
Fターム[4K042AA25]の内容
物品の熱処理 (24,439) | 熱処理する特定物品の種類 (2,688) | その他の特定物品 (593)
Fターム[4K042AA25]に分類される特許
101 - 120 / 593
被削性及び制振性に優れた鋼材
【課題】長時間の熱処理、即ち、黒鉛化の長時間焼鈍を行うことなく生産性に優れ、被削性及び制振性に優れた鋼材を提供する。
【解決手段】質量%で、C:0.3〜1.2%、Si:2.0〜3.0%、Mn:0.05%超0.5%以下、Al:0.2〜1.0%、P:0.02%以下、S:0.007〜0.2%、N:0.0015〜0.030%、O:0.003%以下を含有し、且つ、SiとMnの含有量が次式{5≦Si/Mn}を満たす範囲とされ、残部がFe及び不可避的不純物からなる成分組成を有し、鋼組織がフェライト組織及び黒鉛を含み、且つ、黒鉛化率が80%超である。
(もっと読む)
熱処理用鋼板およびその製造方法
【課題】熱処理後の鋼板部材において硬度分布が均一で靭性に優れ、かつ、優れたスケール密着性を兼ね備えた熱処理用鋼板を提供する。
【解決手段】質量%で、C:0.07〜0.50%、Si:0.005〜2.0%、Mn:0.3〜4.0%、P:0.0002〜0.2%、S:0.0002〜0.01%、sol.Al:0.0002〜2.0%、N:0.0002〜0.01%を含有し、残部がFeおよび不純物からなる化学組成を有し、濃化部平均間隔が1000μm以下であり、鋼板の表面における深さが1〜10μmのクラックの数密度が3〜1000個/mmであり、硬質相平均間隔が30μm以下である鋼組織を有することを特徴とする熱処理用鋼板。
(もっと読む)
回転機械部品用素材の製造方法及び回転機械部品の製造方法、回転機械部品用素材、回転機械部品並びに遠心圧縮機

【課題】低い残留応力と高い靱性とが両立でき、腐食成分が含まれた流体が供給された場合であっても、腐食や応力腐食割れが生じるのが抑制された回転機械部品を製造することが可能な回転機械部品用素材の製造方法及び回転機械部品の製造方法、回転機械部品用素材、回転機械部品並びに遠心圧縮機を提供する。
【解決手段】二相ステンレス鋼からなる素材に、少なくとも溶体化処理を施して回転機械部品用素材Aを製造する方法であり、前記溶体化処理は、素材を950〜1100℃の範囲の温度に加熱した後、この温度から700℃迄の平均冷却速度を20℃/min以上として冷却する。
(もっと読む)
熱処理シート・フレーム

【課題】一般鋼で成形されて枠組みされ、枠組状態で応力の集中する強度の必要なフレーム部分に熱処理を施して高張力鋼同等の強度を得る。
【解決手段】フレーム・メンバー13、14、15、16および23、24、25、26が一般鋼で成形されて一体的に枠組され、そして、その枠組状態でその強度の必要なフレーム部分あるいはその枠組全体に高周波焼入れ、液体浸炭、ガス浸炭などの何れかの熱処理を施して使用する。
(もっと読む)
ピニオンシャフト及びピニオンシャフトの製造方法
【課題】高い寸法安定性を確保し、曲がりを抑制して表面起点型の転がり寿命を向上させることができるピニオンシャフトを提供する。
【解決手段】Siを0.3mass%以上1.5mass%以下含有する軸受鋼に浸炭窒化処理を施すことにより、転動体が転動する転動面の表層部にSi及びMnを含有したSi・Mn系窒化物が生成されたピニオンシャフトを形成する。ここで、表層部の窒素濃度は0.05mass%以上0.5mass%以下であり、Si・Mn系窒化物の面積率は0.2%以上3%以下であり、大きさが0.05μm以上1μm以下のSi・Mn系窒化物が面積375μm2中に25個以上150個以下析出されており、表層部の残留オーステナイト量は20vol%以上40vol%以下とされている。
(もっと読む)
連続熱処理装置
【課題】大ロットの被処理材から小ロットの被処理材にいたるまで、多種多様の被処理材を効率的且つ経済的に、また安全に連続して熱処理することができる連続熱処理装置を提供する。
