
Fターム[4K018FA05]の内容
Fターム[4K018FA05]に分類される特許
1 - 20 / 39
銅系摺動材料
【課題】 耐焼付き性に優れた無機化合物粒子を添加した銅系摺動材料を提供する。
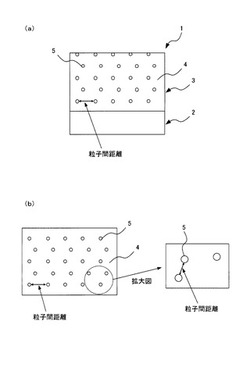
【解決手段】 無機化合物粒子5の平均粒径が1〜10μm、無機化合物粒子5に対するCu合金マトリクス4の真密度の比が0.6〜1.4、無機化合物粒子5に対するCu合金マトリクス4の熱膨張係数の比が1.5〜3.0を満たし、Cu合金マトリクス4に分散した無機化合物粒子5の平均粒子間距離を5〜50μmとしたことで、Cu合金マトリクス4の全体が無機化合物粒子5との熱膨張量の差による影響を受けるようになる。このため、均質に活性状態となり、Cu合金マトリクス4の表面全体に早期に酸化膜及び硫化膜が形成されることで、耐焼付き性を向上させることができる。
(もっと読む)
焼結合金の製造方法

【課題】バレル処理により表面粗さを効率よく下げることができる焼結合金の製造方法を提供することを目的とする。
【解決手段】原料粉末を加圧して圧粉体を形成し、この圧粉体を焼結してなる焼結合金に焼入れ処理S31を施す焼結部品の製造方法において、前記焼入れ処理S21の前に第1バレル処理S2により焼結合金1の表面の凸部を除去すると共に表面の気孔を小さくし、、前記焼入れ処理S21の後にバレルを用いた精密仕上げS42により表面を平滑化する。このように焼入れ処理S21の前の比較的柔らかい状態で第1バレル処理S2を行うことにより焼結合金1の表面の凸部を除去すると共に表面の気孔を小さくし、焼入れ処理S31の後にバレルによる精密仕上げS42により焼結合金の表面を滑らかに加工して平滑化することができる。
(もっと読む)
焼結含油軸受及びその製造方法
【課題】外周面からの油の漏れを防止できる焼結含油軸受を提供する。
【解決手段】内部に空孔を含む多孔質状の焼結合金により形成された軸受本体2に、回転軸が挿通される軸受孔3が形成された焼結含油軸受1において、軸受本体2の外周面で開放された空孔を潰す。圧粉体において空孔を潰したり、圧粉体を焼結した焼結合金において空孔を潰したりしてもよい。これにより軸受1の外周面7から潤滑油が漏れることがなく、内側の軸受孔3における油圧を確保することができる。また、取付部41の内周面は多角形に形成され、軸受本体2が圧入により嵌合固定される。一方、軸受本体2の外周面7と取付部41の内周面との間には隙間が発生する。
(もっと読む)
焼結部材の製造方法
【課題】潤滑剤の内部への侵入を抑制することができ、鍛造により充分な密度と強度を得ることができる焼結部材の製造方法を提供する。
【解決手段】原料粉末を混合する混合工程と、前記原料粉末を圧縮して圧粉体とする成形工程と、前記圧粉体を焼結して焼結体とする焼結工程と、前記焼結体の表面に塑性加工を加えるか表面を溶融して該表面に露出した気孔を塞ぐ封孔工程と、封孔した前記焼結体を潤滑剤を用いて鍛造する鍛造工程とを備えたことを特徴とする焼結部材の製造方法を適用する。
(もっと読む)
耐食性R−Fe−B系焼結磁石の製造方法
【課題】 過酷条件下においても優れた耐食性を発揮するR−Fe−B系焼結磁石の製造方法を提供すること。
【解決手段】 R−Fe−B系焼結磁石の表面に、水素含有量が50ppm以上のAlまたはその合金からなる被膜を蒸着形成した後、蒸着形成されたAlまたはその合金からなる被膜に対してピーニング処理を行うことを特徴とする。
