみを樹脂の硬化開始温度まで加熱し、レンズ部6となる部分を硬化開始温度まで加熱した後に、樹脂を加圧し、樹脂を加圧した状態で、成形上型20全体に熱を供給して、樹脂全体を硬化させるレンズアレイ10の製造方法。
(もっと読む)
シームレスベルトの製造方法及び製造装置
【課題】熱可塑性樹脂を主成分とする高品位なシームレスベルトを低コストで製造可能にする。
【解決手段】
筒状金型4と把持部材7を、互いに対向する端部同士の間に間隙20が生じるように配置する。プランジャ3による溶融体30の加圧と開口幅変化機構による吐出口2cの開口幅の縮小とを開始し、環状ダイ2の吐出口2cから間隙20へ溶融体30を吐出する。間隙20に吐出された溶融体30を筒状金型4と把持部材7との端部で挟持し、筒状金型4の内部と把持部材7の内部との間を遮断する。吐出口2cの開口幅の縮小を停止する。溶融体30を挟持した状態で筒状金型4及び把持部材7を軸方向に移動させながら、筒状金型4の内壁へ溶融体30を吐出して筒状の層1を形成する。筒状の層1と筒状金型4と把持部材7とで仕切られた内部空間50に気体を充填し筒状の層1を筒状金型4の内壁に密着させ、固化させる。
(もっと読む)
詰め物の一体発泡に用いる低通気シート・トリム・カバーの製造方法
【課題】表皮材とワディング材の2層構造を採り、そのワディング材のその表皮材のない表面に均一な低通気層を成形できて詰め物を一体発泡する際、そのワディング材にウレタン発泡原液の浸透を防いで部分的硬さのむらの発生を防止でき、触感を保ち、そして、成形品の表面に柔かい触感を確保でき、さらに、別工程で手間をかける必要もなく積層工程で同時に行なえ、バリア層に使う樹脂フィルムを省けて材料費も削減でき、そして、低コスト化を可能にする。
【解決手段】帯状ワディング材12を一方向に連続的に移動させながらその帯状ワディング材12の片面13を加熱して溶融させ、それに同時的に帯状表皮材15を一方向に連続的に移動させながらその帯状ワディング材12のその溶融片面13に連続的に重ね合わせ、接着させて積層し、次に、その帯状ワディング材12の他面14を加熱して溶融させ、溶融中にワディングのセル膜を潰しながら伸ばして均一な低通気層37を成形する
(もっと読む)
傾斜機能性複合材料の製造方法
【課題】製品構成の自由度が図れ、目的とする寸法形状や必要な強度を得ることが可能な傾斜機能性複合材料の製造方法を提供する。
【解決手段】円柱の半径方向の外側に材料11を、内側に材料12を、その間に傾斜機能材料13を、それぞれ同心円状に配置した傾斜機能性複合材料10の製造方法であり、傾斜機能材料13を、材料12の粉末に材料11の粉末を傾斜配合した積層体とし、しかもこの積層体を、材料11の粉末の配合割合ごとに圧縮成形した径の異なる円筒状圧粉体で構成し、材料11、積層体、及び材料12を、融点の高い側から低い側へかけて、順次、加圧加熱処理をすることで材料11、積層体、材料12、及びそれらの界面も結合する。
(もっと読む)
風力タービンブレードの製造方法
【課題】風力タービンブレードの製造方法を簡略化すること。
【解決手段】第1の金型部品の第1の金型表面に配置された第1の複合繊維層に、収縮された状態の袋体を配置するステップと、前記袋体と前記第1の複合繊維層とを前記第1の金型表面に固定するステップと、前記第1の金型表面と、第2の複合繊維層が配置された第2の金型部品の第2の金型表面とが中空部材の形状になるように、該第1の金型部品と該第2の金型部品とを結合させるステップと、前記第1の複合繊維層が前記第1の金型表面に押し付けられ、かつ前記第2の複合繊維層が前記第2の金型表面に押し付けられ、該第1の複合繊維層と該第2の複合繊維層とが結合されて前記中空部材の形状を成すように、前記袋体を膨張させるステップと、を有する方法。
(もっと読む)
チップ割り無端ベルト
【課題】帆布で生じる目ずれや帆布から樹脂層が剥離することを防止する。
【解決手段】チップ割り無端ベルト24は、帆布31と、帆布31の一方の面31A側に積層される熱可塑性樹脂層32とを備える。熱可塑性樹脂層32は、帆布31の内部に圧入しており、帆布31の他方の面31Bまで到達している。他方の面31Bに到達した熱可塑性樹脂は、他方の面31B上に浸み出して他方の面31Bを被覆する。
(もっと読む)
動力伝動用ベルトの製造方法
【課題】切削屑、研削屑、又は研磨屑のようなスクラップの発生を無くし、圧縮ゴム層のコグ山部と接着ゴム層との界面付近に発生するピンホールを阻止し、ベルト走行時における早期の亀裂発生を阻止した動力伝動用ベルトの製造方法を提供する。
【解決手段】圧縮ゴム層となる補強布40と圧縮ゴム用シート55を、突状部と溝状部を交互に設けた成形型41に巻き付けた後に、歯部64と溝部65を交互に設けた押付材66によって加熱下で加圧してコグ部とともに背面61に凹凸パターン面68を有する未加硫のスリーブ60を成形する。凹凸パターン面68をもつスリーブの背面61に少なくとも心線および伸張ゴム層となる材料を順次巻き付けてベルト成形体を作製後、該ベルト成形体を加熱加圧して加硫成形する、動力伝動用ベルトの製造方法である。
