
Fターム[5E313AA02]の内容
電気部品の供給、取付け (45,778) | 取扱物品の種類 (9,133) | 電気部品 (3,526) | 表面実装型電気部品 (1,677)
Fターム[5E313AA02]の下位に属するFターム
リードレスチップ型のもの (458)
リード線付のもの (80)
Fターム[5E313AA02]に分類される特許
141 - 160 / 1,139
部品配置装置及びその組み立て方法
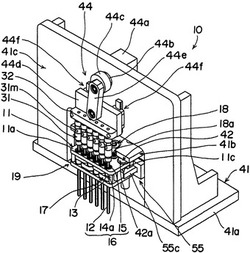
【課題】配置対象部品の一時的保持手段を簡単且つ短時間で正確に交換することができる部品配置装置を提供すること。
【解決手段】枠体11、枠体11に回転手段(直動軸受14a及び回転軸受15)を介して昇降可能に装着された配置対象部品の一時的保持手段(軸棒)12及び回転手段に接続する第一の動力伝達手段17を備えた配置対象部品一時的保持装置(軸棒昇降回転機構)19、そして第一の動力伝達手段17に係合している第二の動力伝達手段42を備え、前記枠体11を着脱可能に支持している基台41を含む部品配置装置。
(もっと読む)
部品実装システム及び部品実装方法

【課題】基板に反りや歪み等の変形が生じている場合であっても部品装着作業の目的を十分な精度で達成することができるようにした部品実装システム及び部品実装方法を提供することを目的とする。
【解決手段】印刷機11は、ランド撮像カメラ25により、基板2上に設けられた基板マーク2m及び各ランド3を撮像した後、その撮像結果に基づいて、基板マーク2mの位置を基準とした各ランド3の実測位置データを作成し、その作成した各ランド3の実測位置データを下流工程側の部品装着機13に送信する。印刷機11は、基板2上に設けられた基板マーク2m及び各ランド3を撮像した後、基板2上の各ランド3にペーストPtの印刷を施し、部品装着機13は、印刷機11がペーストPtの印刷を施した基板2に対し、印刷機11が作成した各ランド3の実測位置データから求められる基板2上の各ランド3の位置に部品4を装着する。
(もっと読む)
電子部品供給装置
【課題】電子部品供給装置にテープを並列に複数本セットした場合の装置幅方向及びリール収納部を省スペース化するとともに、作業者がテープセットを間違えずに確実に行えて、表面実装装置の動作停止割合も低減する。
【解決手段】電子部品をパッケージングしたテープ12L・12Rを並列に2本以上セットすることのできるテープ走行経路入口2L・2Rを備える電子部品供給装置1において、テープ走行経路入口2L・2Rに、1本のテープ12Lが巻き付けられたリール11Lを保持するリールホルダ8を備えるとともに、このリールホルダ8に、テープ走行経路入口2L・2Rにテープ12L・12Rを誤装着できないように並列に仕切る仕切部92を設ける。
(もっと読む)
位置認識用カメラ及び位置認識装置
【課題】部品等の撮像対象物と基準マークの両方を撮像する位置認識用カメラのコンパクト化(省スペース化)と低コスト化を実現する。
【解決手段】部品実装機の吸着ノズル17に対して予め決められた位置に基準マーク25を設ける。位置認識用カメラのレンズを通して撮像対象物がシャープに結像する円形の領域であるイメージサークル26内に、部品18を撮像する四角形のメイン撮像素子27を配置し、該イメージサークル26内のうちのメイン撮像素子27の外側に、基準マーク25を撮像するマーク用撮像素子28を配置する。撮像時には、部品18をメイン撮像素子27で撮像すると共に、基準マーク25をマーク用撮像素子28で撮像し、各撮像素子27,28の画像信号を画像処理して、基準マーク25を基準にして吸着ノズル17に対する部品18の吸着位置を認識する。
(もっと読む)
キャリアテープのスプライシング用治具およびスプライシング方法
【課題】継目部における空ポケット部のポケット数を適正に確保して、継目部検出における無駄時間の発生や検出ミスを防止することができるキャリアテープのスプライシング用治具およびスプライシング方法を提供することを目的とする。
