
Fターム[4K042DC01]の内容
Fターム[4K042DC01]に分類される特許
1 - 20 / 128
軟磁性合金、軟磁性合金磁心およびその製造方法
ガス炉の制御装置及び方法
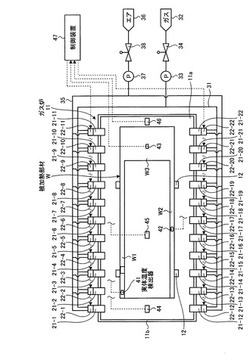
【課題】ガス炉の制御装置及び方法において、被加熱部材の高精度な熱処理を可能とする。
【解決手段】炉壁に複数のバーナ21を設けてガス炉11を構成し、炉内に支持された被加熱部材Wにおける薄肉の円筒部W1と中間部W2と厚肉の底部W3の温度を直接検出する温度検出器41,42,43を設け、制御装置47は、この温度検出器41,42,43が検出した被加熱部材Wの実体温度に基づいて、この実体温度が目標温度となるように、複数のバーナ21の出力を調節する。
(もっと読む)
ばね用材料およびその製造方法並びにばね
【課題】引張強度が1900MPa以上と高強度であり、かつ高い延性を有するばね用材料およびその製造方法を提供する。
【解決手段】所定成分を含有する鉄系合金からなり、任意の断面における内部組織の面積比率で、焼戻しマルテンサイトが30〜80%、下部ベイナイトが5〜70%、残留オーステナイトが8〜15%であり、残留オーステナイト中の平均炭素濃度が1.0〜2.0wt%であるばね用材料であり、その製造方法は、Ac3点を超え(Ac3点+250℃)以下の温度でオーステナイト化する工程と、20℃/秒以上の速度で冷却し、(Ms−200℃)以上Ms点以下の温度で10〜60秒間保持する焼入れ工程と、10℃/秒以上の速度で加熱し、Ms点を超え(Ms点+70℃)以下の温度で90〜3600秒間保持する等温変態工程と、室温まで冷却する冷却工程とを順に行い製造する。
(もっと読む)
熱間プレス用鋼板およびそれを用いた熱間プレス部材の製造方法
【課題】熱間プレス後の穴あき耐食性に優れるとともに、冷間プレス性にも優れる熱間プレス用鋼板およびそれを用いた熱間プレス部材の製造方法を提供する。
【解決手段】鋼板表面に、順に、60質量%以上のNiを含み、残部がZnおよび不可避的不純物からなり、付着量が0.01〜5g/m2のめっき層Iと、10〜25質量%のNiを含み、残部がZnおよび不可避的不純物からなり、付着量が10〜90g/m2のめっき層IIと、固形潤滑剤を含む潤滑層とを有することを特徴とする熱間プレス用鋼板。
(もっと読む)
車両懸架用ばね部品用鋼、車両懸架用ばね部品およびその製造方法
【課題】 素材自体の耐食性を向上させ、かつ引張強度が1300MPa以上の高強度で、耐食性と低温靭性に優れた車両懸架用ばね部品用鋼、車両懸架用ばね部品およびその製造方法を提供する。
【解決手段】 質量%で、C:0.15〜0.35%、Si:0.6%超え1.5%以下、Mn:1〜3%、Cr:0.3〜0.8%、sol.Al:0.005〜0.080%、Ti:0.005〜0.060%、Nb:0.005〜0.060%、Ti+Nb≦0.07%、N:150ppm以下、P:0.035%以下、S:0.035%以下、Cu:0.01〜1.00%、Ni:0.01〜1.00%を含み、残部がFe及び不可避不純物からなり、引張強さ1300MPa以上を有する耐食性と低温靭性に優れている。
(もっと読む)
熱間プレス用鋼板およびそれを用いた熱間プレス部材の製造方法
【課題】熱間プレス時にスケールやZnOの生成を抑制可能な耐酸化性に優れる熱間プレス用鋼板およびそれを用いた熱間プレス部材の製造方法を提供する。
【解決手段】鋼板表面に、10〜25質量%のNiを含み、残部がZnおよび不可避的不純物からなり、付着量が10〜90g/m2のめっき層を有することを特徴とする熱間プレス用鋼板。
(もっと読む)
熱間プレス用鋼板およびそれを用いた熱間プレス部材の製造方法
【課題】穴あき耐食性に優れる熱間プレス部材の得られる熱間プレス用鋼板およびそれを用いた熱間プレス部材の製造方法を提供する。
