
Fターム[4K042AA25]の内容
物品の熱処理 (24,439) | 熱処理する特定物品の種類 (2,688) | その他の特定物品 (593)
Fターム[4K042AA25]に分類される特許
41 - 60 / 593
耐応力腐食割れに優れる高強度高耐食性ステンレス鋼ボルトおよびその製造方法
【課題】二相ステンレス鋼の成分およびボルトの加工率、熱処理を制御することにより、ボルト加工性を維持しながら、耐応力腐食性、耐食性、強度に優れたステンレス鋼高力ボルトを得る。
【解決手段】質量%で、C:0.003〜0.05%、Si:0.1〜2.0%、Mn:0.1〜5.0%、P:0.04%以下、S:0.01%以下、Ni:3.0〜9.0%、Cr:19.0〜30.0%、Mo:1.0%超、4.0%以下、N:0.05〜0.30%、を含有し、残部がFeおよび実質的に不可避的不純物で構成され、(a)式のF値が35〜80であり、引張強さが1000〜1300MPa、引張耐力が800〜1200MPaであることを特徴とする耐応力腐食割れに優れる高強度・高耐食性のステンレス鋼ボルトである。
(もっと読む)
摩擦部材及び振動型駆動装置
【課題】高湿度の環境にさらされても摩擦力の低下を抑制できる摩擦部材及び振動型駆動装置を提供する。
【解決手段】超音波モータの振動子とロータとの接触部に用いる摩擦部材は、摩擦面に凹凸を有し、摩擦面は、クロム窒化物相を含む。
(もっと読む)
自動車車体の側部構造

【課題】少なくともAピラー、Bピラー及びルーフレールサイドを備える自動車車体の側部構造を提供する。
【解決手段】サイドシルに接続されて上方へ向けて延びて存在するとともに閉断面を有する第1の部分と、該第1の部分に連続して斜め方向へ向けて延びて存在するとともに閉断面を有する第2の部分とを備えるAピラーと、該Aピラーに連続するとともにBピラーに接続し、閉断面を有するルーフレールサイドとを備える自動車車体の側部構造である。閉断面を有するとともに三次元で屈曲した形状を有し、かつ高周波焼入れ処理された軸方向に単一の部材により構成された側部補強部材が、少なくとも、前記第2の部分の内部及び、前記ルーフレールサイドの内部であって前記Bピラーとの接続部よりも後方の位置までの間に、配置される。
(もっと読む)
鋼製部品、単気筒内燃機関、鞍乗型車両および鋼製部品の製造方法
【課題】転がり軸受に接する表面におけるフレーキングの発生が抑制され、フレーキング寿命に優れた鋼製部品およびその製造方法を提供する。
【解決手段】該鋼製部品は、転がり軸受に接する表面を有する。表面から0.1mmの深さにおいて、残留オーステナイト量が50vol%以上で、且つ、ビッカース硬さHVが710以上である。また、該鋼製部品は疲労強度を向上させるため、浸炭窒化処理が施されているか、または、浸炭処理および窒化処理が施されている。
(もっと読む)
熱間プレス成形された鋼板部材および熱間プレス鋼板部材用鋼板ならびにそれらの製造方法
【課題】焼入れままで靱性が良好で、引張強さが1.8GPa以上の熱間プレス成形された鋼板部材を提供する。
【解決手段】鋼板部材は、旧オーステナイト粒径10μm以下で、自動焼戻しマルテンサイトを含む微細組織を有する。鋼板の化学組成は、C:0.26〜0.45%、Mn+Cr:0.5〜3.0%、Nb:0.02〜1.0%、3.42N+0.001≦Ti≦3.42N+0.5を満たす量のTi、さらにSi:0.5%以下、Ni:2%以下、Cu:1%以下、V:1%以下及びAl:1%以下の1種又は2種以上、場合によりB:0.01%以下、Nb:1.0%以下、Mo:1.0%以下、Ca:0.001〜0.005%の1種又は2種以上を含有する。この鋼板をAc3点以上、(Ac3点+100℃)以下の温度で5分以下保持した後で熱間プレス成形し、次いでMs点までの冷却速度が上部臨界冷却速度以上、かつMs点から150℃までの平均冷却速度が10〜500℃/秒の冷却により焼入れを行う。
(もっと読む)
ボールねじのナットの製造方法及びボールねじのナット
【課題】表面硬化のための熱処理による熱変形を最小限に保ち、コストや手間をさらに低減したボールねじのナットの製造方法、及びその製造方法によって製造されるボールねじのナットを提供する。