【解決手段】被処理材の移動方向に沿って、被処理材を真空雰囲気下に加熱して脱脂する脱脂室と、脱脂した被処理材を真空雰囲気下に加熱する加熱帯と、加熱した被処理材を真空雰囲気下に油焼入する油焼入室とを備え、加熱帯を、真空容器内の断熱材で囲まれた空間にて、被処理材の移動方向に沿い、開閉可能な断熱扉で複数の加熱室に仕切り、各加熱室に独立して制御可能なヒータを取付けた。
(もっと読む)
IPMモータのロータ鉄心用鋼板、その製造方法およびIPMモータのロータ鉄心
【課題】打抜き加工性が良好であり、ロータ鉄心としたときに高い降伏強度を有しかつ磁気特性に優れるIPMモータのロータ鉄心用鋼板を提供すること。
【解決手段】C:0.05質量%〜0.35質量%、Si:0.05質量%〜1.0質量%、Mn:0.2質量%〜1.5質量%、P:0.05質量%以下、S:0.02質量%以下、酸可溶Al:0.005質量%〜2.95質量%かつSi+Al:3.0質量%以下、残部がFeおよび不可避的不純物からなる成分組成を有する熱延鋼板に、1回または中間焼鈍を含む2回以上の冷間圧延を施して所定の板厚とし、Ac1−50℃〜Ac1未満の温度範囲で0.5時間以上保持する1段目の熱処理、Ac1〜Ac1+100℃の温度範囲で0.5時間〜20時間保持する2段目の熱処理およびAr1−80℃〜Ar1の温度範囲で2時間〜60時間保持する3段目の熱処理を含みかつ2段目の熱処理温度から3段目の熱処理温度への冷却速度を5℃/h〜30℃/hとする3段焼鈍を施して得られる鋼板である。
(もっと読む)
高強度鉄筋用鋼材およびその製造方法
【課題】YS:785MPa以上で延性のばらつきが小さく、低温靭性に優れ、コンクリートとの付着力にも優れた高強度鉄筋用鋼材の提供。
【解決手段】質量%で、C:0.15〜0.30%、Si:0.05〜1.0%、Mn:0.2〜2.5%、Al:0.01〜1.0%、Nb:0.001〜0.3%、Ti:0.003%未満、P:0.03%以下、S:0.03%以下、N:0.0060%未満、さらに、Cr:0.1〜2.0%、Mo:0.01〜1.0%、V:0.01〜1.0%、W:0.01〜1.0%、Ni:0.01〜1.0%、Cu:0.01〜1.0%、Co:0.01〜1.0%およびSb:0.0010〜0.0050%のうちから選ばれる1種または2種以上を含有する鋼組成で、鋼組織が、80%以上がベイナイトで、残部がフェライト、パーライトまたはマルテンサイトの組織からなり、リブおよび節の形状を適切に調整した高強度鉄筋用鋼材1。
(もっと読む)
鉄鋼部材の焼入れ方法、焼入れ鉄鋼部材及び焼入れ表面保護剤
【課題】圧強度、耐摩耗性、曲げ疲労強度等の機械的強度により優れた機械構造用部品の表面硬化処理技術を提供する。
【解決手段】鉄鋼部材の表面に硬質窒化物層が形成され、さらにその上層として、Ti、Zr、Hf、V、Nb、Ta、Cr、W、Mo及びAlからなる群の中から選択される少なくとも1種の元素を含有するセラミック前駆体層を形成し、焼き入れ処理を施すことにより、金属酸化物を含む無機化合物層が形成されたことを特徴とする焼入れ鉄鋼部材。
(もっと読む)
超高強度部材の製造方法および使用方法
【課題】耐遅れ破壊特性に優れる熱間プレス工法による超高強度部材を低コストで製造することができる引張強さTSが1180MPa以上の超高強度部材の製造方法およびその使用方法を提供すること。
【解決手段】鋼板を700〜1000℃に加熱し、その加熱温度で部品形状に成形すると同時に金型で冷却し、目的の形状にせん断打ち抜き加工を施して引張強さが1180MPa以上の超高強度部材を製造するにあたり、せん断打ち抜き加工の後に、温度範囲が100℃以上300℃未満でかつ保持時間が1秒〜60分の熱処理を施す。
(もっと読む)
超高強度部材の製造方法
【課題】耐遅れ破壊特性に優れる熱間プレス工法による超高強度部材を低コストで製造することができる引張強さTSが1320MPa以上の超高強度部材の製造方法を提供すること。
