
Fターム[4K042DB07]の内容
Fターム[4K042DB07]に分類される特許
1 - 20 / 258
穿孔圧延用工具
【課題】耐久性に優れた穿孔圧延用工具およびその製造方法を提供する。
【解決手段】質量%で、C:0.05〜0.5%、Si:0.1〜1.5%、Mn:0.1〜1.5%、Cr:0.1〜1.5%、Mo:0.6〜3.5%、W:0.5〜3.5%、Nb:0.1〜1.0%を含み、さらにCo:0.5〜3.5%、Ni:0.5〜4.0%を、1.0<Ni+Co<4.0を満足する基材の表面にスケール層を形成する。そのスケール層のうち基材側に形成されるスケール層を、深さ方向に10〜200μmの厚さを有する地鉄と複雑に絡み合ったネット状スケール層とし、該ネット状スケール層と基材との界面から深さ方向で少なくとも300μmの範囲の基材側組織を、面積率50%以上のフェライト相を含み、かつ該フェライト相が最大長さ:1〜60μmのフェライト粒を400個/mm2以上含む。
(もっと読む)
熱間プレス成形品およびその製造方法
【課題】Zn−Fe系めっき層を形成した表面処理鋼板を用いて、熱間プレス成形するに際し、プレス成形中に、めっき層の剥離や母材の粒界割れを回避して良好な特性の熱間プレス成形品を製造するための有用な方法、およびこうした方法によって得られる熱間プレス成形品を提供する。
【解決手段】Zn−Fe系めっき層が素地鋼板表面に形成された表面処理鋼板を、熱間プレス成形法によって成形して熱間プレス成形品を製造するに当たり、前記表面処理鋼板を、素地鋼板のAc1変態点以上、950℃以下の温度に加熱し、めっき層中のFe含有量に応じためっき層の凝固点以下の温度まで表面処理鋼板を冷却した後、成形を開始する。
(もっと読む)
被処理物の焼入装置
【課題】載置台に吊下げ状態で保持された被処理物を冷却槽内に浸漬して冷却する際に姿勢を安定化させ、上下段での焼入歪差を低減する。
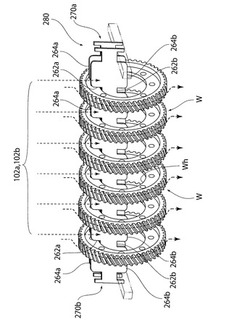
【解決手段】冷却槽100が、パレット80の下降位置における冷却油102に下方を向く循環流102a,102bを起生させる少なくとも一対の攪拌装置104a,104bが配置されて成り、吊下げ治具は、長手方向に複数の掛止溝262aを均等間隔に設けて掛止溝262aに歯車の取付孔Wh内周縁上部を少なくとも2点で支持する櫛歯状の横長トレー280と、横長トレー280の両端に設けられパレット80に立設した一対の支持部に掛止される掛止部270a、270bとを備えている。
(もっと読む)
窒化部品およびその製造方法
【課題】高価なショットピーニングを施さなくても疲労特性の向上を図ることが可能な窒化部品、その製造方法を提供する。
【解決手段】窒化部品は、脱炭層と窒化層とを含む表面硬化層を有する。部品内部の化学成分は、質量%で、C:0.15%以上0.5%未満を含有し、Cr:6.0%以下、V:2.5%以下、Mo:3.0%以下及びAl:1.5%以下から選択される1種又は2種以上を含有し、N含有量が0.03%以下であり、(0.08×[%Cr]+0.29×[%V]+0.15×[%Mo]+0.65×[%Al])/[%C]による窒化係数N1が1.0以上であり、表面硬化層は、その表面の炭素濃度をC1とした場合、(C−C1)/Cによる脱炭率が0.30以上であり、かつ、その表面の窒素濃度をN2とした場合、N2/(C−C1+0.2)による表面窒素濃度係数Nsが1.0以上である。
(もっと読む)
被処理物の焼入装置

【課題】載置台に多段に積層載置した被処理物を冷却槽内に浸漬して冷却する際に上下段での焼入歪差を低減する。