【解決手段】内周面11に転動溝16が形成され、該転動溝16と、ねじ軸の外周面に形成された転動溝とで形成される軌道の間に配置されたボールを軌道の終点から始点に戻す一以上の循環溝15が内周面11に形成されたナット素材10の内周面11を高周波によって加熱すると共に、外周面12を冷却処理する。
(もっと読む)
熱処理方法、外側継手部材、及びトリポード型等速自在継手
【課題】高周波焼入れの移動焼入れでもって、大内径部に硬化層を形成することなく強度的に優れたトリポード型等速自在継手の外側継手部材を成形できる熱処理方法、このような熱処理方法で構成された外側継手部材及びトリポード型等速自在継手を提案する。
【解決手段】円周方向に向き合ったローラ案内面27と両ローラ案内面27,27間に設けられた大内径部46からなるトラック溝26が内周の三箇所に形成される外側継手部材21に対して、高周波誘導加熱コイル51が相対的に軸方向に移動する移動焼入れにて、外側継手部材21のローラ案内面27に硬化層Sを形成するためのものである。高周波誘導加熱コイル51には、発生する磁力線を遮断する磁力線遮断体Aが配置され、磁力線遮断体Aによる磁力線遮断によって、外側継手部材21の大内径部46を未焼き部50とする。
(もっと読む)
高強度かつ強度傾斜を有する鋼製熱間加工品の製造方法
【課題】高強度化、強度傾斜化及び製造コストの低減が可能で、良好な被削性も兼ね備えた、高強度かつ強度傾斜を有する鋼製熱間加工品を製造する方法の提供。
【解決手段】特定量のC、Si、Mn、P、S、Al、V、Nを含み、残部はFeと不純物からなる化学組成を有する鋼からなる素材に、次の(1)〜(3)の工程の処理を順に施す。(1)素材全体を750〜950℃に加熱後、熱間加工で粗成形品を得る、(2)得られた粗成形品の体積の50%以下の部分を、平均加熱速度≧5℃/秒で1100〜1300℃に加熱した後、仕上げ成形のための熱間加工を開始し、該熱間加工を加熱終了後15秒以内に終了させ、その後上記熱間加工で仕上げ成形した部分を、平均冷却速度1.5〜30℃/秒で600〜480℃迄冷却して、仕上げ成形品を得る、(3)得られた仕上げ成形品を炉内温度が〔1090−冷却後の温度〕℃〜〔1190−冷却後の温度〕℃の熱処理炉で250〜3600秒保持する。
(もっと読む)
棒状ワークの焼入装置
【課題】ボールネジなどの棒状ワークを軸方向に隣接して配した加熱部と冷却部とによって焼入れする際に、冷却部で用いる冷却液が加熱部側に侵入して棒状ワーク表面の品質を低下させるのを防止する。
【解決手段】 棒状ワーク(ボールネジ100)を軸方向に移動させるワーク駆動部2と、棒状ワークを誘導加熱する加熱部3と、加熱部3で加熱された棒状ワークを冷却する冷却部4を有し、加熱部3と冷却部4とが棒状ワークの移動方向に沿って配置され、加熱部3と冷却部4の間に両者を隔てる仕切板5が配置され、仕切板5は、棒状ワークの外形形状より大きくて、軸方向に移動する前記棒状ワークが間隙を有しつつ通過する仕切通過孔60が形成され、記仕切板5の加熱部3側の板面に遮蔽板6が設けられ、遮蔽板6は、軸方向に移動する棒状ワークが外周を密接させつつ通過する遮蔽通過孔60が形成されている。
(もっと読む)
耐遅れ破壊性に優れたボロン添加高強度ボルト用鋼および高強度ボルト
【課題】CrやMo等の高価な合金元素を多量に添加することなく、1100MPa以上の高強度であっても耐遅れ破壊性に優れたボロン添加高強度ボルト用鋼を提供する。
【解決手段】C:0.20〜0.40%未満、Si:0.20〜1.50%、Mn:0.30〜2.0%、P:0.03%以下(0%を含まない)、S:0.03%以下(0%を含まない)、Ni:0.05〜1.0%、Cr:0.01〜1.50%、Cu:1.0%以下(0%を含む)、Al:0.01〜0.10%、Ti:0.01〜0.1%、B:0.0003〜0.0050%およびN:0.002〜0.010%を夫々含有し、Cu,NiおよびCrよりなる群から選ばれる1種以上を合計で0.10〜3.0%含有し、残部が鉄および不可避的不純物からなり、且つSiの含有量[Si]とCの含有量[C]の比([Si]/[C])が1.0以上であると共に、フェライト・パーライト組織である。