【解決手段】鋼板を700〜1000℃に加熱し、その加熱温度で部品形状に成形すると同時に金型で冷却し、目的の形状にせん断打ち抜き加工を施した後に塗装を施す引張強さが1320MPa以上の超高強度部材を製造するにあたり、上記打ち抜き加工後、塗装前に、温度範囲が100℃以上300℃未満でかつ保持時間が1秒〜60分の熱処理を施す。
(もっと読む)
鋼製ナット及びその製造方法
【課題】 一般構造用圧延鋼を用いて安定した組織や硬さが得られるようにした鋼製ナットを提供する。
【解決手段】 一般構造用圧延鋼(SS400)製の棒材を1200°C以上1300°C以下の範囲内の温度に加熱して固溶熱処理を行い、このオーステナイト状態においてナットブランクに熱間鍛造するとともに、鍛造終止時のナットブランクの表面温度を760°C以上900°C以下の範囲内の温度にコントロールし、次いで、50°C以下の温度に水冷することによりHRC32〜44の硬さに焼入れし、その後の焼戻しを行って調質することによりJIS B1181附属書2に規定する強度分布5T〜10Tの硬さを有するナットを製造する。
(もっと読む)
長尺鋼材の焼戻し後の連続冷却方法およびその装置
【課題】 長尺鋼材の熱処理の焼戻し後に焼戻し温度から冷却する際、冷却による長尺鋼材の曲がりを防止し靱性などに優れた長尺鋼材を製造する方法および装置を提供する。
【解決手段】 棒鋼又は鋼管からなる長尺鋼材の熱処理の焼戻し処理後の冷却において、冷却ゾーン4の長尺鋼材2の上下に複数の水冷ノズル6を配置し、水冷ノズル6の向きを長尺鋼材2に対して20°以上45°以下の角度とし、水冷ノズル6は熱処理の水冷開始温度から250℃(好ましくは100℃)まで長尺鋼材2の赤熱部3の表面を冷却し得る水量を備え、冷却速度を400℃/秒以上としている。この装置により長尺鋼材2の冷却ゾーン4の上下に切れ目なく配置の水冷ノズル6から水流角度20°以上45°以下で長尺鋼材2に噴射し、鋼材表面の冷却速度を400℃/秒以上として長尺鋼材2を熱処理温度から250℃(好ましくは100℃)まで冷却する。
(もっと読む)
高強度プレス部材およびその製造方法
【課題】980M P a以上の引張強さを有し、かつTS×T.EL≧17000(MPa・%)の優れた延性を有する高強度プレス部材を提供する。
【解決手段】部材を構成する鋼板の組成が質量%で、C:0.12%以上0.69%以下、Si:3.0%以下、Mn:0.5%以上3.0%以下、P:0.1%以下、S:0.07%以下、Al:3.0%以下およびN:0.010%以下を含有し、かつSi+Alが0.7%以上を満足し、残部はFeおよび不可避不純物からなり、該部材を構成する鋼板の組織が、マルテンサイトと残留オーステナイトとベイニティックフェライトを含むベイナイトを有す高強度プレス部材。
(もっと読む)
耐食性、耐疲労性に優れた高強度焼き入れ成形体
【課題】亜鉛系めっき鋼材にて、焼き入れ後の成形品の耐食性を冷間成型品と同等以上とした、耐食性と耐疲労性に優れた高強度焼き入れ成形体を提供する。
【解決手段】亜鉛めっき系鋼材をホットスタンプのため加熱し、成形して焼き入れした高強度焼き入れ成形体であって、焼き入れ後の成形体鋼材表面に、Znを主成分としてFeが下記測定方法で9質量%以上、30質量%以下の亜鉛めっき層が、30g/m2以上形成されていることを特徴とする。なお亜鉛めっき層中のFe濃度測定方法は、NH4Cl:150g/lの水溶液中で4mA/cm2で飽和カロメル電極を参照電極として定電流電解により−800mVvs.SCE以下に大きく変化する点でのГ層までを電解し電解液をICPによりFe、Znの量、組成比を測定する方法である。
(もっと読む)
連続熱処理装置
【課題】丸棒材の焼き入れ処理及び焼きならし処理が可能な連続加熱冷却装置の提供。
