
Fターム[5E313AA03]の内容
電気部品の供給、取付け (45,778) | 取扱物品の種類 (9,133) | 電気部品 (3,526) | 表面実装型電気部品 (1,677) | リードレスチップ型のもの (458)
Fターム[5E313AA03]に分類される特許
1 - 20 / 458
部品供給装置および部品位置認識方法
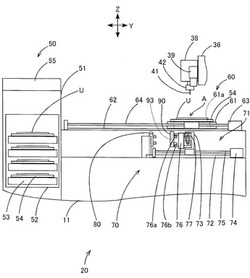
【課題】ウエハの円周位置を簡易且つ確実に精度良く検出し、ウエハカット部品の位置を高精度に認識することができる部品供給装置および部品位置認識方法を提供すること。
【解決手段】部品供給装置20は、部品突上げ装置70の第2移動装置71に装着されたウエハ照明装置80で部品供給位置Aに搬送されたウエハUに対し下方から光を広角に照射し、部品装着装置30の第1移動装置31に取付けられたカメラ39でウエハUの円周の一部を撮像する。このため、画像にはウエハUの表面に形成された回路等は写り込まず、ウエハUは影として写ることになる。これにより、ウエハUの円周位置を簡易且つ確実に精度良く検出し、ウエハカット部品Pの位置を高精度に認識することができる。よって、従来の光センサは不要となり、部品供給装置20の低コスト化および小型化を図ることができる。
(もっと読む)
部品位置認識方法および部品供給装置

【課題】ウエハの円周位置を簡易且つ確実に精度良く検出し、ウエハカット部品の位置を高精度に認識することができる部品供給装置および部品位置認識方法を提供すること。
【解決手段】移動装置71で識別部材93又はスポット照明装置80を移動しながら、カメラ39で識別部93a又はスポット光を含むウエハUの画像を取得するようにしている。これにより、識別部93a又はスポット光がウエハUの円周に達したときに識別部93a又はスポット光の一部が隠れるので、ウエハUの円周の位置を簡単且つ確実に検出できる。また、ウエハUの円周により部分的に隠された識別部93a又はスポット光の形状を認識することにより、ウエハUの円周位置をより精度良く検出でき、ウエハカット部品Pの位置を高精度に認識することができる。よって、従来の光センサは不要となり、部品供給装置20の低コスト化および小型化を図ることができる。
(もっと読む)
電子部品供給装置
【課題】装着台へのテープフィーダの装着を容易にする。
【解決手段】テープ化部品を供給位置まで送り出し可能に保持する保持部と、保持部の下縁部をスライド可能に支持するスライド部102とを備えた供給装置において、スライド部を、(A)保持部をスライド部に嵌入する際のスライド方向とは反対の方向の側の端部に位置し、スライド方向と交わる方向への保持部のズレを禁止する状態で保持部を支持する導入溝98と、(B)スライド方向への移動のみを許容した状態で保持部を支持するT溝100とから構成し、導入溝が、磁石126によって磁化されるように構成する。このような構成により、保持部の下縁部を導入溝に嵌め、その後に、保持部をT溝に向かってスライドさせことで、保持部の下縁部をT溝に嵌入することが可能となる。さらに、磁力によって、保持部をスライド部と平行な状態に維持し易くなる。これにより、保持部のスライド部への嵌合が容易となる。
(もっと読む)
テープフィーダ
【課題】テープフィーダにおいて、部品供給テープのスプロケット孔にスプロケットの歯を噛み合わせる作業を自動化する。
【解決手段】フィーダ本体13に部品供給テープ12をセットする際に、スプロケット42(スプロケット駆動機構部45)を自動的に退避位置へ下降させて部品供給テープ12をスプロケット42の上方にセットした後に、スプロケット42を噛合位置へ上昇させるように制御し、スプロケット42を噛合位置へ上昇させる制御を行ってもスプロケット42の歯が部品供給テープ12のスプロケット孔に噛み合わずに噛合検出センサ63から検出信号が出力されないときに、モータ44によりスプロケット42を回動させて該スプロケット42の歯が部品供給テープ12のスプロケット孔に噛み合って噛合検出センサ63から検出信号が出力されるまでスプロケット42を回動させる自動噛合動作を実行する。
(もっと読む)
テープフィーダ