【解決手段】キャリアテープを継ぎ合わせるスプライシング用治具30において、対象の2つのキャリアテープを同一平面内の保持面31bによって保持する保持部材31に、キャリアテープのテープ長さ方向の位置合わせにおいて既装着のキャリアテープの末尾部における空の部品ポケット15bと部品16を収容した部品ポケット15bとの境目を示す第1の境界位置、次のキャリアテープの先頭部における空の部品ポケット15bと部品16を収容した部品ポケット15bとの境目を示す第2の境界位置がそれぞれ位置合わせされる1対の位置合わせマークMa,Mbを形成する。
(もっと読む)
部品実装システム及び部品実装方法
【課題】基板に反りや歪み等の変形が生じている場合であっても印刷検査作業の目的を十分な精度で達成することができるようにした部品実装システム及び部品実装方法を提供することを目的とする。
【解決手段】印刷機11は、ランド撮像カメラ25により、基板2上に設けられた基板マーク2m及び各ランド3を撮像し、基板マーク2mの位置を基準とした各ランド3の実測位置データを作成して、そのデータを下流工程側の印刷検査機12に送信する。印刷機11は基板マーク2m及び各ランド3を撮像した後、基板2上の各ランド3にペーストPtの印刷を施し、部品装着機13はそのランド3に部品4を装着する。印刷検査機12は、印刷機11がペーストPtの印刷を施した基板2に対し、印刷機11が作成した各ランド3の実測位置データから求められる基板2上の各ランド3の位置に対してペーストPtがどれだけずれて印刷されているかの検査を行う。
(もっと読む)
電気回路製造支援装置および電気回路製造支援方法
【課題】 電気回路製造ラインによる電気回路製造の品質面の支援を効率的に行う。
【解決手段】 対基板作業において対基板作業機が行った動作と対基板作業機に対して行われた処置との少なくとも一方に関する情報を含む作業機関連情報に基づいて、対基板作業における作業条件変動を認識し(154)、その作業条件変動が作業品質に影響を及ぼす可能性のある作業部位を特定し、それらの作業部位の少なくとも1つを、監視対象部位として認定し(156)、対基板作業機の動作に依拠して取得された動作依拠取得データと、作業結果を検査する検査機による検査データとの少なくとも一方を含む対照用データの、上記認識された作業条件変動の発生前に対基板作業が実行された回路基板についてのものと、その作業条件変動の発生後に対基板作業が実行された回路基板についてのものとを対照して、監視対象部位の作業品質の変化に関する判断を行う(158)。
(もっと読む)
基板生産システム
【課題】第1および第2のリフローを搬送レーンの基板搬送方向の中間位置に並設することにより、ライン長を短縮できる基板生産システムを提供する。
【解決手段】デュアルコンベアの搬送方向の中間位置に配設され、第1および第2の搬送レーンを搬送される基板Bをそれぞれリフロー処理する第1および第2のリフロー25、26と、第1のリフローの直前の前段に配設され、第1の搬送レーンを搬送される基板に対して部品を実装する第1の部品実装装置23と、第2のリフローの直前の前段に配設され、第2の搬送レーンを搬送される基板に対して部品を実装する第2の部品実装装置28と、第1のリフローの直後の後段に配設され、第1の搬送レーンを搬送される基板に対して検査あるいは組み立て等の付帯作業を実施する第1の付帯作業装置27と、第2のリフローの直後の後段に配設され、第2の搬送レーンを搬送される基板に対して検査あるいは組み立て等の付帯作業を実行する第2の付帯作業装置24とを有する。
(もっと読む)
画像処理装置および電子部品実装機
【課題】画像から簡単にはんだ部を抽出可能な画像処理装置および電子部品実装機を提供する。
【解決手段】画像処理装置6は、基板の撮像エリアに照明光を照射する照明部61と、照明光が照射された撮像エリアを撮像する撮像部60と、撮像により取得された画像を処理する画像処理部62と、を備える。照明部61は、撮像エリアに対して直交する方向から照明光を照射し、撮像エリアは、基板に塗布されたはんだが露光するはんだ部と、はんだが露光しない非はんだ部と、を有し、画像処理部62は、はんだ部と非はんだ部との照明光に対する反射率の違いを利用して、画像からはんだ部を抽出する。
(もっと読む)
テープフィーダ
【課題】1つのキャリアテープを供給する単体のテープフィーダにおいて、幅寸法のコンパクト化を実現することができるテープフィーダを提供する。
