
Fターム[4K018CA29]の内容
Fターム[4K018CA29]の下位に属するFターム
一般的方法及び装置 (35)
Fターム[4K018CA29]に分類される特許
141 - 160 / 209
耐塩水性磁石合金粉、及びそれを用いて得られるボンド磁石用樹脂組成物、ボンド磁石又は圧密磁石
【課題】塩水に触れる環境下でも錆が発生しない耐塩水性磁石合金粉、及びそれを用いて得られるボンド磁石用樹脂組成物、ボンド磁石又は圧密磁石の提供。
【解決手段】希土類元素を含む鉄系磁石合金粉からなる磁石粉末(A)が、少なくともアルミニウム、亜鉛、マンガン、銅又はカルシウムから選ばれた1種以上の金属の酸化物、複合酸化物、リン酸塩又はリン酸水素化合物とリン酸が添加された有機溶媒中で、平均粒径8μm以下に粉砕されることで、磁石合金粉の表面上に、鉄と希土類元素の金属リン酸塩(b−1)、及びアルミニウム、亜鉛、マンガン、銅又はカルシウムから選ばれた1種以上の金属リン酸塩(b−2)からなる複合金属リン酸塩被膜(B)が均一に形成されており、かつ、金属リン酸塩(b−2)の金属成分が、複合金属リン酸塩被膜(B)の金属成分に対して50重量%以上であることを特徴とする耐塩水性磁石合金粉などによって提供。
(もっと読む)
ボンド磁石用の磁性材料の製造方法及びこの磁性材料を用いて作製した希土類ボンド磁石
【課題】 高磁気特性及び強い耐食性、耐候性を有するボンド磁石用の磁性材料の製造方法及びこの磁性材料を用いて作製したボンド磁石を提供する。
【解決手段】 希土類元素及び鉄を含有する原料の表面に、Dy、Tb、Ho、Er、Tm、Gd、Nd、Sm、Pr、Ce、La、Y、Zr、Cr、Mo、V、Ga、Zn、Cu、Mg、Li、Al、Mn、Nb、Tiの中から選択される少なくとも1種を含有する金属蒸発材料を付着させる処理工程を実施する。処理工程は、この処理工程を実施する処理室を加熱し、この処理室内に予め配置した金属蒸発材料を蒸発させて金属蒸気雰囲気を処理室内に形成する第一工程と、処理室内の温度より低く保持した原料をこの処理室に投入し、この処理室内で原料を移動させながら、処理室内と原料との間の温度差によって、原料表面に金属蒸発材料を選択的に付着させる第二工程とを含む。
(もっと読む)
ボンド磁石及びその製造方法

【課題】磁性粉末の充填率が高く、酸化等に起因する磁気特性の低下が少ないボンド磁石及びその製造方法を提供すること。
【解決手段】希土類元素を含む磁性合金からなる超急冷磁性粉と熱可塑性樹脂からなり、前記超急冷磁性粉は、平均粒径が20〜100μmであり、かつ、エッジ部のRが1.5μm以上であるボンド磁石。平均粒径が20〜100μmであり、かつ、エッジ部のRが1.5μm以上である希土類元素を含む磁性合金からなる超急冷磁性粉と熱可塑性樹脂とを、指数nが0.2〜0.8の範囲となり、かつ、定数Bが3000〜20000の範囲となるように配合・混練し、コンパウンドを得る配合・混練工程と、コンパウンド中の熱可塑性樹脂を溶融させて溶融コンパウンドとし、溶融コンパウンドを所定の形状に射出成形する成形工程とを備えたボンド磁石の製造方法。
(もっと読む)
金属射出成形方法
【課題】アルミニウムまたはアルミニウム合金の金属射出成形によって物品を成形する方法である。
【解決手段】本方法は、アルミニウムの粉末またはアルミニウム合金の粉末、あるいはそれら両方および必要に応じてセラミック粒子、結合剤、ならびに低い融点を有する金属を含む焼結助剤を含む混合物を成形する工程を含む。その混合物は射出成形され、結合剤は除去されて素地を成形する。その素地は焼結される。焼結する工程は、窒素を含む雰囲気下および酸素ゲッターの存在下で行われる。
(もっと読む)
金属製品の製造方法
【課題】 0.3重量%以上のCを含有する金属材料により構成される金属製品(例えば各種金型、工具、刃物、機械・自動車部品など)に対して部分的な焼入硬化を適切に、かつ精密に行うことができる金属製品の製造方法を提供する。