【解決手段】鋼板表面に、順に、60質量%以上のNiを含み、残部がZnおよび不可避的不純物からなり、付着量が0.01〜5g/m2のめっき層Iと、10〜25質量%のNiを含み、残部がZnおよび不可避的不純物からなり、付着量が10〜90g/m2のめっき層IIとを有することを特徴とする熱間プレス用鋼板。
(もっと読む)
転がり摺動部材およびその製造方法ならびに転がり軸受

【課題】耐食性に優れる転がり摺動部材を提供する。
【解決手段】0.16-0.19質量%Cと0.15-0.55質量%Siと0.20-1.55質量%Mnと2.4-3.2質量%Crとを含有し、Ni及びMoを0.01-0.2質量%及び0.001質量%以上0.1質量%未満含有し、焼入れ性指数5.4以上の鋼材に前加工、有効硬化層深さ1.5-8mmとなる浸炭処理、中間焼鈍処理、焼入れ焼もどし処理及び仕上げ加工を施し、摺動表面から0.05mmまでの範囲における炭素含有量0.8-1.2質量%、表面から0.1mmの深さの位置でのビッカース硬さ700-840及び残留γ量20-40体積%、表面から0.03mmの深さの位置での炭化物面積率1.5-8%、摺動面の軸方向長さ中央に位置し、かつ厚さ方向中央に位置する部分でのビッカース硬さ300-510及びマルテンサイト変態率50-100%の転がり摺動部材2,3,4を得る。
(もっと読む)
優れた性能用の変化する機械的特性を持つコイル管とその連続熱処理製法
【課題】長さに沿って改良され、変化する特性を有するコイル管を提供する。
【解決手段】連続動的熱処理過程(CDHT)を使うことにより生産され、長さに沿って改良され、変化する特性を有するコイル管。コイル管はスプールからほどかれ、連続動的熱処理過程に供され、そしてスプール上に捲かれる。連続動的熱処理過程は“複合”管を、該管の長さに沿った該管の特性が選択的に変えられるよう、作ることが出来る。例えば、該管の特性は、該管が使用される特定応用のために該管の長さに沿って選択的に誂えられることが出来る。
(もっと読む)
機械部品の製造方法
【課題】表面硬化処理をした機械部品の製造方法において、浸炭と高周波焼入れとの併用を可能にし、全体として歪みが小さく、かつ表面強度が高い機械部品を製造する方法を提供する。
【解決手段】質量%で、C:0.10〜0.30%、Si:0.50〜3.00%、Mn:0.30〜3.00%、P:0.030%以下、S:0.030%以下、Cu:0.01〜1.00%、Ni:0.01〜3.00%、Cr:0.20〜1.00%、Al:0.20%以下およびN:0.05%以下を含有し、残部がFeおよび不可避な不純物からなり、かつ、[Si%]+[Ni%]+[Cu%]−[Cr%]>0.50 の条件を満たす合金組成を有する鋼を材料として使用し、これを部品形状に加工し、真空浸炭処理を施したのち徐冷し、ついで高周波焼入れにより表面を硬化させることからなり、高周波焼入れを、760〜900℃に加熱してこの範囲内の温度に保持した後、水冷却することにより実施する。
(もっと読む)
鋼製歯車およびその製造方法
【課題】従来より高い寸法精度を有する鋼製歯車を提供する。
【解決手段】鋼製歯車1は、外周面20aに歯形10が形成された外周リング部2、内周面20bから内方に延設されたフランジ部3を有する。外周リング部2は、フランジ部3との連結部Lよりも軸方向一方側に突出する第1突出部21、他方側に突出する第2突出部22を備える。第1突出部21と第2突出部22の軸方向長さは略同等である。外周リング部2には、歯形10の表層の浸炭層4と、浸炭層4を含み外周面20aから内方に向かう深さが浸炭層4の深さよりも深い領域であって高周波誘導加熱によりオーステナイトになるまで加熱された履歴を有する熱履歴層5とが形成されている。歯底104から内方に向かう熱履歴層5の深さTは、フランジ部3との連結部Lよりも第1突出部21及び第2突出部22の方が深く、第1突出部21と第2突出部22とにおいて略同等である。
