
Fターム[5E313AA02]の内容
電気部品の供給、取付け (45,778) | 取扱物品の種類 (9,133) | 電気部品 (3,526) | 表面実装型電気部品 (1,677)
Fターム[5E313AA02]の下位に属するFターム
リードレスチップ型のもの (458)
リード線付のもの (80)
Fターム[5E313AA02]に分類される特許
161 - 180 / 1,139
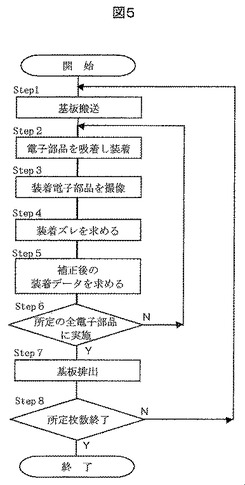
電子部品装着装置及び電子部品装着方法
【課題】
本発明は、生産前の精度調整では調整しきれない電子部品の装着ズレを解消し、電子部品の装着精度を向上した電子部品装着装置又は電子部品装着方法を提供することである。
【解決手段】
本発明は、基板を所定の位置に搬送し、搬送されてきた前記基板に装着ヘッドで電子部品を装着する電子部品装着装置又は電子部品装着方法において、前記基板に装着された装着電子部品を撮像する撮像し、前記撮像結果に基づいて撮像された前記装着電子部品の装着されるべき所定の装着位置・姿勢からの装着ズレを検出し、前記検出結果に基づいて前記装着電子部品を有する前記基板とは異なる他の前記基板の前記装着電子部品と同じ前記所定の装着位置・姿勢で装着される電子部品の装着位置・姿勢を補正することを特徴とする。
(もっと読む)
チップ状電子部品

【課題】 実装不良が起こることを効果的に防止した積層セラミックコンデンサ、積層セラミックインダクタ、積層バリスタなどのチップ状電子部品を提供する。
【解決手段】 チップ状電子部品2は、一対の端面とその両端面の間の4つの側面を有する略直方体の素体と、素体に内蔵されかつ一対の端面に引き出されている内部導体と、内部導体と電気的に接続するように、一対の端面にそれぞれ形成された一対の外部電極とを有し、4つの側面のうち、少なくとも一面が残りの面よりも表面粗さが大きくされている。
(もっと読む)
電子部品実装機
【課題】全部品取出順序を遵守しつつ、実装時間を短縮化することが可能な電子部品実装機を提供することを課題とする。
【解決手段】電子部品実装機1は、複数の供給位置f1〜f9を有する部品供給装置5と、複数の吸着ノズルn1〜n8により、供給位置f1〜f9から装着座標a1〜a8まで、所定の搬送数の電子部品Pを一度に搬送する装着ヘッド32と、制御装置7と、を備える。全ての電子部品Pの供給位置f1〜f9からの取出順序である全部品取出順序L1は、予め設定されている。制御装置7は、全部品取出順序L1を遵守すると共に、搬送数内において、一度に搬送する電子部品Pの、供給位置f1〜f9からの取出順序を、任意に設定可能である。
(もっと読む)
搬送機構及びその搬送機構を用いた表面実装デバイス
【課題】本発明は、部品搬送ベルトの張力を安定的に保持できる搬送機構及びその搬送機構を用いた表面実装デバイスを提供することを目的とする。
【解決手段】本発明に係る搬送機構は、部品供給器、ベルト回収機構、両者を連結する部品搬送ベルト及び張力保持機構を備える。張力保持機構は、部品供給器とベルト回収機構との間に設置され、且つベース体と、ベース体に設置されている軸部材と、軸部材の周りを囲んで設置された弾性部材と、を備える。部品搬送ベルトが弛んだ場合、弾性部材の弾性力によって軸部材が移動して、部品搬送ベルトの張力を保持させる。
(もっと読む)
部品方向判定装置及び部品方向判定方法
【課題】四角形状の部品の方向判定に要する処理時間を短縮する。
【解決手段】方向を示す特徴点を有する四角形状の部品の方向を画像処理で判定する部品方向判定装置において、予め、部品の縦横比の標準データを記憶装置14に記憶しておき、生産中に部品を吸着ノズルに吸着したときに、その部品全体をその下方から部品認識用カメラ12の視野内に収めて撮像し、その撮像画像から該部品の外縁を認識して、部品の画像を90°異なる方向から見た2つの縦横比を算出し、これら2つの縦横比の算出値を記憶装置14に記憶された縦横比の標準データと比較して、差が小さい方の縦横比の算出値に対応する2方向の候補を選択し、該部品の画像のうちの選択した2方向の候補に対応する部分をそれぞれ画像処理して特徴点を認識できた方向によって該部品の方向を特定する。
