
Fターム[4K042DC01]の内容
Fターム[4K042DC01]に分類される特許
21 - 40 / 128
転がり摺動部材の製造方法

【課題】4WD車用電子制御カップリング(ITCC)などに用いられる薄肉の転がり軸受の製造方法であって、エネルギー損失が小さく、靱性に優れた転がり摺動部材を効率よく製造することができる転がり摺動部材の製造方法を提供すること。
【解決手段】軸受用鋼からなり、所定形状に形成された転がり摺動部材用ワークを焼入れた後、加熱開始温度を10〜100℃とし、加熱終了温度を220〜350℃とし、加熱終了時と加熱開始時との間の時間を加熱時間とし、式:
〔昇温速度〕=(加熱終了温度−加熱開始温度)/加熱時間
で表される昇温速度が7〜35℃/sとなるように前記焼入れた転がり摺動部材用ワークを加熱し、加熱終了時から加熱終了温度で保持することなく冷却することによって焼戻すことを特徴とする転がり摺動部材の製造方法。
(もっと読む)
合金鋼部品のアニールシステム及び方法

【課題】合金鋼部品の一部分を熱処理するシステム及び方法を提供する。
【解決手段】システム10は第一エンクロージャ14と第一エンクロージャ14に対向する第二エンクロージャ16とを備える。第一エンクロージャ14及び第二エンクロージャ16は合金鋼部品の一部分だけの周囲にチャンバ22を画成する。システム10はさらに、チャンバ22内に合金鋼部品の一部分を加熱する発熱体42を備える。合金鋼部品を熱処理する方法では、合金鋼部品の第一側面に対して第一エンクロージャ14を配置し、合金鋼部品の第二側面に対して第二エンクロージャ16を配置する。本方法ではさらに、第一エンクロージャ14と第二エンクロージャ16の間かつ合金鋼部品の一部分だけの周囲に実質的に気密なチャンバ22を形成し、実質的に気密なチャンバ22内にある合金鋼部品の部分を加熱する。
(もっと読む)
連続式熱処理炉の設計方法及び連続式熱処理炉
【課題】加熱能力、均熱能力及び冷却能力が適正で、安定した品質の被熱処理材が得られる連続式熱処理炉を設計することが可能な設計方法を提供する。
【解決手段】本発明は、以下の第1〜第4ステップを含む。(第1ステップ)均熱帯及び冷却装置1の構造に応じて、均熱帯の終了位置Eと冷却帯の冷却開始位置Sとの間の距離Lを決定。(第2ステップ)V≧距離L×均熱帯の終了位置と冷却帯の冷却開始位置との間における被熱処理材Mの温度低下定数ΔTa/均熱温度T1と冷却開始温度下限値T2との温度差ΔT1、を満足する被熱処理材の搬送速度Vを決定。(第3ステップ)Lh1≧V×均熱時間t、を満足する均熱帯の長さLh1を決定。(第4ステップ)Lh2≧(加熱帯において被熱処理材を均熱温度まで昇温するのに必要な昇温量ΔT2/加熱帯における被熱処理材の昇温定数ΔTb)×V、を満足する加熱帯の長さLh2を決定。
(もっと読む)
メッキ鋼材の熱間プレス成形方法及びこれを用いた熱間プレス成形品
本発明は、メッキ鋼材を用いた熱間プレス成形の際に、ブランクに適正な熱処理条件を付与してメッキ層揮発及び酸化スケールの発生を抑制し、且つ2次加熱時に温度の差を付与して異なる強度と物性を確保することができる熱間プレス成形方法に関し、上記メッキ鋼材全体を1次加熱し維持する段階と、上記維持後、メッキ鋼材の全体又は一部をさらに急速加熱する2次加熱段階と、上記2次加熱されたメッキ鋼材を熱間プレス成形し冷却する段階と、を含むメッキ鋼材の熱間プレス成形方法及びこれを用いた熱間プレス成形品に関する。 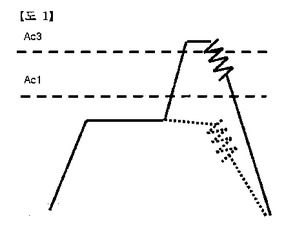 (もっと読む)
(もっと読む)
表面特性に優れた熱間プレス用亜鉛めっき鋼板並びにこれを利用した熱間プレス成形部品及びその製造方法