(もっと読む)
熱間プレス用鋼板およびそれを用いた熱間プレス部材の製造方法
【課題】熱間プレス時にスケールやZnOの生成が十分に抑制されて耐酸化性に優れるとともに、めっき層中の元素に起因する液体金属脆性割れが起こることのない耐液体金属脆性に優れた熱間プレス用鋼板およびそれを用いた熱間プレス部材の製造方法を提供する。
【解決手段】鋼板表面に、融点が800℃以上であり、片面当たりの付着量が10〜90g/m2のめっき層を有することを特徴とする熱間プレス用鋼板。
(もっと読む)
低温における優れた靭性および硫化物応力腐食亀裂抵抗をもつ高強度の鋼管
【課題】低温における優れた靭性および硫化物応力腐食亀裂抵抗をもつ高強度の鋼管を提供する。
【解決手段】鋼組成を特定範囲とし、フェライト、高ベイナイトまたは粒状ベイナイトの実質的形成を伴わずに、約60容量%以上で約40容量%以下の低ベイナイトの微細組織が得られる焼き入れし、焼き入れ後、管を焼き戻しすることを特徴とする。
(もっと読む)
熱処理筒状金属部材及びその熱処理筒状金属部材の製造方法
【課題】可能な限り冷却設備を必要とせず、且つ、被熱処理部材の熱変形を強制的に防止するための保持部材も不要な、高周波熱処理方法を用いた筒状部材の内周面及び外周面の表面焼入れ方法を提供する。
【解決手段】この課題を解決するため、筒状金属部材を構成する壁面の外周面及び内周面を高周波熱処理して得られた熱処理筒状金属部材1であって、当該筒状部材の径方向に対する垂直断面の結晶組織観察において、当該筒状部材の外周面の一端側から他端側にかけて形成した外周側焼入れ領域2に、1箇所以上の焼入れ深さが浅くなった箇所を備え、当該筒状部材の内周面の一端側から他端側にかけて形成した内周面側焼入れ領域3は、その領域内の焼入れ深さを略均一な厚さとすることで、筒状金属部材の熱処理による変形を抑制したことを特徴とする熱処理筒状金属部材を採用する。
(もっと読む)
Zn−Al−Mg系めっき熱処理鋼材およびその製造方法
【課題】亜鉛系めっき鋼材を熱処理しても、所定のめっき層を残存させ、自動車用部材としての塗装後の耐食性および塗膜密着性が確保された亜鉛系めっき熱処理鋼材を提供する。
【解決手段】亜鉛系めっき鋼材に、塑性変形が可能な温度域または焼入れが可能な温度域への加熱を行って得られ、表面に存在するめっき層の付着量が片面当たり20〜100g/m2であり、めっき層のFe濃度が0.1%〜50%であり、Al濃度が4〜15%、Mg濃度が1%以上、Si濃度が0.5%以下でかつ当該めっき層にη相が存在した亜鉛系めっき熱処理鋼材である。めっき層の付着量が片面当たり30〜150g/m2であるとともにめっき層中に30%以下のFeを含有する亜鉛系めっき鋼材に、30℃/秒以上の昇温速度で前記温度域への加熱を行ってから30℃/秒以上の冷却速度での冷却を行った後、亜鉛系めっき鋼材の表面に当接する加圧ロールによって亜鉛系めっき鋼材の表面に残存するめっき層の表面粗度を調整することにより、製造される。
(もっと読む)
薄肉鋼加工品及びその熱処理方法
【課題】 普通鋼を所定形状に加工してなる薄肉鋼加工品の所望部位を効率的に高強度化できる薄肉鋼加工品の熱処理方法を提供する。
【解決手段】板厚1.2mm以下、好ましくは板厚0.8mm以下の普通鋼からなる所定形状に加工された薄肉鋼加工品の所望部位を400℃/秒以上の加熱速度でA1変態点以上に急加熱し、A1変態点付近から800℃/秒以上の冷却速度で急冷する工程を有している。薄肉鋼加工品を従来よりも薄い薄肉鋼を使用して製作し、その所望部位に、従来よりも速い加熱速度及び冷却速度で熱処理を施すことにより、合金元素を添加することなく、高強度化が極めて困難であった普通低炭素鋼の高強度化が極めて迅速に可能となり、量産性に適している。
