
Fターム[5E063CB20]の内容
電気接続器の製造又は製造方法 (3,571) | 圧縮、圧着装置又は方法 (459) | その他 (32)
Fターム[5E063CB20]に分類される特許
1 - 20 / 32
接続構造体及び接続構造体の製造方法
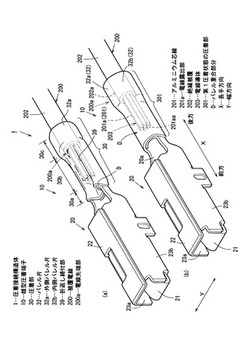
【課題】圧着部における確実な止水性を確保すること。
【解決手段】
被覆電線200の先端側の絶縁被覆202を剥がして露出させた導体露出部201aを少なくとも圧着するバレル底面31と、該バレル底面31の幅方向の両側に配置した一対のバレル片32を有する圧着端子10を備えた接続構造体1であって、一対のバレル片32が互いに重ね合わされたバレル重合部分Dにおける、内側バレル片32bに、該内側バレル片32bの他の部分と比較して突状である突状部38を構成するとともに、バレル重合部分Dにおける外側バレル片32aに、突状部38を巻き込むように折り返して締め付ける折返し締付部39を構成した。
(もっと読む)
端子付き電線の製造方法

【課題】端子と電線の接続部に塗布されたゲル状の防腐剤などの成形材料を簡便に所定の形状に成形することが可能な端子付き電線の製造方法を提供すること。
【解決手段】相手方端子に接続される端子部3と電線接続部4を前後に有した端子2の該電線接続部4に、電線Wの外皮Wbを除去して露出した導体Waを接続する第1の工程と、該第1の工程の後、前記電線接続部4を覆うように成形材料5Aを塗布し、前記電線接続部4の上下左右を包囲する成形型10(上型20、下型30および左右の側型40,40)内で前記成形材料5Aを所定形状の成形体5に成形して該電線接続部4を該成形体5によって封止する第2の工程とを備える。
(もっと読む)
端子付電線の製造方法及び端子付電線
【課題】熱収縮チューブを、電線の露出芯線部と端子との接続部分に位置精度よく装着できるようにすること。
【解決手段】電線の露出芯線部13aと端子20との接続部分に熱収縮チューブ30を装着する端子付電線の製造方法である。電線12を熱収縮チューブ30に通してから、露出芯線部13aに端子を接続する。この後、熱収縮チューブ30を、露出芯線部13aと端子20との接続部分を覆う位置に移動させ、熱収縮チューブ30の一部を電線12及び端子20の少なくとも一部に仮固着する。この後、熱収縮チューブ30を加熱して熱収縮させることにより、熱収縮チューブ30を装着する。
(もっと読む)
密封圧着連結方法
【課題】端子をワイヤ導体に取り付ける密封圧着連結部を形成する方法を提供する。
【解決手段】流動性コンフォーマルコーティング層を適用する。流動性コンフォーマルコーティング層は、少なくともリードが端子に受け入れられたとき、端子に被さり且つワイヤ導体の少なくともリードの下に置かれるように適用される。端子、流体層、及びワイヤ導体の少なくともリードを圧着し、圧着連結部を形成する。流動性コンフォーマルコーティングは、端子の当接面がワイヤ導体の少なくともリードと接触する場所に配置される。流動性コンフォーマルコーティングを硬化し、非流動状態にする。流動性コンフォーマルコーティングは、圧着連結部での引っ張り力を増大し且つ圧着抵抗を低くするウレタンアクリレート材料で形成されていてもよい。圧着連結部は、製造プロセスで自動組み立てラインで形成されてもよい。
(もっと読む)
電線接続方法及びワイヤハーネス
【課題】1つの端子金具に対して圧着又は圧接できる芯線サイズを増やして、端子金具の種類を減らしてコストダウンを図った電線接続方法及びワイヤハーネスを提供する。
【解決手段】ワイヤバレル18に圧着可能な芯線径よりも大きい被覆電線13、14については、芯線16に圧力を加えながら超音波エネルギを付与する超音波処理を行うことにより、当該芯線径をワイヤバレル18に圧着可能なサイズまで小さくした後、超音波処理により芯線サイズを小さくした被覆電線13、14の芯線16を端子金具15の一対の圧着片18Bで加締めて圧着又は圧接する。ワイヤバレル18に圧着可能な芯線径の被覆電線11、12については、超音波処理を行うことなく、そのまま被覆電線11、12の芯線16を端子金具15の一対の圧着片18Bで加締めて圧着する。
(もっと読む)
端子圧着電線の製造方法、端子圧着電線、端子圧着装置
【課題】引張強度及び接触抵抗をより高性能に両立させること。
【解決手段】圧着端子5の導体圧着部7が、電線2の端部で露出される導体部2aに圧着された端子圧着電線の製造方法であって、(a)導体部2aの温度より導体圧着部7の温度の方が相対的に高くなるように、導体部2aと導体圧着部7との間に温度差を発生させる工程と、(b)導体部2aに対して導体圧着部7を圧着する工程とを備える。