本発明の一側面は表面から深さ1μm以内に、酸化反応時に酸素1モール当たりのギブス自由エネルギー減少量がCrより小さい金属の表面拡散層を含む素地鋼板と、上記酸化反応時に酸素1モール当たりのギブス自由エネルギー減少量がCrより小さい金属の表面拡散層上に形成されたAlを30重量%以上含むAl濃化層と、上記Al濃化層上に形成された亜鉛めっき層を含み、上記表面拡散層と上記Al濃化層の間には平均厚さが150nm以下の焼鈍酸化物が不連続的に分布し、上記素地鋼板の表面から深さ1μm以内に上記酸化反応時に酸素1モール当たりのギブス自由エネルギー減少量がCrより小さい金属の含量が0.1重量%以上である表面特性に優れた熱間プレス用亜鉛めっき鋼板を提供することで、焼鈍前に酸素親和力の少ない金属を有効な厚さにコーティングし、鋼板表面に焼鈍酸化物が生成することを抑制して均一な亜鉛めっき層を形成し、プレス加工熱処理時に亜鉛めっき層の合金化が促進されて亜鉛めっき層の溶融温度が短時間内に上昇することで、めっき層の劣化を防止することができ、熱間プレス成形後に形成された内部酸化物の発生を最小化することができる。
また、本発明の他の一側面によると、熱間プレス加熱時にめっき層の表面に亜鉛めっき層の劣化を防止することができる酸化物層を形成させ、めっき層内のZn、Fe及び金属の3元相を形成させて亜鉛めっき層を安定的に保持することができ、表面状態を良好に確保してリン酸塩処理性に優れ、別途のリン酸塩処理をしなくても電着塗装時に塗装性及び途膜密着性を確保することができ、熱間プレス成形時に素地鋼板にクラックが発生することを防止して加工性を向上させることができる。 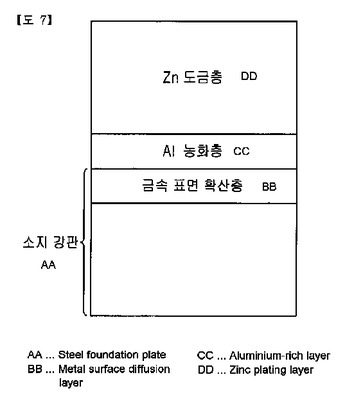 (もっと読む)
(もっと読む)
機械部品の製造方法
【課題】軟質の鋼材を用いても、製品の強度を十分に確保することができ、前記変形抵抗と部品強度との両立を図れる、冷間鍛造を用いた機械部品の製造方法を提供する。
【解決手段】C含有量を0.06質量%以下の極低炭素領域に下げた軟質の機械構造用鋼を冷間鍛造して機械部品を製造するに際し、前記機械部品の部分的な高強度化領域に対応する素材機械構造用鋼における部分的な高強度化領域の固溶N量を高強度化のために必要な量に予め高めた上で、この部分的な高強度化領域に対して200℃以下の雰囲気温度で塑性ひずみを付与する冷間鍛造を行い、前記機械部品の部分的な高強度化領域の強度を高めるとともに、前記機械部品形状とする。
(もっと読む)
エッジ部を有するワークの浸炭方法
【課題】エッジ部を有する各種ワークをプラズマ浸炭方法で浸炭を行う際、エッジ部と平坦部との炭素濃度の差が小さく、冷却時にエッジ部に生じる網状の炭化物の生成を抑制し、さらに特許文献1に記載の方法における課題も同時に解決すること。
【解決手段】真空炉内に、エッジ部を有するワークを収容し、該真空炉内に浸炭性ガスを供給してグロー放電するプラズマ浸炭処理(浸炭処理工程)を施した後、引き続きアルゴンに代表される不活性ガスを含む中性あるいは還元性のガスプラズマ処理によりワーク表面層の炭素をワーク内部に拡散させる工程(拡散工程)を有することを特徴とする、エッジ部を有するワークの浸炭方法。
(もっと読む)
板状ワークの熱処理方法
【課題】 生産性の高い電磁誘導加熱による熱処理方法を提供する。
【解決手段】 本願の熱処理方法は、金属製の板状ワーク32を熱処理する方法に関する。板状ワーク32は、貫通孔を有しており、その貫通孔の周囲を一巡する電流経路が形成可能となっている。この熱処理方法は、貫通孔の位置が一致するように複数のワーク32を積層する積層工程と、積層された複数のワーク32の各貫通孔を貫くように設置されたコア30に交番磁束を発生させることで、各ワーク32の電流経路に電流を誘導してワーク32を加熱する加熱工程と、を有する。
(もっと読む)
ホットプレス部材、ホットプレス部材用鋼板、ホットプレス部材の製造方法
【課題】表面硬度の低下が小さい980〜2130MPaのTSを有するホットプレス部材、そのホットプレス部材用鋼板、およびそのホットプレス部材の製造方法を提供する。
【解決手段】質量%で、C:0.09〜0.38%、Si:0.05〜2.0%、Mn:0.5〜3.0%、P:0.05%以下、S:0.05%以下、Al:0.005〜0.1%、N:0.01%以下、Sb:0.002〜0.03%を含有し、残部がFeおよび不可避的不純物からなる組成を有し、引張強度TSが980〜2130MPaであることを特徴とするホットプレス部材。