(もっと読む)
テーピング包装体
【課題】本発明は、小型の部品についても、キャリアテープへの収納とキャリアテープからの取り出しを正確に行なうことができるキャリアテープを得ることを目的とするものである。
【解決手段】本発明のテーピング包装体11は、部品収納部12cを備え、前記部品収納部12cは、幅広開口部12aと前記幅広開口部12aと連続的に繋がる主収納部12bとを備え、前記主収納部12bの幅は略同一であり、前記幅広開口部12aにおける前記主収納部12bとの境界部は前記主収納部12bと同一の幅であり、パンチキャリアテープ12の上面に近づくとともに幅が広くなり、前記主収納部の深さをa、前記幅広開口部の深さをb、部品の幅をW、高さをhとしたときに、
a<W・(1−b2/h2)1/2
かつ、h>b
であるテーピング包装体。
(もっと読む)
部品実装機
【課題】照明光の影響による部品の認識位置のずれを補正できるようにする。
【解決手段】生産開始前に複数本の吸着ノズル21に吸着した複数の部品A〜Dの認識位置のずれ量をそれぞれ計測して、その計測データを記憶手段に記憶しておき、その後、生産中に前記記憶手段から認識位置ずれ量のデータを読み込んで各吸着ノズル21に吸着した部品A〜Dの認識位置のずれを補正する。認識位置のずれ量の計測は、生産開始前に吸着ノズル21に部品を吸着した状態で該吸着ノズル21の中心をカメラの視野中心と一致させて該部品を撮像して画像処理して該部品の位置を認識すると共に、該吸着ノズル21の位置を生産中の一括撮像位置に移動させて該カメラで該部品を撮像して画像処理して該部品の位置を認識し、これら2箇所の認識位置間の距離と該吸着ノズル21の移動距離との差を認識位置ずれ量として算出するようにすれば良い。
(もっと読む)
パレット種判定システム
【課題】ウエハパレットとトレイパレットとを複数段に混載したマガジンから引き出されたパレットの種別を自動的に判定できるようにする。
【解決手段】ウエハパレット22をパレット高さ検出手段で検出されるパレット高さが所定高さとなるように構成し、パレット高さ検出手段で検出したパレット高さが前記所定高さと異なる場合は、生産プログラムでトレイパレットが指定されていれば、生産プログラムの指定通りのトレイパレットが引き出されていると判定し、生産プログラムでウエハパレットが指定されていれば、エラーと判定する。パレット高さ検出手段で検出したパレット高さが前記所定高さと一致する場合は、生産プログラムでトレイパレットが指定されているときに、トレイパレット検出手段でトレイパレットのパレット判別部を画像認識できれば、生産プログラムの指定通りのトレイパレットが引き出されていると判定する。
(もっと読む)
部品実装装置及び撮像方法
【課題】複数の部品を同時に精度良く撮像することで部品の認識処理時間を短縮して実装基板の生産性の向上を図ることができる部品実装装置を提供する。
【解決手段】第一部品31及び第二部品32を部品認識カメラ214で撮像することにより認識し、基板20に実装する部品実装装置200であって、部品認識カメラ214は、第一光を用いて第一部品31を撮像する第一撮像部371と、第二光を用いて第二部品32を撮像する第二撮像部372と、第二光成分が第一撮像部371に向かう経路に配置され、第一光成分を選択的に透過させる第一透過部361と、第一光成分が第二撮像部372に向かう経路に配置され、第二光成分を選択的に透過させる第二透過部362とを備え、第一透過部361が第一光成分を透過させる透過領域、及び第二透過部362が第二光成分を透過させる透過領域の少なくとも一方は、大きさが変更可能に構成される。
(もっと読む)
部品実装装置、情報処理装置、位置検出方法及び基板製造方法
【課題】正確に基板の停止位置を検出することができる部品実装装置、情報処理装置、基板の位置検出方法及び基板の製造方法を提供すること。