(もっと読む)
焼結金属部品及びその製造方法
【課題】大きな焼結密度及び機械的強度を、気孔孔径及び形態とは無関係に有する歯車及び同様な製品を製造するための簡単でコスト的に効果的な方法を提供することを目的とする。
【解決手段】本発明は、緻密化された表面及び少なくとも7.35、好ましくは少なくとも7.45g/cm3の芯密度を有する焼結部品で、然も、その芯構造が、ダイ壁潤滑を適用することなく、少なくとも7.35g/cm3、好ましくは少なくとも7.45g/cm3まで1回プレスし、粗い鉄又は鉄基粉末粒子を有する鉄基粉末混合物を1回焼結することにより得られる気孔マトリックスにより区別される焼結金属部品及びそのような金属部品を製造する方法に関する。
(もっと読む)
高圧での成形による鉄系構成部品の製造方法
【課題】本発明の目的は、粉末冶金構成部品の市場を拡大し、粉末冶金技術の利点を利用するために、静的及び動的な機械強度が改良された高密度圧粉体(high density compact)を得る単純でコストのかからない方法を提供することである。
【解決手段】本発明は、高密度圧粉体の製造方法であって、本質的に微粒子を含まない鉄系粉末を提供する工程と、任意選択で前記粉末を黒鉛及び他の添加剤と混合する工程と、この粉末をダイ中で少なくとも約800MPaの圧粉圧力で一軸に成形する工程と、この圧粉体を排出する工程とを含む方法に関する。本発明は、この方法に使用される粉末にも関する。
(もっと読む)
焼結スリーブの製造方法および焼結スリーブ
【課題】表面空隙を少なくし、かつ、寸法精度を容易に高めることが可能な焼結スリーブの製造方法および焼結スリーブを提供する。
【解決手段】焼結スリーブ3の製造方法は、圧縮工程を含むステップS1と、焼結工程であるステップS2と、面押加工するステップS3と、第1サイジング工程であるステップS4と、溝転造工程であるステップS5と、第2サイジング工程であるステップS6とを備えている。ステップS1は、金属粉体P成形体を圧縮成型する。ステップS2は、圧縮成形体を焼結し第1成形体P1を成型する。ステップS3は、第1成形体P1の内周面31aにテーパ面31bを形成する。ステップS4は、第1成形体P1を圧縮加工し、第2成形体P2を成型する。ステップS5は、第2成形体P2を溝転造加工し第3成形体P3を成形する。ステップS6は、第3成形体P3を圧縮加工し第4成形体P4を成型する。
(もっと読む)
Al基合金スパッタリングターゲット材の製造方法
【課題】希土類元素、およびAlよりも高融点の高融点元素を含有するAl基合金スパッタリングターゲット材を歩留良く製造できる方法を提供する。
【解決手段】本発明の方法は、アトマイズ法によって製造した希土類元素を含有するAl基合金の第1粉末を用意する工程と;第1粉末と、Alよりも高融点の高融点元素Xから構成される1種以上の第2粉末とを混合する工程と;第1粉末と第2粉末の混合粉末を緻密化する工程とを含んでいる。上記の混合工程において、第1粉末の最大粒径(a)が10〜200μmであり、前記第2粉末の最大粒径(b)が10〜150μmであり、(a)と(b)との比((a)/(b))が0.5〜5である。
(もっと読む)
炭素材と銅合金材を冶金的に接合する高熱負荷機器製造方法
【課題】 炭素材と銅合金を冶金的接合することにより高熱負荷機器を製造する方法、特に核融合炉のダイバータにおけるCFCブロックと銅合金製冷却管を良好に接合する用にした製造方法を提供する。
