
Fターム[4L056EB13]の内容
Fターム[4L056EB13]に分類される特許
21 - 40 / 53
撚糸機
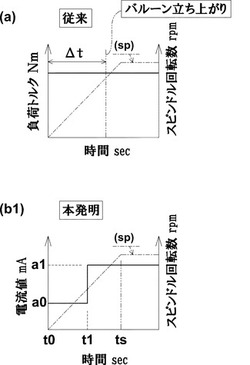
【課題】外糸のバルーンを早期に形成させ、もって、運転開始直後に生成される合糸の品質を改善すると共に、運転開始直後の糸切れを防止する。
【解決手段】外糸Y2に対して張力を付与する張力付与装置5を設ける。張力付与装置5は、外糸Y2に対して付与する張力を変更可能に構成される。また、定常運転時に外糸Y2に対して付与される張力よりも小さい張力を、運転開始時から所定時間が経過するまでの間に外糸Y2に対して付与するように、張力付与装置5を制御する張力制御部51を設ける。
(もっと読む)
粗紡機における異常検出装置

【課題】紡出中の粗糸の張力状態が適正張力からずれている場合に、適正張力に調整して紡出を継続する粗紡機において、本来紡出すべき粗糸重量とは違う品質不良の粗糸巻が後工程に供給されるのを抑制する。
【解決手段】異常検出装置は、フロントローラの回転速度を検出可能なフロントローラ回転速度検出手段と、巻き取り回転速度を検出する巻き取り回転速度検出手段とを備えている。また、フロントローラ回転速度検出手段及び巻き取り回転速度検出手段の検出信号に基づいて各層の巻き取り時における実粗糸巻径を算出可能な実粗糸巻径算出手段と、実粗糸巻径算出手段により算出された実粗糸巻径に基づいて粗糸重量異常を検知する粗糸重量異常検知手段とを備えている。
(もっと読む)
粗紡機における粗糸自動巻き付け方法
【課題】従来に比べて粗糸の自動巻き付けの成功率を向上させることができる粗紡機における粗糸自動巻き付け方法を提供する。
【解決手段】粗紡機は、フライヤ駆動系及び巻き取り駆動系がドラフト装置と独立駆動可能に構成されるとともに、粗糸端を係止させる面ファスナー(粗糸端係止部)を備えたボビンを使用して粗糸の巻き取りを行う。ドラフト装置を停止させた状態でフライヤ駆動系及び巻き取り駆動系を逆転駆動させてプレッサに保持されている粗糸端をボビンの面ファスナーに接触させた後、ドラフト装置を駆動して粗糸を送り出すとともに粗糸の巻き取りを行い、その後、一旦全ての駆動系を停止させた後、紡出運転に移行する。
(もっと読む)
粗紡機におけるボビンレール昇降装置
【課題】紡出時以外のボビンレールの昇降時における衝突等の異常が生じても、昇降機構の損傷を回避することができる粗紡機におけるボビンレール昇降装置の提供にある。
【解決手段】昇降機構を介して昇降するボビンレール22と、該ボビンレール22を昇降させる昇降用モータ36と、昇降用モータ36を駆動制御する制御手段45とを有し、制御手段45は、紡出時における昇降用モータ36の高トルク制限値も低く設定された低トルク制限値を、紡出時以外のボビンレール22の昇降時における昇降用モータ36の出力トルクの制限値として設定する機能を有する。
(もっと読む)
粗紡機における粗糸巻き取り方法
【課題】予定した肩形状の粗糸巻(粗糸パッケージ)を、肩崩れが生じることなく安定して形成することができる粗紡機における粗糸巻き取り方法を提供する。
【解決手段】予め設定された肩形状となるように粗糸を巻き取る際に必要な層チェンジ時の粗糸巻径増加量ΔΦを、粗糸張力検出器の情報から推定し、この推定した粗糸巻径増加量ΔΦを用いてボビンレールの反転位置を決定して粗糸巻を形成する。粗糸巻径増加量ΔΦが粗糸巻径の増加に伴って単調増加すると仮定したΔΦ推定モデルを作成する。そして、粗糸張力検出器から得られる粗糸張力信号に基づいて推定した粗糸巻径増加量ΔΦpと、更新前のモデルで算出した粗糸巻径増加量ΔΦqとの差が小さくなるようにΔΦ推定モデルを更新して、更新後のモデルから粗糸巻径増加量ΔΦを算出する。
(もっと読む)
撚糸機
【課題】トラバースを単錘駆動方式(各撚糸ユニットを独立して駆動する方式)とすることで、トラバースを全錘駆動方式としたのではプレシジョン巻きの巻取パッケージができない虞のある問題を解決し、高密度な合糸の巻取パッケージを作成する。