【解決手段】 金属粉末射出成形法によりチップ4を成形しているので、成形されたチップ4内では、炭化物が製品全体に、しかも均一に分散されている。そして、この分散状態でレーザービームLBを用いて部分焼入処理を行っているため、レーザービームLBによる急速加熱によりオーステナイト組織を得るとともに、該オーステナイト母相への炭化物の固溶を短時間に完了させることができる。したがって、レーザー焼入を用いたとしても、チップ4の刃部42に対する部分焼入を完全に行うことができ、該刃部42を選択的に表面硬化させることができる。
(もっと読む)
金属粉末混合物
本発明は、明細書に記載の方法により製造される最大で75μm、有利には最大で25μmの平均粒径D50を有する金属粉末、合金粉末又はコンポジット粉末に関する。該方法によれば、出発粉末はまず小片状粒子に変形され、かつ粒子が粉砕助剤の存在で粉砕される。前記混合物は更なる薬剤(例えば、ニッケルから成る元素粉末)を有している。本発明は、前記粉末混合物の使用ならびにこのように製造された物品にも関する。  (もっと読む)
(もっと読む)
ボンド磁石用組成物、それを用いたボンド磁石、およびその製造方法
【課題】実用的な低い配向磁場強度でも良好な異方性が付与でき、従来よりも低温環境下で十分な可撓性を有し、機械強度が強く、高い残留磁束密度(Br)および高い最大エネルギー積((BH)max)を有するボンド磁石用組成物とボンド磁石およびその製造方法を提供する。
【解決手段】異方性を有する磁性粉末(A)と、樹脂バインダー(B)とからなり、異方性を有する磁性粉末(A)は、該粉末を構成する各磁性粒子の磁壁を破壊するのに十分な程度に高い磁場(α)にて着磁した後、引き続き、該粉末を構成する各磁性粒子が樹脂バインダー(B)と十分に混練できるようになる程度に高い磁場(β)にて脱磁したものであり、一方、樹脂バインダー(B)は、重合脂肪酸系ポリアミドブロック共重合体および/または重合脂肪酸系ポリエーテルエステルアミドブロック共重合体を含有するボンド磁石用組成物などによって提供。
(もっと読む)
金属粉末混合物
本発明は、最大で75μm、有利には最大で25μmの平均粒径D50を有する金属粉末、合金粉末又はコンポジット粉末の混合物に関する。これらは出発粉末をまず小片状粒子に変形し、次にこれらを粉砕助剤の存在で、更なる添加剤、特にコバルト粉末を使用して粉砕する方法により製造される。本発明は、前記粉末混合物の使用ならびにこれらから製造された成形品にも関する。  (もっと読む)
(もっと読む)
金属粉末合金
本発明は、明細書に記載の方法により製造される最大で75μm、有利には最大で25μmの平均粒径D50を有する金属粉末、合金粉末又はコンポジット粉末に関する。該方法によれば、出発粉末はまず小片状粒子に変形され、かつ粒子が粉砕助剤の存在で粉砕される。前記混合物は更なる薬剤(例えば、鉄から成る元素粉末)を有している。本発明は、前記粉末混合物の使用ならびにこのように製造された物品にも関する。  (もっと読む)
(もっと読む)
射出成形又は押出成形のためのマスターバッチの製造方法
射出成形又は押出成形のためのマスターバッチを製造する方法である。本発明は、射出成形又は押出成形のための供給原料を調製する方法に関し、有機、特にポリマーバインダーで混合された無機粉末からなる。この方法は、無機粉末の構成粒子は、ポリマーバインダーとそれらの混合の前に、粒状化工程を経る。 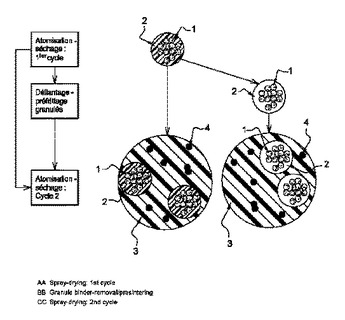 (もっと読む)
(もっと読む)
金属射出成形による合金部品の製造方法及びその合金部品
本発明は、焼結温度が低く、優れた硬度を有し、量産性に優れた高付加価値用の精密部品を低コストで製造するのに適した製造方法及びその部品を提供することを目的とする。
上記目的を果たすために本発明は、FeとFe及びCoの組合物からなる群から選ばれた40〜75重量%の材料、W、Mo、Cr、Nb、V、及びNiの群から選ばれた20重量%以上の材料、B、C、Cu、及びSiからなる群から選ばれた2〜14重量%の材料及びその他不可避の不純物を含む組成を有する合金粉末とバインダとを混合するステップと、前記混合物を射出成形して部品の形状に成形するステップと、前記射出成形物から前記バインダを除去するステップと、前記バインダが除去された射出成形物を焼結するステップとを含む製造方法を提供する。