(もっと読む)
ワークピースを硬化する方法及び装置、並びに該方法により硬化されたワークピース
本発明は、ワークピースを熱処理するための方法及び装置に関し、該装置は、冷却室及び、ワークピースが加熱装置の直接熱放射により950から1200℃に加熱される2つ以上の浸炭室を備える。 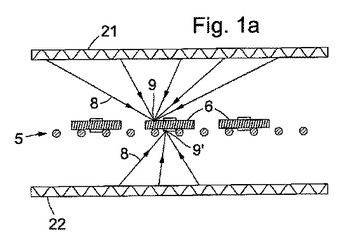 (もっと読む)
(もっと読む)
鉄クロム合金の製造法
本発明は、合金から製造された半製品をサーモメカニカル処理することによる、ラーベス相及び/又はFe含有粒子及び/又はCr含有粒子及び/又はSi含有粒子及び/又は炭化物が析出した鉄クロム合金からの部品の製造法において、第一の工程において、合金を溶解焼鈍温度以上の温度で溶解焼鈍し、次いで、静止保護ガス又は空気、運動している(吹き付けられた)保護ガス又は空気中で、又は水中で冷却し、第二の工程において、半製品の機械加工を0.05〜99%の範囲で実施し、かつ後続の工程において、加工された半製品から完成された部品を0.1℃/分〜1000℃/分で加熱して550℃〜1000℃の適用温度にすることによって、ラーベス相Fe2(M,Si)又はFe7(M,Si)6及び/又はFe含有粒子及び/又はCr含有粒子及び/又はSi含有粒子及び/又は炭化物を意図的かつ微細に分布させる方法に関する。 (もっと読む)
焼入れ用治具
【課題】CVTエレメントに代表される金属小物部品を、表面傷を生じさせることなく、全体にわたり、多量かつ均一に焼入れ処理することができ、かつ、寿命が長い、金属小物部品用の焼入れ用治具を提供すること。
【解決手段】当該金属小物部品用の焼入れ用治具は、主にモリブデンを構成材料とする。金属小物部品用の焼入れ用治具は、金属小物部品10を、連続的かつ多量に、歯部3T間の凹部に立て掛けて収納することができる複数の歯部3Tからなる櫛歯部3を備えており、各歯部3Tは、鉛直方向に対して一定の角度α°に傾くように加工されている。
(もっと読む)
高延性ダイクエンチによる高強度成形品及びその製造方法
【課題】熱間プレス部材であっても、高延性を有する高強度成形品及びその製造方法を提供する。
【解決手段】高張力鋼板をオーステナイト域に加熱し、金型内でプレス成形及び冷却して成る高強度成形品1であり、金属組織は、前オーステナイト粒界を含む全領域において炭化物2が微細分散されたマルテンサイト組織を有している。さらに、母材となる高張力鋼板の組織中の前オーステナイト粒径が10μm以下であるようにすることが好ましい。高強度成形品は、上記のマルテンサイト組織を有しているので、引張り強度が高く、且つ高い延性を有している。
(もっと読む)
鍛鋼品及びクランク軸
【課題】炭素鋼からなる鍛鋼品の耐水素割れ性を、合金元素添加という手段によらずに、組織設計によって向上させること。
【解決手段】C:0.15〜0.50%、Si:0.6%以下、Mn:0.5〜1.4%、Ni:0.1〜2.5%、Cr:0.1〜1.1%、Mo:0.1〜0.7%、V:0.01〜0.3%、S:0.0002〜0.01%、及びO:0.002%以下を含有し、残部が鉄及び不可避的不純物からなり、深さD/4(D:鍛鋼品の直径)の鋼断面において観察される組織が、フェライト組織またはフェライト−パーライト混合組織が90面積%以上であり、且つベイナイト組織が0.008〜5面積%であり、ベイナイト組織の平均粒径が10μm以下であり、ベイナイト組織の最大粒径が50μm以下であり、ベイナイト組織のラス間隔が1.0μm以下である鍛鋼品。
(もっと読む)
被覆熱処理鋼材およびその製造方法
【課題】少なくとも片面にめっき皮膜を有する鋼材の少なくとも一部を焼入れ可能温度域に加熱した後に冷却する熱処理を行っても、自動車用部材としての塗装後の適正な耐食性を有し、熱処理に伴うスケールの発生を抑制できる被覆熱処理鋼材を提供する。
【解決手段】少なくとも一つの面にアルミニウムベース合金のめっき皮膜を有する鋼材の少なくとも一部を焼入れ可能温度域に加熱する熱処理を行われてなる被覆熱処理鋼材であって、熱処理を行われた部分の少なくとも一部の表面に鉄−アルミニウムが合金化された皮膜を有し、この皮膜が耐食性を有し、かつ高温で潤滑機能を確保し得る皮膜である被覆熱処理鋼材である。