【解決手段】各撚糸ユニット2毎にクレードルアーム41とドラム42とトラバースモータ32とを備えると共に、ドラム42をラインシャフト9により全錘駆動する撚糸機1に、ドラム回転数センサー49と、各撚糸ユニット2毎に配置されるパッケージ回転数センサー48と、各撚糸ユニット2についてドラム42の直径、ドラム42の回転数、巻取パッケージ6の回転数に基づいて巻取速度およびパッケージ径を算出し、巻取パッケージ6に合糸7がプレシジョン巻きで巻き取られるように、巻取速度およびパッケージ径に基づいてトラバースモータ32の駆動を制御するユニットコントローラ50と、を備える。
(もっと読む)
作業台車の位置決め機構
【課題】主としてインデックスプレートがレールに接触しないようにすることである。
【解決手段】作業台車1の走行を案内するレール2aと、レール2aに配設されたインデックスブロック4と、作業台車1に設けられ、インデックスブロック4に係合して作業台車1を位置決めするインデックスプレート3とを備え、インデックスプレート3は、作業台車1が走行する際には、インデックスブロック4に係合しないようにレール2aから退避し、作業台車1が停止する際には、レール2aから若干離れた位置まで近接して、インデックスブロック4に係合する。
(もっと読む)
電磁式テンサーを組み込んだ糸弛み取り装置
【課題】糸掛け部材の弛み取りローラに対する安定した回転抵抗を実現し、品質の安定したパッケージを形成できるようにした電磁式テンサーを組み込んでなる糸弛み取り装置を提供すること。
【解決手段】回転駆動源25と、回転駆動源によって回転駆動される弛み取りローラ21と、弛み取りローラに対して同心で相対回転自在に取り付けられる糸掛け部材22とを備え、糸掛け部材に磁界が作用するように、電磁石による磁界形成手段を弛み取りローラに設け、磁界形成手段により生じる磁界によって、弛み取りローラと糸掛け部材との間に回転トルクを発生させ、電磁石への入力制御によって回転トルクを制御するようにしたことを特徴とする電磁式テンサーを組み込んだ糸弛み取り装置。
(もっと読む)
自動ワインダ
【課題】巻取ユニットに係る設定と、玉揚装置に係る設定と、の間の整合性を容易に確保できる自動ワインダを提供する。
【解決手段】複数で設けられ、給糸ボビンから解舒された紡績糸を紙管に巻き取って巻取パッケージを形成する巻取ユニット1・1・・・と、前記巻取ユニット1・1・・・の作動を制御する巻取ユニット制御部1Aと、前記複数の巻取ユニット1・1・・・に沿って走行する玉揚装置10・10と、前記玉揚装置10・10の作動を制御する玉揚装置制御部10Aと、を備える。更に、前記巻取ユニット制御部1Aによる前記巻取ユニット1・1・・・の作動の制御の設定と、前記玉揚装置制御部10Aによる前記玉揚装置10・10の作動の制御の設定と、を関連付けて記憶する関連記憶部32を備える。
(もっと読む)
ヤーンクリアラの検出ヘッドの汚れ検出方法及び検出システム
【課題】素早く正確に光電式ヤーンクリアラのヘッド汚れを検出可能な方法等を提供する。
【解決手段】複数錘からなる機台システムに装備され、各錘における糸品質その他を監視する複数のヤーンクリアラの検出ヘッドの汚れ検出方法であって、特定錘のヤーンクリアラから出力される糸むら信号に基づいて得られる糸太さデータ(φ)、及び/又は糸均斉度データ(CV%)の変化が、監視される糸自身の特性の変化に起因するのか、上記検出ヘッドの汚れに起因するのかを、他の錘のヤーンクリアラから出力される糸むら信号に基づいて得られる糸太さデータ(φ)、及び/又は糸均斉度データ(CV%)との関係から判断するようにした方法とする。
(もっと読む)
玉揚げ装置を有する繊維機械
【課題】玉揚げ作業の目標設定において、玉揚げ装置の走行制御機構の負担を軽減しようとすると、巻取りユニットの稼動効率を低下させてしまう。
【解決手段】各巻取りユニット2におけるパッケージ7の巻取り長さの大小を認識する巻取り状態認識手段30bと、巻取り長さが満管にある巻取りユニット7を最優先に、次いで満管に近い巻取りユニット7を優先する順序で、玉揚げ作業の実行目標とする巻取りユニット2を設定する目標設定手段30cと、玉揚げ作業の実行目標とする巻取りユニット2に玉揚げ装置3が到達してから、その巻取りユニット2で形成されているパッケージ7が満管となるまで、玉揚げ装置3に玉揚げ作業の実行を待機させる作業待機手段30dと、を備える。