(もっと読む)
機械構造部品の製造方法
【課題】焼戻し軟化抵抗の向上させる鋼素材を使用しても、加工性を良好とすることができる機械構造部品の製造方法を提供する。
【解決手段】質量%で、C:0.3〜1.5%と、Mn:0.2〜2.0%と、Si:0.5〜2.0%、Cr:0.1〜1.5%、Mo:0.1〜1.5%、V:0.05〜0.5%及びNb:0.005〜0.2%からなるグループから選択された1種又は2種以上と、残部Fe及び不可避的不純物とからなる鋼素材を軟化処理して、フェライト面積率30%以上のフェライトとパーライトとからなる金属組織、フェライトと球状炭化物とからなる金属組織、又はフェライトと粒状セメンタイトからなる金属組織とする工程と、軟化処理された鋼素材を所定の形状に加工処理する工程と、加工処理された鋼素材に少なくとも2回の高周波熱処理を行なって表層の金属組織をマルテンサイトとし、それに続く中間層の金属組織を焼戻しマルテンサイト、又は、焼戻しマルテンサイトとフェライトとパーライトとする。
(もっと読む)
鉄鋼部材の焼入れ方法、焼入れ鉄鋼部材及び焼入れ表面保護剤
【課題】圧強度、耐摩耗性、曲げ疲労強度等の機械的強度により優れた機械構造用部品の表面硬化処理技術を提供する。
【解決手段】鉄鋼部材の表面に硬質窒化物層が形成され、さらにその上層として、Ti、Zr、Hf、V、Nb、Ta、Cr、W、Mo及びAlからなる群の中から選択される少なくとも1種の元素を含有するセラミック前駆体層を形成し、焼き入れ処理を施すことにより、金属酸化物を含む無機化合物層が形成されたことを特徴とする焼入れ鉄鋼部材。
(もっと読む)
熱間プレス鋼材の製造方法
【課題】熱処理による鋼のスケール発生を抑制することができ、溶接性や塗装密着性に優れた熱処理鋼材を製造する手段を提供する。
【解決手段】無機系バインダーと金属顔料とを媒体中に含有する表面処理液を基材に接触させてその表面に該表面処理液からなる液層を形成する接触工程と,接触工程を経てその表面に表面処理液からなる液層が形成された基材を乾燥させて,該基材の表面に保護被膜を形成して熱処理用鋼材とする乾燥工程とを備える接触工程,当該熱間プレス用鋼材をAc3点以上の温度に加熱してその状態を所定の時間維持する加熱工程と、所定の時間の維持が終了した鋼材を冷却して焼き入れを行う冷却工程を有するとともに、加熱工程における加熱により変形抵抗が低下した鋼材をプレス加工することで鋼材の形状加工を行うプレス工程を有する熱間プレス工程を備える熱間プレス鋼材の製造方法であって,表面処理液に含有される金属顔料は,該金属顔料と無機系バインダーの固形分との合計量に対し,酸化亜鉛粉を5〜20質量%,真鍮箔等を10〜25質量%含有し,耐高温酸化性金属粉を含有しない。
(もっと読む)
鍛鋼品及び組立型クランク軸
【課題】炭素鋼からなる鍛鋼品の耐水素割れ性を、合金元素添加という手段によらずに、組織設計によって向上させること。
【解決手段】C:0.15〜0.5%、Si:0.6%以下(0%を含まない)、Mn:0.5〜1.5%、Ni:0.1〜2.5%、Cr:0.1〜2.5%、Mo:0.01〜0.7%、S:0.0002〜0.01%、O:0.002%以下(0%を含まない)、を含有し残部が鉄及び不可避的不純物からなり、深さD/4(D:鍛鋼品断面の円相当径)の位置における鋼断面は、フェライト組織またはフェライト−パーライト混合組織で構成される健全部と残部(以下、「マクロ偏析部」と記載する)で構成され、前記鋼断面に対する前記健全部の割合が90面積%以上であり、前記マクロ偏析部における(パーライトの平均粒径)/(フェライトの平均粒径)が3.0以上である鍛鋼品を製造する。
(もっと読む)
1 - 20 / 128
[ Back to top ]