【解決手段】複数の丸棒鋼Wを並列させて搬送するための搬送機2と、内部を通過する丸棒鋼Wを加熱するための加熱炉3と、この加熱炉3の下流に位置する冷却装置4と、上記冷却装置4の下流に設置された焼きもどし炉と、上記搬送機2の、上記冷却装置4と上記焼きもどし炉との間の部分に設置された、丸棒鋼Wを搬送機2外へ送り出すための払い出し装置5とを備えており、上記搬送機2が、並列された多数の搬送ローラ6を備えており、上記冷却装置4が、搬送機2内において上記丸棒鋼Wを冷却する作用位置OPと、搬送機2から脱出して丸棒鋼Wを冷却し得ない退避位置RPとに移動可能に構成されている。
(もっと読む)
成形品の製造方法
【課題】異なる強度、すなわち強度の高い部位と強度の低い部位とを備えるプレス成形品を高精度で製造することが可能な成形品の製造方法を提供する。
【解決手段】質量%で、Cが0.08%以上0.45%以下、MnおよびCrの合計が0.5%以上3.0%以下、残部がC、Mn、Cr以外の任意の添加物、Fe、および不可避的不純物である化学組成からなり、Ac3点以上に加熱した鋼板をAr3点以上のプレス開始温度から金型にて成形品にプレス成形する方法であって、プレス成形の下死点における鋼板の第1の部分と第2の部分の下死点保持温度をそれぞれ異なる温度に制御することにより、フェライト又はベイナイト組織の少なくとも一方を主体とする低強度部と、マルテンサイト組織からなる高強度部と、を有する成形品を得ることを特徴とする。
(もっと読む)
押出用工具鋼
本発明は、従来のH13鋼と比較してコストが低く、高い焼戻し耐性を有し、化学組成が(重量パーセントで)、0.4〜0.6の炭素、1未満のケイ素、0.03未満のリン、2.5〜4.5のクロム、タングステンによって2W対1Moの比で置換されていてもよい0.5〜0.7のモリブデン、0.1〜1のバナジウム、1未満のマンガン、残部が実質的にFe及び不可避の不純物である押出工具用鋼に関する。窒化後の高い表面硬さを促進する選択肢として、本発明の鋼は、最大1.0のアルミニウム量を有することができるが、高い靭性のためにはアルミニウム量は0.10未満に保たれなければならない。 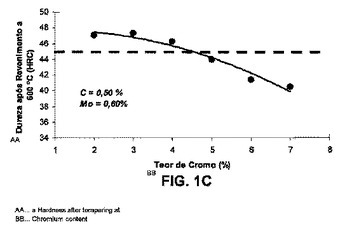 (もっと読む)
(もっと読む)
部材内で強度差を有するエネルギ吸収部材の製造方法
【課題】一つの部材の中で強度の異なる領域を形成させたエネルギ吸収部材を製造する方法を提供する。
【解決手段】質量%で、C:0.19〜0.35%、Si:0.1〜0.5%、Mn:0.1〜1%、P:0.015%以下、S:0.01%以下、Al:0.005〜0.05%、N:0.001〜0.003%を含みかつ、Ti、Nb、V及びMoのうち1種以上をそれぞれTi:0.005〜0.1%、Nb:0.005〜0.02%、V:0.01〜0.1%、Mo:0.01〜0.1%の範囲で合計:0.005〜0.15%を含み、残部Fe及び不可避的不純物からなるスラブを熱間圧延、冷間圧延および連続焼鈍のいずれかまでを行って得られた鋼板を、
Ac3点以上の温度域に加熱後冷却するに際し、Ar3〜300℃の温度域を200℃/s以上で冷却する急冷部分と、150℃/s未満で冷却する緩冷部分との強度差(ΔTS)が490MPa以上となる。
(もっと読む)
熱間プレス方法、および成形品の製造方法
【課題】良好な形状で高強度の部品を効率よく製造することが可能な熱間プレス方法を提供する。
【解決手段】質量%にて、Cを0.08%以上0.45%以下、MnおよびCrの合計が0.5%以上3.0%以下、残部がC、Mn、Cr以外の任意の添加物、Fe、および不可避的不純物である化学成分からなり、Ac3点以上の温度に加熱された鋼板をAr3点以上のプレス開始温度から金型にてプレス成形する方法であって、鋼板を金型の下死点にて拘束しながら鋼板の臨界冷却速度以上の冷却速度で200℃以上(Ms−120)℃以下の温度にまで冷却し、次いで、鋼板を金型から取り出し、金型による下死点での拘束終了からの鋼板の温度降下量が15℃以上となる前に金型とは異なる手段で拘束を開始し、200℃未満の温度にまで冷却する過程を含むことを特徴とする。
(もっと読む)
101 - 120 / 593
[ Back to top ]