(もっと読む)
紡機における管糸形成方法
【課題】ボビン長を代えずに、かつ同じ管糸径で巻き取りを行っても従来に比べて管糸単量を増やすことができる新規な管糸形成方法を提供する。
【解決手段】フィリングビルディングによって下方から上方へ順に糸を巻き付けて管糸40の形成を行う紡機において、通常の巻き取りで上限位置ULまで巻き取りを行った後、巻終わりの増量巻部40b、即ち上部の増量巻部40bを形成する。通常の巻き取りで上限位置ULまでリングレール18が上昇した後、リングレール18の上部反転位置PUをULより下げつつ、かつチェース長Lcが漸減するようにリングレール18を昇降させる。増量巻を行う際におけるリングレール18の下部反転位置PLの上方への変位量Duは、通常の巻き取り時における上方への変位量Duと同じに設定する。
(もっと読む)
繊維機械
【課題】パッケージ径の検査精度に限界があるだけでなく、パッケージ径の不良な満巻パッケージを生産するユニットを特定しようとしても、どのような大きさのパッケージ径の満巻パッケージが、どの巻取りユニットで形成されたか不明で、追跡調査ができなかった。
【解決手段】紡績機1に、満巻パッケージ45のパッケージ径情報を検出する回転角度検出センサ99と、そのパッケージ径情報が検出された満巻パッケージ45を特定する対応ユニット特定手段(信号発信部41a、信号受信部41b、玉揚台車コントローラ40、信号受信部21a、信号発信部21b、ユニットコントローラ20)と、紡績ユニット2で形成された満巻パッケージ45の径情報を検出する回転角度検出センサ99と、満巻パッケージ45のパッケージ径情報と、その満巻パッケージ45を形成した紡績ユニット2のユニット番号とを、関連付けて記憶するコントロールマスタ50と、を備える。
(もっと読む)
糸巻取装置及び糸巻取方法
【課題】トラバース装置によって糸を綾振りしながらボビンに巻き取る糸巻取装置において、リボンを有効に防止できるとともに、糸解舒時の糸切れ(ラッチング)の生じにくいパッケージを形成できる構成を提供する。
【解決手段】重なりの強いリボンが発生する危険ワインド数に接近するまでは、通常の巻取綾角WA1を含む所定範囲内に綾角を維持しつつ巻き取る(ステッププレシジョン巻)。そして、パッケージ径の増大に伴ってワインド数が前記危険ワインド数に接近すると、綾角が上記範囲から減少側に外れて小さい綾角WA2となるように、トラバース速度を急減少させる。そして、当該小さくなった一定の綾角WA2を含む所定範囲内に綾角を維持しつつ巻き取り、その後、トラバース速度を急増大させて、前記危険ワインド数を飛び越えて元の綾角WA1側に戻すように制御する。
(もっと読む)
糸巻取機
【課題】所謂ダイレクトドライブ方式の糸巻取機において、糸継要求があったとき等のパッケージ逆転を伴う糸端引出し作業時に、パッケージ径の大小にかかわらず繰出し量を安定化させ、生産効率を向上できる構成を提供する。
【解決手段】巻取チューブに糸が巻かれて形成された糸層の径を検出する径センサと、前記糸層の周面に近接して糸端を吸い込むとともに当該糸端を糸継装置に案内する糸端引出し作業を行う糸端捕捉案内手段と、を備える。上記糸端引出し作業の際に各部を制御する制御装置は糸端繰出し量制御手段を備え、この糸端繰出し量制御手段は、パッケージ駆動モータを前記巻取ボビンを逆転駆動するように制御するとともに、前記径センサで検出された糸層の径に応じて前記巻取ボビンの逆転速度又は逆転時間をn段階(ただし、nは2以上の整数)で変化させるように制御する。
(もっと読む)
異常錘特定装置および紡績機
【課題】毛羽変動異常の監視において、毛羽変動異常の判定精度を高めようと判定条件を厳しくすれば、糸品質上差し支えのない変動部位まで、切除すべき異常部位として扱うことになってしまう。