【課題】テープサプライヤをフィーダ本体に着脱可能に設けたテープフィーダにおいて、テープサプライヤの識別情報(サプライヤID)とフィーダ本体の識別情報(フィーダ本体ID)を自動的に管理できるようにする。
【解決手段】サプライヤIDが記憶されたRFタグ81をテープサプライヤに設け、フィーダ本体に装着されたテープサプライヤのRFタグ81からサプライヤIDを読み取るリーダ82をフィーダ本体に設ける。テープサプライヤのRFタグ81からサプライヤIDをフィーダ本体のリーダ82で読み取ったサプライヤIDの信号は、テープサプライヤの装着を確認する信号を兼ねる。フィーダ本体のメモリ86にフィーダ本体IDを記憶し、メモリ86から読み出したフィーダ本体IDとリーダ82で読み取ったサプライヤIDをフィーダ本体が装着された部品実装機側へ送信する。
(もっと読む)
バルクフィーダ、ケースチェンジャ及びチップマウンタ
【課題】ケース交換を自動で行うのに適したバルクフィーダを提供する。
【解決手段】バルクフィーダ20は、ケース取付通路21aの前端口に部品収納済みケース25を挿入し後方移動させることによって、ケース取付通路21aの所定保持位置で保持されているケース25を所定排出位置に強制的に押し込んでケース排出孔21cを通じて落下させることできると共に、部品収納済みケース25をケース取付通路21aの所定保持位置で保持させることできる。
(もっと読む)
ダイ供給機
【課題】 ウェハをダイシングしてなるダイ集合体からダイをピックアップして供給するダイ供給機の実用性を向上させる。
【解決手段】 ピックアップヘッドが有する複数のノズル被装着具に複数の吸着ノズルがそれぞれ装着されるダイ供給機に、それら複数の吸着ノズル44を格納するノズル格納装置100を設置する。そして、そのノズル格納装置を、それら複数の吸着ノズルが複数のノズル被装着具の相対位置関係と同じ相対位置関係で格納されるようにし、そのノズル格納装置に、ピックアップヘッドへの同時装着のためにそれら複数の吸着ノズルを同時に動作させるノズル作動機構120,122,124,126,128を設ける。複数の吸着ノズルを迅速に装着することができ、ヒップアップヘッドの構造の単純化,軽量化を図ることができる。
(もっと読む)
電子部品実装体の製造装置
【課題】電子部品に生じた回転方向における位置ずれを確実に補正することにより、実装体の歩留まりを向上できる電子部品実装体の製造装置を提供する。
【解決手段】電子部品Chを搬送する搬送路211と、前記搬送された電子部品Chを吸着して前記ベース部材F上まで移送する移送手段22と、前記搬送路211上の電子部品Chが前記移送手段22に吸着されてから前記ベース部材F上へと移送されるまでの間に、前記移送手段22に吸着された電子部品Chの吸着方向に交差する仮想面における当該吸着方向周りの回転方向における位置ずれを補正する補正手段23とを備え、前記補正手段23は、前記移送手段22に吸着された電子部品Chに当接しないように、前記移送手段22に対して離反した離反位置に設けられており、前記移送手段に吸着された電子部品Chのうち前記位置ずれをしているものを保持して正しい位置に補正し、補正後に当該保持を解く。
(もっと読む)
部品実装装置、および、三次元形状測定装置
【課題】影の影響を除去し正確に位相シフト法による三次元データを高速に取得する。
【解決手段】直交する第一方向と第二方向とに撮像画素が行列状に並ぶエリアイメージセンサ111を有するカメラ101と、カメラ101と測定対象物200とを第一方向に相対的かつ連続的に移動させる移動手段102と、第一アングルで第一周期光を照射する第一照射手段131と、第二アングルで第二周期光を照射する第二照射手段132と、第一照射時間と第二照射時間とが重ならないように制御する照射制御手段104と、エリアイメージセンサ111の複数の第一ライン171を用い、第一照射手段131が照射する際の対象部分の像を取得し、複数の第二ライン172を用い、第二照射手段132が照射する際の像を取得する像取得手段105とを備える。
(もっと読む)
電子回路部品装着機
【課題】部品供給具と吸着ノズルとが回路基板に対して一緒に相対移動させられる電子回路部品装着機の使い勝手を向上させる。