(もっと読む)
MIMロウ材プリフォームの製造方法
【課題】任意の形状と耐久性を有するロウ材プリフォームを製造する方法を提供すること。
【解決手段】金属粉体形態のロウ付け合金と結合剤の混合物を用意する工程と、前記結合剤を融解して混合体を所定の形状を有するプリフォーム52に成形する工程と、前記プリフォーム52から前記結合剤の大部分を除去する工程と、前記プリフォーム52を加熱して、前記結合剤の残余を除去し、前記金属粉体をともに焼結する工程とを含んでなる、ロウ材プリフォーム52を生成する方法。前記プリフォーム52は自体に耐摩耗材を含んでもよい。かかるプリフォーム52は、2つの金属部品間のロウ付け接合部を形成する、或いは耐摩耗皮膜面を有する金属部品を生成するために使用できる。
(もっと読む)
MIMプリフォームを使用するマイクロ波ロウ付け方法
【課題】MIMプリフォームを使用するマイクロ波ロウ付け方法の提供
【解決手段】マイクロ波ロウ付け用のロウ付けプリフォーム(32)を製造する方法は、金属粉末(34)形態のロウ付け合金と結合剤(36)との混合物を準備する段階と、結合剤(36)を溶融しかつ混合物を所定の形状を有するプリフォーム(32)に成形する段階とを含む。2つの金属構成部品を互いに接合する方法は、凝固した結合剤(36)中に含有された金属粉末(34)形態のロウ付け合金を含むロウ付けプリフォーム(32)を準備する段階と、プリフォーム(32)を金属構成部品間に形成された接合部に隣接させて又は該接合部内部に配置する段階と、マイクロ波エネルギーを使用してプリフォーム(32)を該プリフォーム(32)の融点以上のロウ付け温度に加熱してロウ付け合金を溶融させかつ接合部内に流動させる段階と、ロウ付け合金を放冷して金属構成部品間に接合部を形成する段階とを含む。
(もっと読む)
硬質合金焼結体の製造方法及び硬質合金焼結体
【課題】焼結時における低融点バインダーの分解除去にともなう成形体の変形を防止して、液相焼結法を用いた寸法精度の高い硬質合金焼結体を提供する。
【解決手段】液相焼結法による硬質合金焼結体の製造方法であって、原料粉末と低融点バインダーとを有機溶剤中で混合し、乾燥、造粒した後、低融点バインダーよりも分解温度の高い高融点バインダーを添加してペレット化した後、ペレットを射出成形して射出成形体を製造し、射出成形体を非酸化雰囲気中で低融点バインダーの分解温度以上で高融点バインダーの分解温度未満の温度に加熱して低融点バインダーを揮発除去し、高融点バインダーの分解温度以上に加熱して高融点バインダーを揮発除去し、還元雰囲気中で硬質合金の液相が出現する温度未満の温度に加熱保持して原料粉末の表面の酸化物を還元した後、硬質合金の液相が出現する温度以上に加熱して液相を出現させて焼結体を形成する。
(もっと読む)
金属複合材発泡体構成部品を製造する方法及び金属複合材構成部品のためのプリフォーム
【課題】金属複合材構成部品又はガスタービンエンジン用のブレードを製造する方法を提供する。
【解決手段】本方法は、セラミック又は金属発泡体材料を含むコアを準備する段階と、構成部品又はブレードの外部輪郭を定める空洞を有する金型内にコアを配置する段階と、混合物を金型内に射出して発泡体のセル内容積に侵入させる段階と、プリフォームから結合剤の大部分を除去する段階と、プリフォームを加熱して、結合剤の残部を除去しかつ金属粉末を互いに焼結させて完成構成部品又はブレードを形成する段階とを含む。金属複合材構成部品のためのプリフォームは、それらの間にセル内容積を備えたセラミック又は金属セル壁を有する発泡体材料のコアを含む。コアは、構成部品の外部輪郭の少なくとも一部分を形成する。金属粉末及び結合剤の混合物が、セル内容積内に配置される。
(もっと読む)
鋳造用中子、精密鋳造用中子及び該精密鋳造用中子を用いて製造した精密鋳造品