【解決手段】冷却槽100が、エレベータ15によってパレット80が下降する際に、冷却槽100内の下降位置における冷却油102に昇降軸線18に沿って下方を向く循環流102a,102bを起生させる攪拌装置104a,104bが配置され、冷却槽100内の底面には昇降軸線18側から前記攪拌装置に向く流れを形成するダクト108a〜108eが対称位置に配置されている。
(もっと読む)
掘削工具の表面処理方法及び掘削工具
【課題】疲労強度をより高めることができる掘削工具の表面処理方法及び掘削工具を提供する。
【解決手段】駆動系から回転力と衝撃力を与えられて地盤を掘削する工具本体、及び該工具本体を前記駆動系に接続する動力伝達ロッドを備える掘削工具である。熱処理が施された工具本体または前記動力伝達ロッドに、粒子投射によって圧縮残留応力を生じさせる表面処理を少なくとも2度に渡って行う。
(もっと読む)
鋼部材の表面処理方法及び鋼部材の処理品
【課題】 摺動特性に優れた処理品が得られる鋼部材の表面処理方法を提供する。
【解決手段】 鋼部材に対してガス雰囲気中で窒化処理を行い鋼部材表面に窒素拡散層を形成し、その後浸硫処理を行う鋼部材の表面処理方法であって、前記窒化処理工程において該鋼部材表面の鉄窒化化合物層の厚さを1μm以下とし、該鋼部材の表面に浸硫処理を行う。具体的には、前記窒化処理工程において処理条件を次のように制御する。雰囲気条件:NH3ガスの分圧が0.01〜0.07、H2ガスの分圧が0.83〜0.90、N2ガスの分圧が残部、処理温度条件:500〜620℃。
(もっと読む)
熱間プレス部材の製造方法
【課題】従来よりもさらに靭性に優れる熱間プレス部材の製造方法を提供する。
【解決手段】C:0.15〜0.45%、Mn+Cr:0.5〜3.0%、さらにP:0.05%以下、S:0.03%以下、Si:0.5%以下、Ni:3%以下、Cu:1%以下、V:1%以下およびAl:1%以下の1種または2種以上を含有し、残部Fe及び不純物からなる化学組成を有する鋼材を、Ac3点以上(Ac3点+100℃)以下の温度域に10分間以下保持したのちに熱間プレスを施し、次いで上部臨界冷却速度以上の冷却速度でMf点まで冷却する焼入れ処理を施して引張強さを1.2GPa以上としたのちに、150℃以上200℃以下の温度域に10分間以上保持する熱処理を施すことによって、熱間プレス部材を製造する。
(もっと読む)
耐サワー性に優れたラインパイプ用厚肉高強度継目無鋼管およびその製造方法
【課題】耐サワー性に優れた厚肉高強度継目無鋼管を提供する。
【解決手段】焼入焼戻処理を施して、降伏強さ:450MPa超えを有し、少なくとも管最外側または管最内側で荷重:5kgf(試験力:49N)で測定可能なビッカース硬さHV5が、250HV5以下となるように調整する。このためには、焼入処理後に表層を板厚方向深さで表面から0.3mm以上研削する加工処理を施すか、焼入処理を、大気雰囲気中でAc3変態点以上の加熱温度に、120s以上保持したのち、核沸騰状態で水冷する処理、または膜沸騰状態で水冷したのち核沸騰状態で水冷する処理とする。このような焼入れ処理とすることにより、表層の硬さが上記した250HV5以下と低くなり、肉厚中央に向かう途中の位置に最高硬さが示す位置が存在する、M型の硬さ分布を示すか、表層の硬さが最も高くなるが上記した250HV5以下より低くなる、U型またはフラット型の硬さ分布を示す鋼管を得ることができ、耐サワー性が顕著に向上する。
(もっと読む)
ホットプレス成形方法および成形装置
【課題】加熱した鋼板をプレス成形するホットプレス技術において、生産性の向上を図ることができるホットプレス成形方法および成形装置を提供する。
【解決手段】鋼板1のホットプレスを行うに際して、鋼板1を金型(ダイ11、パンチ13)でプレス成形した後、金型間(ダイ11とパンチ13の間)で鋼板1を冷却中(下死点保持中)に鋼板1の温度を測定し、マルテンサイト変態終了温度に達した直後に、金型(ダイ11、パンチ13)を開放して鋼板1を取り出す。