【解決手段】異常錘特定装置10に、各錘のHD値(糸太さの分散)を算出する単錘偏差算出手段11と、AHD値(全錘平均のHD値)を算出する全錘偏差算出手段12と、各錘のHD値が、AHD値を基準とする許容範囲を超えたか否かを判断する逸脱有無判断手段13と、同一の錘のHD値が2回連続して、許容範囲を越える場合に、その錘に糸物性異常が発生したと判定する錘間糸物性異常判定手段14と、各錘でHD値の移動平均したHDA値を算出する平均単錘偏差算出手段15と、HDA値が、HDA値の基準値であるHDAS値を基準とした許容範囲を超えたか否かを判断する錘内糸物性異常判定手段16と、を備える。
(もっと読む)
糸条の異常検知装置
【課題】清掃作業の作業性を向上させることができるとともに、色に関係なく糸条の異常状態を検知することができる糸条の異常検知装置を提供すること。
【解決手段】走行する糸条Y異常を光学的に検知する異常検知装置において、この異常検知回路は、糸条Yに光を照射する発光器31と、走行する糸条をY挟んで発光器31に対向する位置に設けられた反射棒33と、反射棒33に隣接するとともに、反射棒33に対向して設けられ、糸条Yおよび反射棒33から反射された光を受光し、この反射光を電気信号に変換する受光器32と、受光器32から出力される電気信号が入力され、この電気信号の変化状態に基づいて糸条Yの有無を検知する増幅回路35、監視タイマー回路36および出力手段37からなる制御手段を有する。
(もっと読む)
繊維機械
【課題】走行する糸の糸欠点を除去する繊維機械において、ドラムの回転速度のように真の糸速とは比例関係にない速度を利用して、糸速を求める構成とすると、実際の糸速とは乖離した値を糸速として扱うことがあり、この糸速情報を前提として糸欠点検出装置に糸の長さを判断させると、糸欠点の判断を誤らせることになる。
【解決手段】走行する糸3の糸速を直接に検出する糸速センサー7と、走行する糸3の糸欠点を検出する糸欠点検出装置8と、糸速センサー7および糸欠点検出装置8を通過した後の糸3を巻き取る綾振りドラム10と、を備えるワインディングユニット1であって、糸欠点検出装置8は、時系列に得られた糸太さの時間変化データDTを、前記糸速の検出値に基づいて、糸太さの長さ変化データDLに変換するデータ変換部82bと、この糸太さの長さ変化データDLに基づいて、糸欠点の有無を判定する糸欠点判定部82dと、を備える。
(もっと読む)
繊維機械用巻取り装置
【課題】ドラムシャフトを回転駆動するモータ及びトラバース装置を駆動するモータへの電力供給停止時に、機械的にドラムシャフトとトラバース装置とを同期させて停止させることができる繊維機械用巻取り装置を提供すること。
【解決手段】繊維機械用巻取り装置1は、巻取りパッケージ11aを回転させる巻取りドラム11bと、巻取りドラム11bが固定されているドラムシャフト11と、ドラムシャフト11を回転駆動する第1モータ2と、巻取りパッケージ11aに巻取られる糸を綾振りするトラバース装置12と、トラバース装置12を駆動する第2モータ3と、停電時にトラバース装置12の動作が停止するまでに作動し、停電時でのトラバース装置12の動力源となるドラムシャフト11の駆動力を、ドラムシャフト11の回転が停止するまでトラバース装置12に伝達する動力伝達手段13と、を備える。
(もっと読む)
自動ワインダ
【課題】簡単な構成で迅速かつ的確に、満管パッケージとそれに関係した巻取ユニットとの対応関係を判別すると共に、その満管パッケージの重量を測定し、満管回転数を補正し得る自動ワインダを提供する。
【解決手段】パッケージPを回転させて糸Yを巻き取る複数の巻取ユニット2と、巻取ユニット2を制御し、予め設定された基準重量値に対応する回転総数までそのパッケージPを回転させて満管パッケージPを形成させる制御装置8と、巻取ユニット2において満管パッケージPが形成される毎に、その巻取ユニット2の位置まで移動して玉揚動作を行う玉揚装置6と、玉揚装置6に備えられ、玉揚動作の際に満管パッケージPの重量を測定する重量測定装置69と、を備え、制御装置8は、重量測定装置69による測定重量値と基準重量値とを比較し、それらに差があれば、その差に基づいて回転総数を補正し得るように構成した。
(もっと読む)
21 - 40 / 53
[ Back to top ]