【解決手段】本技術に係る部品実装装置は、搬送ユニットと、実装ユニット、検出ユニットと、制御ユニットとを具備する。前記搬送ユニットは、基板を搬送する。前記実装ユニットは、部品を前記基板に実装する。前記検出ユニットは、前記基板に設けられた第1及び第2の検出対象を検出可能である。前記第2の検出対象は、少なくとも搬送方向において前記第1の検出対象から前記基板上で所定の距離離れて設けられ、前記実装ユニットによる実装動作の基準位置となる。前記制御ユニットは、前記検出ユニットによる前記第1の検出対象の検出に基づいて、前記基板の搬送を停止するための停止信号を前記搬送ユニットに出力し、停止した前記基板の前記第2の検出対象を前記検出ユニットにより検出させる。
(もっと読む)
装着部品装着装置
【課題】側面認識機能を用いる場合にも、サイクルタイムが長くなるのを防止可能な装着部品装着ヘッドおよび装着部品装着装置を提供する。
【解決手段】回動可能なノズルホルダ17と、軸線方向に移動可能に保持され装着部品をプリント基板上に装着する複数の吸着ノズル18と、ノズルホルダを軸線の回りに回動して複数の吸着ノズルを装着ステーションに順次割出すノズルホルダ割出し手段と、吸着ノズルを軸線方向に進退移動させる吸着ノズル進退移動手段と、装着部品の側面画像を取得する側面認識カメラとを備え、装着ステーションの前後のステーションにそれぞれ割出された吸着ノズルの先端の側面画像を取得可能な撮像手段を備えた。
(もっと読む)
部品実装装置及び基板製造方法
【課題】処理時間の効率化を図り、製品の生産性を向上させることができる部品実装装置及び基板製造方法を提供すること。
【解決手段】本技術に係る部品実装装置は、搬送ユニットと、複数の供給領域と、制御ユニットと、実装ユニットとを具備する。前記搬送ユニットは、搬送領域を有し、前記搬送領域で基板を搬送する。前記複数の供給領域は、前記搬送ユニットによる前記基板の搬送方向に沿って配列され、部品をそれぞれ供給可能である。前記制御ユニットは、前記複数の供給領域のうち、前記基板に必要な部品の供給領域の配置に応じて、前記部品が実装される領域である実装領域を、前記搬送ユニットの前記搬送領域内に設定する。前記実装ユニットは、前記複数の供給領域のうち少なくとも1つの供給領域から、前記基板に必要な部品を取り出して、前記設定された実装領域で前記基板に実装を行う。
(もっと読む)
粘着テープの貼着装置及び貼着方法
【課題】この発明は所定長さに切断された粘着テープの切断部の頭出し精度が低下するのを防止した粘着テープの貼着装置を提供することにある。
【解決手段】離型テープの供給リール11と、供給リールから離型テープを所定の長さずつ間欠的に引き出して走行させる送り機構20と、送り機構によって引き出されて走行する離型テープに貼着された粘着テープを所定の長さに切断する切断機構31と、切断機構によって切断されて貼着位置に位置決めされた所定の長さの粘着テープを貼着位置で待機するTCPに加圧加熱して貼着する加圧ツール48と、離型テープの走行方向の送り機構よりも上流側で、貼着手段よりも下流側において離型テープに残留する粘着テープを除去する残留物除去手段53を具備する。
(もっと読む)
部品実装装置及び部品実装方法
【課題】安価な構成で吸着ノズルの清掃を行いながら部品実装作業を実行することができる部品実装装置及び部品実装方法を提供することを目的とする。
【解決手段】フィーダベース12のスロット12aに着脱自在に装着され、他のスロット12aに装着されたテープフィーダ13の部品供給口13pに対応する箇所に粘着面23aを上方に向けた粘着テープ23が貼り付けられたノズル清掃具14を備え、吸着ノズル17を粘着テープ23に押し当てて吸着ノズル17に付着した異物を除去する
(もっと読む)
接着剤塗布装置
【課題】制御データ上の目標塗布位置からずれた位置に接着剤が塗布された場合であっても、下流側に設けられた部品実装装置により部品を安定した状態で基板に装着することができるようにした接着剤塗布装置を提供する。
【解決手段】基板上に形成された接着剤塗布体BDTを含む基板上の領域Rgを上方から撮像する撮像手段としての撮像カメラ24を備え、撮像カメラ24により撮像した基板上の領域Rgの画像認識を行って、基板上に形成された接着剤塗布体BDTの目標塗布位置MTからの位置ずれ量を算出する。そして、その算出した接着剤塗布体BDTの目標塗布位置MTからの位置ずれ量のデータを、下流工程側に配置された部品実装装置に送信する。
(もっと読む)
ダイボンダのピックアップ方法およびダイボンダ