(もっと読む)
転がり軸受およびその製造方法
【課題】組織変化型はく離の抑制と高い靱性の両立を図ることができる転がり軸受を提供する。
【解決手段】浸炭あるいは浸炭窒化処理後、焼き入れ・焼き戻し処理の前に、炉冷して、転がり軸受部品を620〜700℃で所定時間保持する工程を設け、CrとMoを適正量含有する合金鋼を用いた転がり軸受部品の接触面でのC+N量を0.9〜1.4質量%、炭化物の面積率を10%以下とし、この接触面から転動体直径の1%の深さでの、硬さをHv720〜Hv832、残留オーステナイト量を20〜45容量%、圧縮残留応力を50〜300MPaとし、この接触面から転動体直径の1〜3%の深さでの、旧オーステナイト粒径の平均値を20μm以下、旧オーステナイト粒径の最大値を平均値の3倍以下とし、かつ、芯部の硬さをHv400〜550とする。
(もっと読む)
摩擦材用鋼製裏金および鋼製品の製造方法
【課題】優れた耐食性と接着性を兼ね備えた摩擦材用鋼製裏金を提供する。
【解決手段】鋼である母材の表層に、窒化化合物層と窒素拡散層が形成された鋼製品であって、上記窒化化合物層は、窒素拡散層側に形成された第1化合物層と、上記第1化合物層の表面側に形成された第2化合物層とを含み、上記第1化合物層は、Fe3Nを主体とするε構造のものであり、上記第2化合物層は第1化合物層よりも窒素濃度が高くかつ表面に凹凸が形成され、上記第2化合物層の表面凹凸が深さ0.5μm以上の凹部を少なくとも公称長さ50μmあたり3箇所以上の高密度に有する、表面の接着性と耐食性の双方に優れる表面層を形成したものである。これにより、優れた接着性を有し、炭素含有量が極めて少なく耐食性の高い窒化化合物層を形成させることが可能となる。
(もっと読む)
浸窒焼入れ方法
【課題】浸窒焼入れ中に流されるアンモニアガスの流量が不安定になり、ひいては浸窒焼入れ後の鉄鋼品の表面硬度のバラツキが大きくなる。
【解決手段】鉄鋼品の浸窒焼入れ工程の前に、熱処理炉1内のインコネル(登録商標)製ヒータ5やその他の金属材の表面に存在する酸化膜を、アンモニアガスと窒素ガスを2対1の流量比にして熱処理炉1内に導入して還元する還元工程を導入する。その結果、還元工程後に実施される浸窒焼入れ工程で、アンモニアガスの流量を安定にすることができ、浸窒焼入れされた鉄鋼品の表面硬度のバラツキを抑制できる。
(もっと読む)
ピニオンシャフト及びその製造方法
【課題】塑性変形が抑制され、高荷重・高速回転・高温下においても長寿命なピニオンシャフト、及びその製造方法を提供する。
【解決手段】炭素含有量(C(%))が0.80〜1.20質量%、クロム含有量(Cr(%))が0.10〜1.00質量%、マンガン含有量(Mn(%))が0.40〜1.20質量%で、残部が鉄及び不可避不純物からなり、焼入れ性指数DI=D0×FMn×FCr<4.00(但し、D0=0.14+0.2×C(%)、FMn=1+4.1×Mn(%)、FCr=1+2.33×Cr(%))である合金鋼製であり、転動体が転走する軌道部が、周面の長手方向両端部を除いた部分に形成され、かつ、軌道部の最表面層の残留オーステナイト量が20〜40体積%で、硬さが700〜900Hvであり、軌道部を除いた部分の残留オーステナイト量が0体積%で、硬さが300Hv以下であるピニオンシャフト。
(もっと読む)
浸炭焼結体およびその製造方法
【課題】高強度な浸炭焼結体を効率的に製造できる浸炭焼結体の製造方法を提供する。