【解決手段】テープフィーダ5においてキャリアテープ15のテープ送りをガイドするテープ走行路23を、部品吸着位置においてキャリアテープ15を部品収納面15fを上向きにした水平姿勢でガイドする第2水平ガイド部Cと、キャリアテープ15を部品収納面15fを水平面に対して傾斜させた傾斜姿勢でガイドする傾斜ガイド部Bとを含んだ構成とし、上流端部5dから導入されたキャリアテープ15をテープ走行路23の途中でねじりながらテープ送りして、傾斜ガイド部Bにおいて傾斜姿勢でテープ送りする。残余幅b2を確保して、電気配線29b、29cをテープ走行路23と交差させて導設する場合にも、幅寸法のコンパクト化を実現することができる。
(もっと読む)
位置合わせマークの位置認識装置及び位置認識方法、電子部品の実装装置
【課題】撮像手段によって得られた撮像信号の画像範囲から位置合わせマークの座標を求めるときのサーチエリアを最小限に設定できるようにすること。
【解決手段】液晶セルもしくはTCPに設けられた位置合わせマークを撮像する撮像カメラ14,25と、撮像カメラからの撮像信号に基いて位置合わせマークの位置を算出する演算処理部16と、演算処理部によって算出された位置合わせマークの座標位置が格納蓄積される記憶部18と、記憶部に格納蓄積された位置合わせマークの座標位置のバラツキに基いて撮像カメラの視野範囲における位置合わせマークをサーチするサーチエリアを設定する設定部19を具備する。
(もっと読む)
部品ピッチ計測装置及び部品ピッチ計測方法
【課題】トレイフィーダのトレイ上に配列された部品のピッチを自動的に計測する。
【解決手段】マークカメラ18をトレイ上の先頭の部品の中心位置の真上に移動させて先頭の部品を撮像し、その撮像画像を基準画像として記憶装置に記憶した後、マークカメラ18を部品の配列方向に移動させながら連続的に撮像し、その撮像毎にその撮像画像と記憶装置14に記憶された基準画像(先頭の部品の撮像画像)との相関値を算出して、その相関値のデータを記憶装置14に時系列的に記憶していく。マークカメラ18の移動量がトレイの幅を越えた時点で、マークカメラ18の移動と撮像を終了して、記憶装置14に記憶されている相関値の時系列データを分析して相関値のピーク点をサーチし、その相関値の変動の1周期分である相関値のピーク点間のマークカメラ18の移動量を計算して、その計算値を部品ピッチとして記憶装置に記憶する。
(もっと読む)
部品実装システム、部品実装方法、プログラム、記録媒体
【課題】、実装処理位置MPa〜MPcが有する実装位置誤差の経時変化によらず、各実装処理位置MPa〜MPcへの実装部品の分配を適切な状態に維持することを可能とする。
【解決手段】実際に基板Bに実装された部品の位置が測定され、この測定結果に基づいて、実装処理位置MPa〜MPcで実装された部品の実装目標位置に対する実装位置誤差が、部品毎に各実装処理位置MPa〜MPcと対応付けて求められる。実装位置誤差と実装目標位置に対する実装位置精度とを部品毎に比較した結果に基づいて、実装処理位置MPa〜MPcのうちから実装を行なう実装処理位置が部品毎に決定される。よって、実装処理位置MPa〜MPcが有する実装位置誤差の経時変化によらず、各実装処理位置MPa〜MPcへの実装部品の分配を適切な状態に維持することが可能となる。
(もっと読む)
電子部品実装機
【課題】ワークと電子部品との平行度を高くすることができる電子部品実装機を提供することを課題とする。
【解決手段】電子部品実装機1は、ワークBf、Brのうち電子部品Pが装着される装着領域Aを下側から支持するバックアップ部351fと、装着領域Aの上方に配置され電子部品Pを装着領域Aに装着する吸着ノズル37と、電子部品Pを装着領域Aに装着する際に装着領域Aの上面と電子部品Pの下面とが略平行に揃うように、バックアップ部351fおよび吸着ノズル37のうち少なくとも一方を傾動させる傾動部352fと、を備える。
(もっと読む)
吸着状態検査装置、表面実装機及び部品試験装置
【課題】部品を吸着するノズルが複数配置された場合であっても、検査対象となるノズルに吸着される部品と背景とを高いコントラスト比で撮像して当該ノズルによる部品の吸着状態を良好に検査する。
【解決手段】8本の吸着ノズル83で取り込まれた空間SPに拡散部材110が配置されるとともに、仮想鉛直面VPに対して一方側の領域にLED照明部120が配置される一方、他方側の領域に撮像部130が配置されている。そして、撮像部130は、複数のノズル83のうち拡散部材110から(+Y)軸方向に位置するノズル83Aに吸着される部品PAの像を撮像する。したがって、当該撮像時に、拡散部材110が背景部材となり、ノズル83Bおよびノズル83Bで吸着される部品PBの像が撮像部130で撮像される像に映り込むのを防止してコントラスト比を高める。