【解決手段】 炭素材であるCFCブロック11の表面に炭素と接合性のよいメタル層12を形成し、そのメタル層12と銅合金材13を緩衝材15を介して対向するように配置し、CFCブロック11と緩衝材15の間および緩衝材15と銅合金材13の間に薄膜状のロウ材14,16を介挿して組み上げた組立体を、真空ロウ付けし、時効処理して、高熱負荷機器を製造する。
(もっと読む)
寸法精度に優れた焼結部品の製造方法
【課題】近年のエンジンの高出力化に対応するとともに、製品形状が複雑であっても優れた寸法精度を有する焼結部品を製造する技術を提供する。
【解決手段】鉄を主成分とする原料粉末を金型のキャビティに充填し、上下パンチで圧粉成形する成形工程と、成形工程で得られた成形体を鉄の融点未満の温度に加熱して焼結する焼結工程と、焼結工程で得られた焼結体の少なくとも一部を圧縮して緻密化させる緻密化工程と、緻密化工程で得られた加工体を浸炭性雰囲気中700〜1300℃の温度で再焼結する再焼結工程と、再焼結工程で得られた再焼結体を高周波加熱により加熱し、焼入れを行う高周波熱処理工程とからなることを特徴とする寸法精度に優れた焼結部品の製造方法。
(もっと読む)
耐食性に優れた鉄系焼結材料、シリンダー錠装置用固定ケース、およびそれらの製造方法
【課題】鉄系焼結材料の表面に、密着性に優れた電着塗装被膜が形成された耐食性に優れた鉄系焼結材料およびその製造方法、特に、耐食性に優れた鉄系焼結部品により構成されるシリンダー錠装置およびその製造方法を提供する。
【解決手段】鉄系焼結材料の表面にショットピーニング加工により凹凸を形成し、かつ表面粗さをRaで0.5〜40μmとするとともに、表面から少なくとも1μmの深さの表層部を密度比90%以上に緻密化し、前記表面を電着塗装被膜で被覆する。電着塗装被膜はエポキシ系樹脂塗料あるいはアクリル系樹脂塗料を用いたカチオン電着塗装によるものが好適である。
(もっと読む)
可変ケース深さの粉末金属歯車及びその製造方法
本発明は、複数の歯及び複数の歯に鍛造された可変ケース深さ分布を備える歯車、及び、その製造方法を提供する。複数の歯の各々は、第一表面部及び歯元を有している。可変ケース深さ分布は、複数の歯の各々に形成されており、第一表面部上に大きな耐磨耗性及び歯元内に大きな耐衝撃性を示す。  (もっと読む)
(もっと読む)
成形表面を有する粉末冶金による物体
【課題】焼結されるとほぼ全密度に等しい密度を有する層を有する金属粉末焼結体の製造方法の提供。
【解決手段】金属粉を一軸方向に成形する段階と、成形された成形体に、少なくとも500℃の温度範囲で予備焼結を行う段階と、予備焼結された成形体にショット・ピーニングまたは圧延を施す段階であって、ショット・ピーニングまたは圧延によって表面から少なくとも0.1mmの深さ領域に緻密化表面層を形成し、緻密化表面層は、焼結されると全密度の90〜100パーセントの密度を有する、ショット・ピーニングまたは圧延を施す段階とを含む。
(もっと読む)
17−4PHスチールの金属焼結方法
17−4PH合金粉の焼結方法と、焼結された17−4PH焼結パーツが開示される。本パーツは、17−4PH合金粉と固着剤の混合物を粉末焼結造形することにより形成され、ほぼ純粋なマルテンサイト組織を有するパーツを形成するために焼結されるグリーンパーツが形成される。本金属粉はホウ素を含む。焼結パーツをショットピーニングにより更に処理することにより、亀裂に対する耐性を向上させることができる。  (もっと読む)
(もっと読む)
摺動部材