(もっと読む)
被覆熱処理鋼材およびその製造方法
【課題】少なくとも片面にめっき皮膜を有する鋼材の少なくとも一部を焼入れ可能温度域に加熱した後に冷却する熱処理を行っても、自動車用部材としての塗装後の適正な耐食性を有し、熱処理に伴うスケールの発生を抑制できる被覆熱処理鋼材を提供する。
【解決手段】少なくとも一つの面に被覆されたアルミニウム系めっき皮膜を備える鋼材を、Ac3点以下の温度で合金化処理された鋼材の少なくとも一部を焼入れ可能温度域に加熱する熱処理を行われてなる被覆熱処理鋼材であって、熱処理を行われた部分の少なくとも一部の表面に鉄−アルミニウムが合金化された皮膜を有し、この皮膜が、耐食性を有し、かつ高温で潤滑機能を確保し得ることを特徴とする被覆熱処理鋼材である。
(もっと読む)
鋼管の熱処理方法及び熱処理設備
【課題】鋼管の全体を反りなどの変形を生じさせることなく均一に熱処理することができ、鋼管の内部への冷却水の浸入によるトラブル発生のおそれもない鋼管の熱処理方法及び熱処理設備を提供する。
【解決手段】下り勾配を持たせて配置された多数のローラ2によって鋼管Pを回転させながら、インダクションヒータ3と保持炉4と冷却装置5との内部を順次移動させ、昇温、保持、急冷の熱処理を施す。搬送経路1に3〜6°の下り勾配を持たせたことにより、鋼管Pの内部への冷却水の浸入が抑制され、均一な熱処理が可能となる。
(もっと読む)
高炭素鋼レールの製造方法
【課題】高炭素含有のレール鋼片において、仕上げ圧延後にレール頭部表面を加速冷却し、その後、オーステナイト域まで昇温・保持し、更に加速冷却することにより、海外の貨物鉄道で使用されるレール靭性を向上させ、使用寿命を向上させる。
【解決手段】質量%で、C:0.60〜1.20%、Si:0.05〜2.00%、Mn:0.05〜2.00%を含有し、残部がFe及び不可避的不純物からなるレール圧延用鋼片を粗圧延、中間圧延、引き続いて仕上圧延を行い、A3又はAcm線〜1000℃の温度を有したレール頭部表面を、冷却速度2〜20℃/secで450〜680℃まで急冷し、その後、A3又はAcm線〜950℃の温度域まで昇温速度2〜50℃/secで温度上昇させ、その後、当該温度範囲内で1.0〜900sec保持し、さらにその後、冷却速度5〜30℃/secで450〜650℃まで加速冷却することを特徴とする高炭素鋼レールの製造方法。
(もっと読む)
金属部材の再生熱処理方法
【課題】金属部材の溶接熱影響部のクリープ強度を確実かつ十分に回復させることができる熱処理方法を提供する。
【解決手段】加熱装置により金属部材の溶接熱影響部をA3変態点以上の温度T1まで加熱した後、その温度T1で所定時間保持する。その後、金属部材を所定の温度T3まで低下させた後、A3変態点未満の温度T2まで再加熱する。その温度T2で所定時間保持した後、金属部材を常温まで冷却する。金属部材を温度T1まで加熱する際の加熱速度は、50℃/h以上800℃/h未満の加熱速度に設定される。
(もっと読む)
熱間プレス用鋼板およびその製造方法ならびに熱間プレス用鋼板部材の製造方法
【課題】最適な強度と高い延性とを兼ね備えることから、自動車のボデー構造部品、足回り部品等を始めとする機械構造部品等に用いるのに好適な熱間プレス用鋼板を提供する。
【解決手段】C:0.15〜0.45%、Mn+Cr:0.5〜3.0%、P:0.05%以下、S:0.03%以下、Si:0.5%以下およびAl:1%以下を含有し、残部Feおよび不純物からなる化学組成を有し、フェライト中に炭化物が分散した鋼組織であって、フェライトの平均粒径D(μm)が3〜13μm、分散した炭化物の平均すきま間隔λ(μm)が5μm以下で、かつD<90λ2を満足する鋼組織を有するとともに、0.2%耐力が310〜400MPa、引張強さが400MPa以上、均一伸びが12%以上および全伸びが20%以上である機械特性を有する熱間プレス用鋼板である。
(もっと読む)
21 - 40 / 128
[ Back to top ]