【解決手段】12個の吸着ノズル172は、バルクフィーダ402および部品撮像装置と共にヘッド本体186に設けられ、回路基板に対して一緒に移動させられるとともに、回転体180の回転により部品受取位置へ移動してバルクフィーダ402から電子回路部品を受け取り、部品撮像装置へ移動して部品撮像装置により電子回路部品が撮像され、部品装着位置へ移動して回路基板に電子回路部品を装着する。また、吸着ノズル172は、部品装着位置において、モジュール本体に設けられたテープフィーダから電子回路部品を受け取り、回路基板に装着する。
(もっと読む)
ダイボンダ及びダイボンディング方法
【課題】生産能力が高く、コストが安価なダイボンダ及びダイボンディング方法を提供することを目的とする。
【解決手段】ダイをピックアップするウェハ供給部と、前記ダイを所定の温度に加熱したダイボンディング部と、前記ウェハ供給部と前記ダイボンディング部とを所定の経路で往復し、前記ダイを吸着し前記ダイボンディング部に載置された基板に圧着するコレットとを備えたボンディングヘッドと、装置全体の動作を制御する制御部とを有するダイボンダにおいて、前記制御部は、前記ボンディングヘッドが前記ダイを前記基板に圧着後、前記所定の経路を通って前記所定の経路上の所定の第1の位置まで移動する間、前記コレットを所定の吸着流量で空吸着するダイボンダ及びダイボンディング方法。
(もっと読む)
ダイボンダ及びボンディング方法
【課題】既にボンディングしたダイに対してダイを180度回転させて積層しても、製品品質の高いダイボンダ又はボンディング方法を提供する。
【解決手段】ピックアップヘッド21でウェハからダイDをピックアップしアライメントステージ31に前記ダイDを載置し、ボンディングヘッド41で前記アライメントステージ31から前記ダイDをピックアップし基板又は既にボンディングされたダイD上にボンディングするダイボンダ又はボンディング方法において、前記ボンディングヘッド41が前記アライメントステージ31から前記ダイDをピックアップする前に前記ダイDの姿勢を前記ボンディングする面に平行な面で所定角度で回転させる。
(もっと読む)
ワーク搬送装置、並びにワーク処理装置及びワーク処理方法
【課題】吸着孔を小径化せずにワークの基準マークを検出することが可能なワーク搬送装置、並びにワーク処理装置及びワーク処理方法を提供する。
【解決手段】ノズルユニット50の吸着孔52は、ワーク100上面(被吸着面)の第1の基準マーク101を撮像装置70により撮像可能で、且つワーク100の上面の外形内側に収まる寸法及び形状を有する。透明体53は、吸着筒体51の他端(上端)を塞ぐ端面部である。透明体53は、吸着筒体51内部の負圧維持と撮像装置70の光透過を両立させる。撮像装置70は、ワーク100の第1の基準マーク101を最低2箇所撮像する。ここで、撮像は、吸着孔52に保持されたワーク100の被吸着面を、透明体53及び吸着孔52を通して撮像する。
(もっと読む)
電子部品供給装置及び電子部品装着装置
【課題】作業者によるメンテナンス作業前或いは後の継ぎ目検出装置の状態確認作業を容易に行えるようにし、メンテナンス作業後の継ぎ目検出装置の誤動作を極力回避すること。
【解決手段】部品供給ユニット6の把手70の上面に設けられた表示部70Aには、左右のレーンに対応して表示手段としての7セグメント表示ユニット77が設けられている。下部セグメント91は収納テープCの送り動作に伴い短い間隔で点滅し、作業者は、下部セグメント91の表示状態の変化を確認することによって、継ぎ目検出装置102の動作状態、即ち、継ぎ目検出装置102が正常に動作していることを確認する。
(もっと読む)
コレット
【課題】従来同様の低コストな簡単な構成で半導体チップの搭載精度を悪化させることなく半導体チップの持ち帰り問題を解消し且つ高速搭載が可能で長寿命なコレットを提供する。
【解決手段】コレット10は、硬質材のシャンク13の先端の従来の半導体チップ吸着孔に圧入されて固定された硬質材の円筒突起14と、この円筒突起14に外嵌しゴム性の締め付け力で固定して設けられたラバーチップ12とで構成される。円筒突起14の先端吸着面14aは、ラバーチップ12の先端吸着面12aから突出しないように、ラバーチップ12の先端吸着面12aと同一平面か又は先端吸着面12aよりも高さh以内に引き込んだ形状で構成される。高さhは0.2mm以内である。
(もっと読む)