(もっと読む)
圧縮工具カバー
【課題】圧縮工具で圧縮作業をするときに、指が挟まれるのを抑制することができる圧縮工具カバーを提供すること。
【解決手段】棒状の第1把持部としての工具本体23と、棒状の第2把持部としてのハンドル24と、ハンドル24の一端を工具本体23の一端に揺動可能に連結する連結部25と、工具本体23の一端に設けられ、ハンドル24を揺動することにより圧縮対象物3を圧縮する圧縮部26と、を有する圧縮工具20を覆う圧縮工具カバー10であって、工具本体23における連結部25の近傍に固定され、連結部25の近傍の工具本体23を覆う第1カバー部11と、第1カバー部11におけるハンドル24の側の端縁部からハンドル24側に向けて延び、連結部25及び連結部25の近傍のハンドル24を覆う第2カバー部12と、第2カバー部12におけるハンドル24の他端側に設けられた第1開口部16と、を備える。
(もっと読む)
電線排出シュート、それを有する端子圧着電線製造機及び端子圧着電線製造方法
【課題】 長い電線や軟質な電線もシュート板上に留まらずにトレイに排出できるようにされた電線排出シュートを提供する。
【解決手段】 電線排出シュート70は、送り方向後側(電線処置装置側)が幅広で、先側(反電線処置装置側)が幅狭の先細のシュート板71と、シュート板71の横方向端部近傍に設けられたポスト75とを有する。切断電線Wは、先端部が長手先方向にシュート71上を送られた後、後端部がクランプ装置20Bでクランプされて横方向に搬送され、後端に端子が圧着された後、トレイ78上に排出される。この際、シュート板71が先側が先細形状となっているので、シュート板71との摩擦などにより後端部より遅れて搬送される中央部や先端部も、後端部とほぼ同じタイミングでトレイ78上に搬送される。排出後、切断電線Wfは、湾曲された形でポスト75に係止される。
(もっと読む)
端子圧着装置のフレーム
【課題】従来のフレームが有していた利点を損なうことなく、構成が簡易で且つ製作容易なフレームを提供する。
【解決手段】電線Dに端子を圧着すべく端子圧着装置1に設けられるフレーム30であって、上型が昇降自在に設けられる上フレーム部33と、下型が設けられて前記上フレーム部33に対向配置される下フレーム部と、一側部に開口部が形成されるように他側部に設けられて、前記両フレーム部33を連結する支柱部とを有する複数のフレーム本体31と、該フレーム本体31の上フレーム部33を相互に連結するための梁32とを備えている。
(もっと読む)
端子金具、端子金具と電線の接続構造及び端子金具と電線の接続方法
【課題】端子金具のワイヤバレル部にアルミニウム系材料からなる導体を接続するものにおいて、ワイヤバレル部と導体との間の接触圧を確保する。
【解決手段】底板15の左右両側縁からカシメ片16F,16C,16Rを立ち上げた形態のワイヤバレル部13は、導体21の軸線方向に間隔を空けた一対の伸び規制部13F,13Rと、一対の伸び規制部13F,13Rの間に配された接圧確保部13Cとを備えている。接圧確保部13Cは、一対の伸び規制部13F,13Rと導体21とが圧着済みの状態において導体21に対する圧着動作が許容されている。
(もっと読む)
キャリアカット装置
【課題】端子圧着装置に於ける圧着作業に支障を与えることなく、適切にキャリアを切断できるようにして、圧着不良の発生を低減させる。
【解決手段】端子圧着装置1のアンビル6から排出されたキャリアCを切断すべく、一対の切断刃21、22を有して前記端子圧着装置1の側方に配されるキャリアカット装置であって、前記一対の切断刃21、22は相互に接近してキャリアCを切断するように構成されると共に、該キャリアCの切断位置が、前記アンビル6上に配されたキャリアCの略延長線上に配置されてなる。
(もっと読む)
端子圧着状態良否判別装置、端子圧着加工装置、端子圧着状態良否判別方法及び端子圧着状態良否判別プログラム
【課題】圧力波形と基準波形との時間軸方向のずれがあっても、なるべく適切に圧着良否判別を行うこと。
【解決手段】端子の圧着良否判別を行う端子圧着状態良否判別装置であって、端子圧着に伴って検出される圧力波形に基づいて圧力変化速度に応じた物理量を求め、この物理量に基づいて圧着良否判別を行う。
(もっと読む)
端子圧着状態良否判別装置、端子圧着加工装置、端子圧着状態良否判別方法及び端子圧着状態良否判別プログラム
【課題】周辺振動環境の影響をなるべく考慮して、精度よく圧着良否判別を行うこと。
【解決手段】端子圧着に伴って検出される圧力波形と圧着良否判別基準とに基づいて端子の圧着良否判別を行う。連続的に行われる端子圧着処理の途中で、圧着良否判別基準を変更して圧着良否判別を行う。
(もっと読む)