【課題】熱伝導性及び耐キャビテーション性に優れた銀系合金摺動層を有する摺動部材を提供する。
【解決手段】合金の粉末を鋼裏金上に散布後焼結して摺動層を形成した摺動部材において、前記合金は、AgとCuとからなる銀系合金であると共に当該銀系合金の焼結後の組織が複相の固溶体のみからなる複相組織であり、Cuを0.35〜28.5質量%、さらにAl、In、Sn、Ti、Znのいずれか一種以上を総量で20質量%以下含有した組成とする。
(もっと読む)
焼結部品の歯形を加工する方法及び装置
本発明は、プレスされ焼結された粉末金属からなる工作物(2)の外周(6)又は内周の歯形(7)を加工する方法であって、2つの回転可能な型圧延ホイール(8)によって、歯形(7)に実施される圧延工程によって歯形が加工され、2つの回転可能な型圧延ホイール(8)の歯型(13)が、工作物(2)の歯形(7)に係合する。2つの型圧延ホイール(8)は、型圧延ホイール軸(9)の間に少なくとも一定の軸間隔(16)で、共通の保持フレーム(10)内に回転可能に配置されている。本発明は、歯形を圧延加工する装置にも関する。 (もっと読む)
焼結軸受、軸受装置および軸受装置の製造方法
【課題】内径精度が低い場合でも、内径寸法の修正など容易に行なうことのできる焼結軸受、軸受装置、および軸受装置の製造方法を提供すること。
【解決手段】軸線方向に延びた軸穴110を備えた焼結軸受11は、銅または銅系材料からなる銅層で鉄粉の表面を被覆した銅被覆鉄粉を焼結してなる。鉄粉に対する銅層の被覆率は28重量%から42重量%であって、銅被覆鉄粉の配合割合が焼結軸受11を構成する材料全体に対して70重量%から98重量%である。
(もっと読む)
靭性を必要とする短穴加工作業向けのCVD被覆された超硬合金インサート
【課題】本発明は、一般鋼材料における靭性を必要とする短穴加工向けに特に有用である優れた靭性特性を有する被覆された切削インサートとその製造方法に関する。
【解決手段】前記インサートは、基板と被膜を含む。基板はWC、8〜11重量%のCo及び0.2〜0.5重量%のCrから成り、平均WC結晶粒径は0.5〜1.5μmであり、CW比は0.80〜0.90である。被膜は、−厚み1.5μm未満の第1の(最も内側の)TiCxNyOz層、−柱状結晶粒を伴う厚み1〜8μmのTiCxNyOz層、−厚み0.5〜5μmのきめの細かい結晶粒κ−Al2O3層、及び、−厚み1μm未満のさらなるTiCxNyOz層、を含み、且つ、すくい面において、最も外側のTiCxNyOz層及びAl2O3層は全面的にまたは部分的に欠如している。
(もっと読む)
焼結鍛造部材の製造方法
【課題】簡単で優れた封孔処理が可能であり、焼結鍛造部材の品質を格段に向上できる焼結鍛造部材の製造方法を提供する。
【解決手段】焼結鍛造部材を製造する製造方法において、炭素を含む鉄系金属粉末を圧粉成形した圧粉成形体を予備焼結処理する第1工程と、次に予備焼結体をHV100〜350の硬度の鋼製ショット材でショットブラスト処理して予備焼結体の表面部を封孔処理する第2工程と、次に予備焼結体を本焼結処理する第3工程と、次に本焼結処理された焼結体を熱間鍛造する第4工程とを備えている。前記第1工程の予備焼結処理は、非酸化性雰囲気で800〜1000℃の温度で行うことが望ましい。前記第2工程のショットブラスト処理は、粒径0.3〜0.7mmの鋼製ショット材を用い、30〜80m/sの投射速度で、100Kg/分以下の投射量で行うことが望ましい。
(もっと読む)
1 - 20 / 39
[ Back to top ]