(もっと読む)
タンク用のプラスチックライナーの製造方法
【課題】補強部材の貼り付け作業の効率化を図りつつプラスチックライナーの品質の向上を図る上で有利なタンク用のプラスチックライナーの製造方法を提供する。
【解決手段】可撓性を有する膜材によって袋状に形成され、内部に気体あるいは液体が充填されることにより膨らみ、少なくともドーム部28の内面およびこのドーム部28に接続する胴体部26の部分の内面に密着する外面を備えた袋体30を用意する。補強部材24をドーム部28の表面に貼り付ける前に、縮小された状態の袋体30を開口部20から内部空間Sに挿入する。補強部材24を内部空間Sに挿入した後、前記の空気供給源から管路32を介して袋体30の内部に気体としての空気を充填して袋体30を薄肉構造体22の内面に密着させる。袋体30を薄肉構造体22の内面に密着させた後、補強部材24をドーム部28の表面に貼り付ける。
(もっと読む)
シームレスベルトの製造方法および製造装置
【課題】熱可塑性樹脂を主成分とし、高品位かつ低コストのシームレスベルトの製造方法を提供する。
【解決手段】第1の円筒と第2の円筒とを、第1の円筒及び第2の円筒の互いに対向する端部が間隙を有するように配置し、間隙に環状ダイから熔融体を押し出す第1の工程と、間隙に押し出された熔融体を、第1及び第2の円筒の互いに対向する端部で挟持する第2の工程と、熔融体を挟持した状態で第1及び第2の円筒と、環状ダイとを軸方向に相対移動させて第1の円筒または第2の円筒の内壁に熔融体を塗布して熔融体の筒状の層を形成する第3の工程と、押圧部材を用いて第1の円筒または第2の円筒の内壁に筒状の層を押し付ける第4の工程と、筒状の層を固化させる第5の工程と、を有する。
(もっと読む)
シール材を表面に塗布する方法および装置
シール材を表面に塗布する方法が開示されている。ここでは、環状構造物(30)が可塑化されたシール材から形成され、ついで表面に塗布される。上記の方法は、可塑化されたシール材が可変の幅を有する温度制御された環状ギャップ(26)に環状に導かれ、シール材全体が、環状ギャップ(26)から押圧され、ギャップ幅をゼロにまで急速に減少させることによって環状構造物に成形され、シール材が表面に被着するという点を特徴とする。 (もっと読む)
チューブ体、チューブ体の製造方法、及びタイヤ
【課題】チューブ体に皺が発生するのを抑制すること。
【解決手段】熱可塑性材料によりタイヤ周方向に沿って無端状に形成され、外周部21aにトレッド22が装着されるチューブ体21であって、タイヤ周方向に沿って連続して延びる平坦部23が形成され、タイヤ周方向に沿った無端状のチューブ分割体30が、タイヤ周方向に沿って延びるチューブ軸C回りに複数並べられた状態で、互いに隣接する側端部31同士が接合されて形成され、平坦部には、互いに隣接する側端部同士が位置しているチューブ体を提供する。
(もっと読む)
センターベルトの製造方法
【課題】 凹凸のピッチが小さい場合や、帆布の剛性が高いような場合でも帆布には確実に凹凸形状をつけることができ、帆布の凹凸への沿いにくさの原因は解消され、センターベルトの凹凸形状が確実に形成されるセンターベルトの製造方法を提供する。
【解決手段】 ブロックを嵌合固定してなる高負荷伝動ベルトに用いるセンターベルトであって表面に保護材を積層したセンターベルトの製造方法において、凹凸形状を有する金型100上に保護材25を配置して、押圧部材104により保護材25を金型100の凹凸形状に沿わせ、押圧部材104を取り除いた後にゴムシート107を積層して加熱加圧することによって加硫する工程を有する。
(もっと読む)
ゴムロール、ゴムロールの製造方法、帯電装置、画像形成装置及びプロセスカートリッジ
【課題】残留歪による変形が抑制されたゴムロール、ゴムロールの製造方法、帯電装置、画像形成装置及びプロセスカートリッジを得る。
【解決手段】芯金供給部材82内へ供給された芯金64を、回転送りロール110によって回転させる。この芯金64の外周面に、押出機66から供給されたゴム材料70が被覆する。このため、ゴム材料70を再加硫させることができ、ゴム材料70に残留する歪が緩和され、残留歪による帯電ロール54の変形が抑制される。
(もっと読む)
樹脂製機能シートの修復方法及び修復装置
【課題】ハンダごてや加熱ロール等の加熱手段により押圧することなく、安定して形状の欠陥部位を修復することができる樹脂製機能シートの修復方法を提供する。
【解決手段】樹脂製機能シート1に発生した形状的な欠陥部位2を修復する樹脂製機能シートの修復方法であって、支持用板材3の上部に弾性シート4を介して樹脂製機能シート1の欠陥部位2を含む領域を配置し、その上方に加圧用板材5を積層する積層工程と、支持用板材3と加圧用板材5間で樹脂製機能性シート1を加圧する加圧工程と、加圧状態を維持しながら加圧用板材5の上方から樹脂製機能性シート1の欠陥部位2を加熱する加熱工程と、加熱後に所定時間加圧状態を維持する養生工程とからなる。
(もっと読む)
1 - 20 / 60
[ Back to top ]