(もっと読む)
溶接熱影響部の耐粒界応力腐食割れ性に優れたラインパイプ用Cr含有鋼管
【課題】X65〜80級の強度と、靭性、耐食性、耐硫化物応力腐食割れ性に優れ、かつ溶接熱影響部の耐粒界応力腐食割れ性に優れたラインパイプ用Cr含有鋼管を提供する。
【解決手段】C:0.001〜0.015%、Si:0.05〜0.50%、Mn:0.10〜2.0%、Al:0.001〜0.10%、Cr:13%以上15%未満、Ni:2.0〜5.0%、Mo:1.5〜3.5%、V:0.001〜0.20%、N:0.015%以下を、P1:11.5〜13.3かつ、P2=(0.5Cr+5.0)−P1:0以上を満足組成とする。これにより、溶接時に1300℃以上のフェライト単相温度域に加熱され、冷却された溶接熱影響部が、全長に対する比率で、旧フェライト粒界の50%以上がマルテンサイト相で占有された組織となり、Cr炭化物の欠乏層の形成が抑制されて、溶接熱影響部の耐粒界応力腐食割れ性が顕著に向上した鋼管となる。
(もっと読む)
長尺鋼材の焼入れ方法
【課題】安価な熱処理設備で、長尺の鋼材における周方向の焼入れ硬さの均一化を達成する方法の提供である。
【解決手段】この焼入れ方法は、長尺の鋼材8を加熱する工程と、加熱された鋼材8を搬送しつつ、この鋼材8に冷却剤を噴射して冷却する工程と、を含む。この冷却剤の噴射速度Vが1m/sを超え30m/s以下であり、噴射角度θが5°以上35°以下である。好ましくは、冷却剤の噴射速度Vが1m/sを超え10m/s以下であり、噴射角度θが15°以上35°以下である。好ましくは、冷却剤の噴射速度Vが10m/sを超え20m/s以下であり、噴射角度θが10°以上30°以下である。好ましくは、冷却剤の噴射速度Vが20m/sを超え30m/s以下であり、噴射角度θが5°以上25°以下である。
(もっと読む)
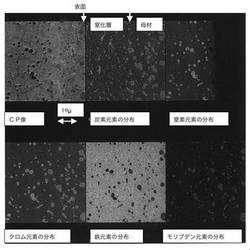
ダイカスト金型用鋼及びダイカスト用金型
【課題】相対的に厚い化合物層を容易に形成することができ、焼付きが起きにくいダイカスト金型用鋼、及び、これを用いたダイカスト用金型を提供すること。
【解決手段】0.25≦C≦0.50mass%、0.0005≦Si≦0.30mass%、0.40≦Mn≦2.00mass%、1.50≦Cr≦3.00mass%、Mo≦2.00mass%、V≦0.60mass%、W≦3.00mass%、及び、Al≦3.00mass%を含み、残部がFe及び不可避的不純物からなり、窒素保有量(=[Si]+[Cr]+[Mo]/2+[V]+[W]+[Al]。但し、[]は、各元素の含有量(mass%)。)が6.00mass%以下であり、少なくとも溶湯と接する面にFe−N系化合物を主相とする厚さ10μm以上の化合物層を形成した状態で用いられるダイカスト金型用鋼及びこれを用いたダイカスト用金型。
(もっと読む)
耐水素脆化特性に優れた高強度亜鉛めっきボルトの製造方法
【課題】耐食性を有し、耐水素脆化特性に優れた1200MPa以上の強度を有する高強度亜鉛めっきボルトの製造方法を提供する。
【解決手段】質量%で、C:0.70〜1.10%、Si:0.05〜2.00%、Mn:0.20〜2.00%を含有し、P:0.020%以下、S:0.020%以下、N:0.0150%に制限し、Al:0.005〜0.100%、Ti:0.002〜0.100%、Nb:0.002〜0.100%のうち何れか1種又は2種以上を含有し、残部がFe及び不可避不純物からなる成分の鋼材を熱間圧延後、30℃/s以上の冷却速度で550〜700℃の温度範囲に冷却し、該温度範囲で30〜300sの間保持し、次に室温まで冷却した後、摩擦係数を0.1以下として伸線加工を行った後、ボルト形状に成形し、電気亜鉛めっき又は溶融亜鉛めっきを施す耐水素脆化特性に優れた高強度亜鉛めっきボルトの製造方法を採用する。
(もっと読む)
高強度鋼部材の成形方法