(もっと読む)
電子部品実装ラインおよび電子部品実装方法
【課題】異種類の基板を含めた複数枚の基板を対象として同時並行的に印刷作業を効率よく実行する電子部品実装ラインおよび電子部品実装方法を提供する。
【解決手段】電子部品搭載装置3の上流に2つのスクリーン印刷部7A,7Bをそれぞれ直列に配置して成る2列のスクリーン印刷ラインを並設したスクリーン印刷システムを連結して構成された電子部品実装ラインにおいて、2列のスクリーン印刷ラインは、スクリーン印刷システムの中心側にそれぞれのバイパス用の基板搬送路8を並列に配置し、それぞれのスクリーン印刷部7A、7Bを基板搬送路8の外側に配置した構成とする。これにより、下流側装置から当該スクリーン印刷装置の上流側へ基板5を戻すためのリターン搬送および上流側から送られた基板5を当該スクリーン印刷装置を通過させて下流側装置へ搬送するためのバイパス搬送など必要に応じて多様な基板搬送形態が可能となる。
(もっと読む)
部品実装用装置及び部品実装用装置における段取り替え方法
【課題】機種切り替えがなされた場合の作業効率の低下を防止することができる部品実装用装置及び部品実装用装置における段取り替え方法を提供することを目的とする。
【解決手段】基板PBの機種切り替えがなされたことが検知された場合に、機種切り替えに必要な段取り替えの作業項目の中に、オペレータが手作業で行うべき作業項目があるか否かの判断を行い(ステップST53)、オペレータが手作業で行うべき作業項目がない場合には作業実行部16の運転を停止させることなく、機種切り替えに必要な段取り替えの全ての作業項目を自動で実行する(ステップST54)。
(もっと読む)
電子部品の実装装置及び実装方法
【課題】実装ツールを駆動して液晶表示パネルにTCPを実装するとき実装ツールの振動を短時間で収束できるようにした実装装置を提供することにある。
【解決手段】TCPを保持する実装ツール41と、実装ツールを駆動して液晶表示パネルの上方の実装位置に位置決めしてから下降方向に駆動して実装ツールに保持されたTCPを液晶表示パネルに実装させるX・Y・Z・θ駆動源42と、X・Y・Z・θ駆動源によって実装ツールを駆動して実装位置の上方に位置決めしたときに実装ツールに生じる振動を検出する加速度センサ43と、加速度センサの検出に基いて実装ツールに生じた振動を打ち消す振動が実装ツールに加えられるようX・Y・Z・θ駆動源を駆動する制御装置を具備する。
(もっと読む)
電気部品装着機および電気回路製造方法
【課題】 実用性の高い電気部品装着機および電気回路製造方法を提供する。
【解決手段】 電気部品装着機において、部品カメラおよび基板カメラとして機能する上下視野カメラ62を支持して、それを、吸着ノズル52の下方に位置する位置と退避位置との間で移動させるカメラ移動装置64を、装着ヘッド24bと一体的に移動する箇所に配設する。部品Pが基板Sの装着部位の上方に位置する状態で、部品および装着部位を撮像できるため、装着精度が向上する。また、電気回路製造方法において、バンプBを有する部品を撮像してその部品の輪郭とバンプとの相対位置ズレ量を把握し、その相対位置ズレ量を加味して、装着後における部品の装着位置の確認を行う。装着後にはバンプが認識できないが、上記ズレ量を加味することで、部品の輪郭に基づいて、装着位置の確認を精度よく行うことができる。
(もっと読む)
電子部品実装装置
【課題】透明な操作パネル部を装置の窓部に設けることにより、操作対象を見ながら必要な操作を行えるようにした電子部品実装装置を提供する。
【解決手段】基板搬送装置30、移動台43、45、部品実装ヘッド52等の機械構成要素や電子部品を機外より透視可能な透明な窓部13を備えた電子部品実装装置において、窓部に、トラブル時や段取り替え時に操作が必要な機械構成要素や電子部品を視覚的に表示できる透明な操作パネル部60を設け、操作パネル部に表示された機械構成要素や電子部品を指示することにより、機械構成要素を動作させる動作コマンドを出力する動作制御部61を有する。
(もっと読む)
141 - 160 / 1,139
[ Back to top ]