圧着端子付ケーブルおよびその製造方法
【課題】圧着端子付ケーブルのかしめ部において、かしめ直後の破断強度が大きく、かつ、高温環境での使用においても破断強度の低下が極めて少ない高信頼の圧着端子付ケーブルを提供する。
【解決手段】ケーブル1の導体2と、圧着端子3とをかしめにより締結した圧着端子付ケーブル10において、ケーブル1が樹脂材料からなる絶縁体5を有し、かつ、かしめ部では、前記導体2と前記圧着端子3とが銀を主成分とする金属接合材料Xを介して接合されているものである。
(もっと読む)
電線に対する端子の圧着方法
【課題】バネ性に富む銅端子を使用しながら、ヒートサイクルやサーマルショック条件のもとであっても、圧着部の接触抵抗の安定化を図り得る、単純作業化の可能な端子の圧着方法を提供する。
【解決手段】銅端子10の圧着部12をアルミニウム電線1の導体2に、外側から包み込むように圧着する方法において、圧着後の製品の使用が想定される温度域の下限値(例えば、−40℃)以下の温度雰囲気で、端子10を電線1の導体2に圧着する。
(もっと読む)
電線に対する端子の圧着方法
【課題】太物電線に適用した場合にも、小さなエネルギーの超音波振動を加えることにより、電線の導体部を構成する素線間の抵抗を有効に低減することのできるアルミ電線用圧着端子の圧着方法を提供する。
【解決手段】アルミ電線用圧着端子10の圧着部12を、多数の素線3の束よりなる電線1の導体部2に対して、外側から包み込むように圧着する電線に対する端子の圧着方法において、電線の導体部2を単体のまま超音波接合機にセットし、該超音波接合機により導体部に超音波振動を加えることで、導体部を構成している素線3と素線3の接触面間に摺動を起こさせて、素線の表面を粗にする予備工程を実行した後、導体部2の外周に端子の圧着部12を加圧により圧着する本工程を実行する。
(もっと読む)
回転電機およびこれに用いる導線の接合方法
【課題】複数本の導線のヒュージングにおいて、各導線の電気的な接続を確実にする。
【解決手段】導電性線材と、該導電性線材の外周に施したエナメル被覆とを含む導線を複数本束ねて接続部品に挿入してヒュージング用電極で挟む工程と、該ヒュージング用電極に所定の電圧を印加することにより該接続部品に通電して加熱するとともに、該接続部品と該導線とを加圧して潰し、該エナメル被覆を排出し、該接続部品と、該接続部品に挿入されたすべての該導線とを電気的に接合するヒュージング工程とを含む、導線の接合方法であって、該導線の束のうち、該導線をいくつかの束に分けてそれらの束の全部または一部を縒り合わせて縒り導線を形成した後、該ヒュージング工程を行う。
(もっと読む)
スリーブのコンパウンド塗布方法、コンパウンド塗布装置、およびスリーブの圧縮接続方法
【課題】圧縮接続用スリーブの内面にコンパウンドを塗布するにあたり、スリーブ内面の全域にわたってコンパウンドを均一で効率的に塗布することを可能とする、スリーブのコンパウンド塗布方法を提供する。
【解決手段】圧縮接続用のスリーブの中に、そのスリーブの内径よりも小さく形成された外径を有する円筒状のカラーを挿入して、そのスリーブの内面にコンパウンドを塗布する方法であって、前記スリーブの口元に、所定量のコンパウンドを塗布するステップと、前記スリーブの口元に前記カラーを配設するステップと、後端部が塞がれた前記カラーを前記スリーブの口元から中に押し込むことによって、コンパウンドを前記カラーの外側にかき出して、そのコンパウンドを前記スリーブの内面に塗布するステップと、を備えるスリーブのコンパウンド塗布方法とした。
(もっと読む)
メッキ端子圧着方法
【課題】圧着による凝着を促進させ、電気接続性能の向上を図ること。
【解決手段】端子母材の表面に電気接続性能の向上のためのスズメッキが施された圧着端子10の導体圧着部13にアルミニウム電線Wのアルミニウム製の導体Waを圧着するに際し、圧着前に、メッキしたスズが軟化しアルミニウム製の導体Waが軟化しない温度(具体的には、100〜150℃)まで圧着端子の導体圧着部13を予熱し、メッキしたスズが軟化した状態で、アルミニウム電線Wのアルミニウム製の導体Waに導体圧着部13を圧着する。
(もっと読む)
端子圧着機
【課題】稼働を停止させることなく段取り替えを可能とする。
【解決手段】端子圧着機1において、基台2上で前後へスライド可能なベース10,11に、一対のプレスユニット12,12及び14,14を夫々設けて、各組毎に端子の圧着を行う稼働位置から後方の待避位置へスライド可能とし、一方のプレスユニットの組の稼働中に他方のプレスユニットの組を待避位置へ後退させてその段取り替えが行えるようにした。
(もっと読む)
1 - 20 / 32
[ Back to top ]