【課題】 機械的強度が高く、機械加工が可能で、製品鋳造後の取り除きも容易で、かつ溶湯金属とも反応しない精密鋳造用中子、該精密鋳造用中子を用いて製造した精密鋳造品を提供する。
【解決手段】 Alの含有量が10〜50質量%となるように、Alと、Fe、Co、Niから選ばれる一種又は二種以上の元素とを配合した原料より製造するようにした。
(もっと読む)
樹脂結合型磁石用組成物の射出成形装置および成形方法
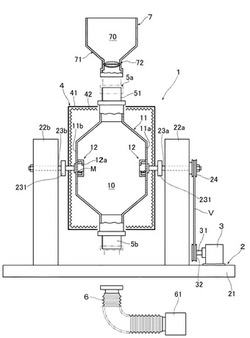
【課題】樹脂結合型磁石用組成物の計量時に、熱硬化性樹脂がノズルから漏れるハナタレ現象を抑制しながら射出でき、連続して安定的に樹脂結合型磁石を製造しうる樹脂結合型磁石用組成物の射出成形装置および成形方法を提供。
【解決手段】熱硬化性樹脂を磁性粉末のバインダー成分とする樹脂結合型磁石用組成物をシリンダー内に供給する手段と、送り込まれた樹脂結合型磁石用組成物を受け入れて溶融するシリンダーと、受け入れた樹脂結合型磁石用組成物をシリンダー前方に送り計量する逆流防止弁付スクリューと、計量された樹脂結合型磁石用組成物を対向する金型に供給しキャビティ内に充填するノズルとを具備した樹脂結合型磁石用組成物の射出成形装置において、樹脂結合型磁石用組成物を計量する前に、前記逆流防止弁付スクリューがサックバックする手段を備えていることを特徴とする樹脂結合型磁石用組成物の射出成形装などによって提供。
(もっと読む)
装飾品および時計
【課題】 長期間にわたって優れた美的外観を保持することができる装飾品を提供すること、また、前記装飾品を備えた時計を提供すること。
【解決手段】 装飾品1Aは、少なくとも表面付近の一部が主としてTiおよび/またはステンレス鋼で構成された基材2と、Auを含む金系材料およびTiNが混在する混在層3とを有している。混在層中におけるNの含有率は、1〜20wt%である。また、混在層中におけるAuの含有率は、1〜50wt%である。また、混在層の平均厚さは、0.04〜1.5μmである。金系材料は、Au−Fe−Pd系合金であるのが好ましい。また、混在層は、Auを含む金系材料を蒸発源として用いた抵抗加熱による蒸着と、Tiを蒸発源として用いた電子ビームによる蒸着とを同一装置内で行うことにより設けられたものであるのが好ましい。
(もっと読む)
焼結体の製造方法および焼結体
【課題】目的とするC含有率の焼結体を、焼結体の形状に依存することなく、効率よく低コストで製造可能な焼結体の製造方法、およびかかる方法により製造された焼結体を提供すること。
【解決手段】本発明の焼結体の製造方法は、C(炭素)を含有する金属粉末を、所定の形状に成形した成形体を用意する第1の工程と、この成形体を、図2に示すような焼成炉内に載置し、焼成炉内を密閉状態にするとともに、その雰囲気圧力を60〜140kPaとし、かつ、雰囲気中のH2(水素ガス)の分圧とO2(酸素ガス)の分圧の和を、3Pa以下として、この空間内で二次成形体を焼成して、焼結体を得る第2の工程とを有する。また、焼成炉内の雰囲気は、アルゴンガスのような不活性ガスを主成分とするものが好ましい。
(もっと読む)
軸受部品製造方法、軸受部品、モータおよび記録ディスク駆動装置
【課題】スラスト動圧溝を有する軸受部品を効率よく製造する
【解決手段】スリーブは、軸受機構において他の部材との間でスラスト方向に動圧を発生するスラスト動圧溝を有する。スリーブの製造の際には、製造対象となるスリーブのスラスト動圧溝に対応する動圧溝形成部位911を内部に有する金型91が準備され、金属の微粒子およびバインダを含む部品形成用の材料を用いた射出成形により、金型91の内部空間にスラスト動圧溝を有する中間部材が形成される。そして、中間部材に含まれるバインダが加熱により除去され、その後、中間部材に含まれる金属の微粒子を焼結することによりスリーブが形成される。このように、スリーブがメタルインジェクションモールディングによりスラスト動圧溝と共に形成されることにより、スラスト動圧溝を有するスリーブを効率よく製造することができる。
(もっと読む)
141 - 160 / 209
[ Back to top ]