【課題】TBF鋼を加熱下でプレス成形して高強度鋼部材に成形するにあたり、その加熱下での成形性および成形後の高強度鋼部材の機械的特性をともに改善しうる高強度鋼部材の成形方法を提供する。
【解決手段】TBF鋼板を450〜600℃の温度T℃に加熱し、その温度T℃において下記式で定義されるPt秒以下の保持時間でプレス成形する。
【数1】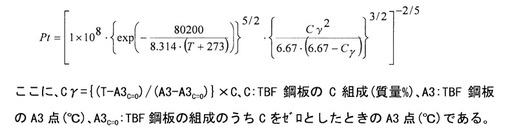 (もっと読む)
(もっと読む)
焼入れ装置
【課題】金属部品の成形および焼入れのための設備に要するコストを低減でき、酸化スケールの生成を防止できながら、高強度かつ高品質な金属部品を得ることができる、焼入れ装置を提供する。
【解決手段】クランプ機構6(下クランプ部材7および上クランプ部材8)により金属部品2が挟持され、その金属部品2の焼入れ対象部分51の両側に第1電極34の接点部41および第2電極36の接点部46が当接される。この状態で、電源43がオンされて、第1電極34および第2電極36間に金属部品2を介して電流が流される。これにより、焼入れ対象部分51にジュール熱が発生し、焼入れ対象部分51が加熱される。その後、焼入れ対象部分51に下冷却型14および上冷却型25が当接され、焼入れ対象部分51が冷却されつつ型締めされる。
(もっと読む)
耐フレッティング摩耗性チタン部材
【課題】フレッティングの発生によるフレッティング疲労、フレッティング摩耗に耐え、疲労強度の向上した耐フレッティング摩耗性チタン部材を供する。
【解決手段】チタン部材20において、少なくとも、他部材と接しフレッティングが発生する当接面20eに、酸化処理を行い表面硬さHmv(荷重0.1kg)を550以上800未満とした後に、ショットピーニングを行い表面硬さHmv(荷重0.1kg)を600以上1000以下とし、酸素拡散層の厚さを10μmから30μmとする。
(もっと読む)
輻射伝熱加熱用金属板及びその製造方法、並びに異強度部分を持つ金属加工品及びその製造方法
【課題】表面反射率が高い場合にも、簡単に所望の温度にまで加熱できる上に、連続的に強度の異なる部分を持つ金属加工品を、低コストで、生産性よく製造することができ、また強度の異なる部分の配置に制約の少ない異強度部分を持つことができる輻射伝熱加熱用金属板及びその製造方法を提供する。
【解決手段】近赤外線による輻射伝熱加熱が行われる金属板の表面の一部または全体に、ドットの数、ドットの1個当たりの大きさ、ドットの分布密度および/または模様の線の数、模様の線の太さ、模様の分布密度、模様のパターンによる反射率低減処理の濃淡が形成されている反射率低減処理処理領域を形成させる。その金属板を輻射伝熱加熱することにより部分的に温度の異なる加熱金属板としたうえ、例えばホットスタンプによって冷却を伴う熱処理加工を行う。
(もっと読む)
タービン車室の製造方法とそのタービン車室
【課題】大きな熱的負荷に対して適用でき、有利に製造できる熱タービン機械の内部車室を提供する。
【解決手段】熱タービン機械の車室は熱的に大きく負荷される内側層4と熱的に僅かしか負荷されない外側層5とから二層構造に形成され、その内側層4は外側層5よりも耐熱性の大きい材料を有しており、前記内側層4が9〜10重量%クロム鋼で形成される。
(もっと読む)
耐熱鋳鋼、耐熱鋳鋼の製造方法、蒸気タービンの鋳造部品および蒸気タービンの鋳造部品の製造方法
【課題】長時間クリープ破断寿命の向上、クリープ破断延性や靭性の向上および高温長期間運用後の経年劣化の抑制のそれぞれを両立させることができる耐熱鋳鋼およびその製造方法、この耐熱鋳鋼を用いて構成された蒸気タービンの鋳造部品およびその製造方法を提供する。
【解決手段】耐熱鋳鋼は、質量%で、C:0.05〜0.15、Si:0.03〜0.2、Mn:0.1〜1.5、Ni:0.1〜1、Cr:8〜10.5、Mo:0.2〜1.5、V:0.1〜0.3、Co:0.1〜5、W:0.1〜5、N:0.005〜0.03、Nb:0.01〜0.2、B:0.002〜0.015、Ti:0.01〜0.1を含有し、残部がFeおよび不可避的不純物からなる。
(もっと読む)
41 - 60 / 593
[ Back to top ]