テープフィーダ、部品実装装置及び部品実装方法
【課題】部品取り出し口に対して部品を正確に供給することができるテープフィーダ、部品実装装置及び部品実装方法を提供することを目的とする。
【解決手段】スプロケット32の外周部に設けられた各突起32bのテープ部材20の送り孔22と係合する高さでのテープ部材20の進行方向の寸法S1がテープ部材20の送り孔22の径Dよりも大きく、各突起32bのテープ部材20の送り孔22と係合する高さでのテープ部材20の進行方向と直交する方向の寸法S2がテープ部材20の送り孔22の径Dよりも小さい。
(もっと読む)
ボンディング方法およびボンディング装置
【課題】縦長タイプのチップであっても、横長タイプのチップであっても効率よくピックアップして行くことができ、また、画像処理の効率化を図ることが可能なボンディング方法及びボンディングを提供する。
【解決手段】テーブル横方向の移動回数がテーブル縦方向の移動回数よりも多くなる縦長チップ用ピックアップ順番の設定と、テーブル縦方向の移動回数がテーブル横方向の移動回数よりも多くなる横長チップ用ピックアップ順番の設定とを行う。縦方向寸法が横方向寸法よりも大きい縦長チップ21Aに対して、縦長チップ用ピックアップ順番に従ってピックアップする。横方向寸法が縦方向寸法よりも大きい横長チップ21Bに対して、横長チップ用ピックアップ順番に従ってピックアップする。
(もっと読む)
実装装置及び実装ユニット
【課題】一の実装ヘッド部が他の実装ヘッド部又は他の実装ヘッド部を支持する可動板と干渉することなく、実装タクトタイムを短縮することができる実装装置及び実装ユニットを提供する。
【解決手段】電子部品又は電子素子を供給する一又は複数の供給ステージ部2と、一の軸方向に移動することが可能な、一対の第一の可動部5と、一の軸方向と直交する他の軸方向に移動することが可能であり、一対の第一の可動部5それぞれに設けられている第二の可動部6と、第二の可動部6に搭載され、電子部品又は電子素子を吸着して保持する吸着ノズルを有する実装ヘッド部7と、電子部品又は電子素子を基板に実装する実装ステージ部3とを備える。一対の第一の可動部5を、互いの間隔を所定の間隔以上に保持しつつ、同じ方向へ移動するよう制御する。
(もっと読む)
電子部品実装装置及び電子部品実装方法
【課題】電子部品の角形状による判定が困難で、極性判定マークが無い場合であっても、正規の電子部品を正しい位置及び角度で基板に実装できる電子部品実装装置または電子部品実装方法を提供する。
【解決手段】電子部品の保持状態を撮像し、前記保持状態の撮像結果に基づいて基板に実装する電子部品実装装置または方法において、前記電子部品は極性判定マークがなく、Nを1以上の整数とし、(360/N)度で規定される回転認識処理角度の範囲内に実装部を含めた形状が同一となる状態が一つしかない非回転対称部品であって、電子部品の保持状態の撮像結果から前記電子部品の部品認識像を得、前記電子部品の前記形状のあるべき状態を示す基準像、前記部品認識像のうち少なくとも一方を回転させて、前記回転認識処理角度の範囲内に両者が一致する角度が存在するかの回転認識処理し、正規の電子部品かを判定する。
(もっと読む)
チップピックアップ方法およびチップ実装方法ならびにチップ実装装置
【課題】作業効率の向上を実現することができるチップピックアップ方法およびチップ実装方法ならびにチップ実装装置を提供することを目的とする。
【解決手段】一のチップを一のエリアからピックアップした後に、次にピックアップすべきチップを特性情報に基づいて決定するピックアップチップ決定工程において、次にピックアップされるチップとしての適格性を有する適格チップをマップデータを参照してサーチして、同一のエリア内に存在する適格チップを優先的に次にピックアップすべきチップとして決定し、当該エリア内に適格チップが存在しない場合には、当該エリアとの近接度合いが最も高いエリア内に存在する適格チップを、次にピックアップすべきチップとして決定することにより、ピックアップヘッドの相対移動によるピックアップ動作において、ウェハの端から端までの相対移動を反復実行する無駄な動作時間を削減して、作業効率を向上させることができる。
(もっと読む)
1 - 20 / 458
[ Back to top ]