【解決手段】本発明の浸炭焼結体の製造方法は、Fe、Mn、SiおよびCの合金または化合物からなるFe−Mn−Si−C粉末を鉄合金粉末に加えた原料粉末を、加圧成形して成形体を得る成形工程と、この成形体を浸炭温度が850〜980℃の浸炭雰囲気中で加熱することにより、表面近傍に浸炭層が形成された焼結体である浸炭焼結体を得る浸炭工程と、を備えることを特徴とする。Fe−Mn−Si−C粉末が鉄合金粉末の粒子表面を還元して活性化することにより、浸炭工程中に鉄合金粉末の粒子間にいわゆる焼結ネックが形成される。このため焼結工程を行わずに、成形体の焼結化と浸炭層の形成の両方が浸炭工程によりなされる。こうして本発明の製造方法によれば、高強度な浸炭焼結体を効率的に低コストで製造することが可能となる。
(もっと読む)
熱処理方法および被熱処理物
【課題】短時間の焼入れで炭素濃度勾配を形成する熱処理方法および当該方法により熱処理された被熱処理物を提供すること。
【解決手段】材料に黒鉛鋼を使用した被熱処理物10に対する熱処理方法であって、黒鉛22が母相21に固溶する加熱温度で被熱処理物10の表面層を一定時間加熱する第1工程(a),(b)と、被熱処理物10の表面層に焼入れをするための温度で、被熱処理物10の表面層を加熱して焼入れを行う第2工程(d)とを有する熱処理方法。
(もっと読む)
車両懸架用ばね部品用鋼、車両懸架用ばね部品およびその製造方法
【課題】 素材自体の耐食性を向上させ、かつ引張強度が1300MPa以上の高強度で、耐食性と低温靭性に優れた車両懸架用ばね部品用鋼、車両懸架用ばね部品およびその製造方法を提供する。
【解決手段】 質量%で、C:0.15〜0.35%、Si:0.6%超え1.5%以下、Mn:1〜3%、Cr:0.3〜0.8%、sol.Al:0.005〜0.080%、Ti:0.005〜0.060%、Nb:0.005〜0.060%、Ti+Nb≦0.07%、N:150ppm以下、P:0.035%以下、S:0.035%以下、Cu:0.01〜1.00%、Ni:0.01〜1.00%を含み、残部がFe及び不可避不純物からなり、引張強さ1300MPa以上を有する耐食性と低温靭性に優れている。
(もっと読む)
せん断加工部品およびその製造方法
【課題】高強度鋼板のせん断加工面の端面の表層の組織に着目して、その組織を、水素割れが生じにくい組織とすることによって、せん断加工面の端面の水素割れ性を改善したせん断加工部品およびその製造方法を提供することを課題としている。
【解決手段】鋼板にせん断加工を施してなるせん断加工部品であって、せん断加工の端面の表面から深さ方向に少なくとも30μmの範囲内の領域が、平均粒径5.0μm以下、平均アスペクト比1〜3のポリゴナルフェライトを50%以上含む組織からなるせん断加工部を、少なくとも一つ有することを特徴とするせん断加工部品。
(もっと読む)
熱間プレス用鋼板およびそれを用いた熱間プレス部材の製造方法
【課題】熱間プレス時にスケールやZnOの生成を抑制可能な耐酸化性に優れる熱間プレス用鋼板およびそれを用いた熱間プレス部材の製造方法を提供する。
【解決手段】鋼板表面に、10〜25質量%のNiを含み、残部がZnおよび不可避的不純物からなり、付着量が10〜90g/m2のめっき層を有することを特徴とする熱間プレス用鋼板。
(もっと読む)
熱間プレス用鋼板およびそれを用いた熱間プレス部材の製造方法
【課題】穴あき耐食性に優れる熱間プレス部材の得られる熱間プレス用鋼板およびそれを用いた熱間プレス部材の製造方法を提供する。
【解決手段】鋼板表面に、順に、60質量%以上のNiを含み、残部がZnおよび不可避的不純物からなり、付着量が0.01〜5g/m2のめっき層Iと、10〜25質量%のNiを含み、残部がZnおよび不可避的不純物からなり、付着量が10〜90g/m2のめっき層IIとを有することを特徴とする熱間プレス用鋼板。
(もっと読む)
1 - 20 / 258
[ Back to top ]