【課題】確実にダイを剥離できるダイボンダを提供すること,または前記ダイボンダを用い、信頼性の高いダイボンドまたはピックアップ方法を提供する。
【解決手段】ダイシングフィルム16に貼り付けられた複数のダイ(半導体チップ)4dのうち剥離対象のダイ4を突上げて前記ダイシングフィルムから剥離する際に、前記ダイの周辺部のうちの所定部における前記ダイシングフィルムを突上げて剥離起点51aを形成し、その後、前記所定部以外の部分の前記ダイシングフィルムを突上げて前記ダイを前記ダイシングフィルムから剥離することを特徴とする。
(もっと読む)
搬送装置および組立装置
【課題】作業工程フローの変更や作業工程の増減、ワークの外形寸法の変更などの標準化されてない作業工程に対して、柔軟に対応でき、かつ、生産性(スループット)を向上できるとともに、設備の設置面積が大きくなるのを抑制できる搬送装置を実現する。
【解決手段】搬送装置1には、ワーク台6とスカラロボット3とロータリーインデックス4とを備えた搬送ユニット2a・2b・・2eが複数個備えられ、隣接する二つの搬送ユニット2a・2b中、搬送ユニット2aのワーク台6上のワークW1は、搬送ユニット2bのスカラロボット3によって、搬送ユニット2bのロータリーインデックス4上の第1の位置P1に移載され、ロータリーインデックス4上に移載されたワークW1は、第1の位置P1および/または第2の位置P2で所定工程が施され、上記所定工程が施されたワークW2を第1の位置P1から搬送ユニット2bに備えられたワーク台6上に移載する。
(もっと読む)
部品実装システム
【課題】制御データ上の目標塗布位置からずれた位置に接着剤が塗布された場合であっても、部品を安定した状態で基板に装着することができるようにした部品実装システムを提供することを目的とする。
【解決手段】基板2上に形成された接着剤塗布体BDTを含む基板2上の領域Rgを上方から撮像する撮像手段としての撮像カメラ24を備え、撮像カメラ24により撮像した基板2上の領域Rgの画像認識を行って、基板2上に形成された接着剤塗布体BDTの目標塗布位置MTからの位置ずれ量を算出する。そして、その算出した接着剤塗布体BDTの目標塗布位置MTからの位置ずれ量のデータを、下流工程側に配置された部品実装装置13に送信し、部品実装装置13はその位置ずれ量のデータを受け取り、その受け取った位置ずれ量のデータに基づいて補正を行ったうえで補正後の目標装着位置MSHに部品4を装着する。
(もっと読む)
部品実装方法
【課題】タクトタイムの増大を抑えつつ、部品の落下に起因して不良基板が生成されることを防止することができる部品実装方法を提供することを目的とする。
【解決手段】複数の吸着ノズル15のそれぞれに部品4を吸着させ、各部品4を部品カメラ18に撮像させて画像認識を実行し、得られた画像認識結果に基づいて吸着ノズル15に対する吸着状態が不良な部品4の検出を行う。そして、検出した吸着状態が不良な部品4(廃棄予定の部品4)を除く部品4を基板2に装着させた後、廃棄予定の部品4を再び部品カメラ18に撮像させて部品4の画像認識を実行し、得られた画像認識結果に基づいて吸着状態が良好な部品4を基板2に装着させた後も廃棄予定の部品4が全て吸着ノズル15に吸着されたままになっているか否かの判断を行う。
(もっと読む)
電子部品実装装置
【課題】搬送対象の電子部品を適切に確認することができ、効率よく高い精度で電子部品を搭載することができる電子部品実装装置を提供することを課題とする。
【解決手段】ヘッド支持体に固定され、ノズルで吸着した電子部品またはノズルで吸着する対象の電子部品を撮影するカメラユニットと、を有し、カメラユニットは、画像を撮影するカメラとカメラの前記ノズルに近い側に隣接して配置されカメラの撮影領域に向けて光を照射する第1照明部とカメラの前記ノズルから遠い側に隣接して配置されカメラの撮影領域に向けて光を照射する第2照明部と第1照明部から照射される光の一部を遮蔽するバッフルとで構成されるカメラモジュールと、ヘッド支持体に固定されカメラと第1照明部と第2照明部とバッフルとを支持するブラケットと、を備えることで上記課題を解決する。
(もっと読む)
161 - 180 / 1,139
[ Back to top ]