
Fターム[5E313CD03]の内容
電気部品の供給、取付け (45,778) | 特定運動の利用 (1,124) | 定時間隔の間欠運動 (478) | 定ピッチ送りのもの (432)
Fターム[5E313CD03]に分類される特許
1 - 20 / 432
部品搭載装置、及び部品搭載方法
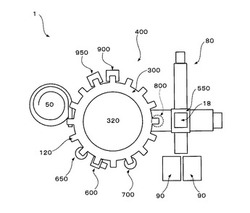
【課題】部品の搭載を高速で行えるようにした。
【解決手段】供給される部品30を保持する保持機構120を有し、部品30を被搭載部材20まで搬送する搬送装置400と、この保持機構120によって保持されている部品30に対して接着材を塗布する塗布装置600を備えるようにした。結果、接着材が塗布された部品30を、接着材が乾燥する前に、被搭載部材20に高速で搭載する。
(もっと読む)
ワーク搬送方法およびワーク搬送装置

【課題】ワークを受け渡す取数が相違する場合であっても、短時間でしかも安定してワークを受け渡すことが可能なワーク搬送方法およびワーク搬送装置を提供する。
【解決手段】供給側治具12から一回の供給動作で一定数のワーク11を、一定数よりも多い数のワーク保持部17を有するワーク保持治具10におけるワーク保持部17に供給していくワーク搬送方法である。供給側治具12からの一定数のワーク11の供給動作のみを複数回行い、一つの供給動作において、2つのワーク保持治具10のワーク保持部17への供給を含ませることにより、複数のワーク保持治具10の全ワーク保持部17にワークを供給する。
(もっと読む)
部品装着ライン
【課題】平行する2つの基板搬送装置を夫々有し複数台直列に配置されたモジュールタイプの部品装着装置を使用して生産効率の最適化を図ることができる部品装着ラインを提供する。
【解決手段】平行する2つの基板搬送装置を夫々有し複数台直列に配置されたモジュールタイプの部品装着装置において、一対の基板搬送装置は、互いに異なった2種類の基板を各部品装着装置の部品装着位置に位置決めし搬入出するものであり、2種類の基板のうち一方の基板に部品を装着する一方側サイクルタイムと、2種類の基板のうち他方の基板に部品を装着する他方側サイクルタイムとを部品装着装置ごとに演算して合算サイクルタイムとする合算サイクルタイム演算部と、合算サイクルタイムが均等化されるように一対の基板に装着する部品を部品装着装置ごとに分配する部品均等分配部と、を備えていること。
(もっと読む)
印刷検査装置および印刷検査方法
【課題】印刷検査が目的とする不良検出の確度と設備稼働率の維持との関係を合理的にバランスさせて、トータルの品質管理および生産性の向上を実現することができる印刷検査装置および印刷検査方法を提供することを目的とする。
【解決手段】半田印刷後の基板を対象とする印刷検査において、CSP部品などリペア作業の難度が高い特定部品に対して印刷面積過大の不良判定がなされた場合において、作業指令選択データ44dに含まれる作業指令のうち当該電子部品の当該印刷部位への搭載作業の実行禁止を指令する搭載作業禁止指令C1を導出して電子部品搭載装置に対して出力し、当該電子部品についてはリフロー後に手搭載により補充する。これによりリペア作業の難度が高い特定部品を除いた他の電子部品については装置停止を招くことなく、通常通り作業を継続することができる。
(もっと読む)
電子部品実装システムおよび電子部品実装方法
【課題】印刷検査が目的とする不良検出の確度と設備稼働率の維持との関係を合理的にバランスさせて、トータルの品質管理および生産性の向上を実現することができる電子部品実装システムおよび電子部品実装方法を提供する。
【解決手段】半田印刷後の基板を対象とする印刷検査において、CSP部品などリペア作業の難度が高い特定部品に対して印刷面積過大の不良判定がなされた場合において、作業指令選択データ44dに含まれる作業指令のうち当該電子部品の当該印刷部位への搭載作業の実行禁止を指令する搭載作業禁止指令C1を導出して電子部品搭載装置に対して出力し、当該電子部品についてはリフロー後に手搭載により補充する。これによりリペア作業の難度が高い特定部品を除いた他の電子部品については装置停止を招くことなく、通常通り作業を継続することができる。
(もっと読む)
テープフィーダ
【課題】テープフィーダの横幅寸法の薄型化を実現する。
【解決手段】部品供給テープ12を部品吸着位置へピッチ送りするテープ通路部材15の上面側には、部品供給テープ12の幅方向の片側のみを保持する複数(例えば3個又はそれ以上)の横コ字型のガイド部材36〜38を、部品供給テープ12の幅方向の一方側と他方側に交互に千鳥状に配置する。複数のガイド部材36〜38を、それぞれ部品供給テープ12の幅方向内側に少しずつ寄せて配置することで、部品供給テープ12が僅かに幅方向に蛇行し又は斜めに傾いた状態に保持する。これにより、部品供給テープ12を部品吸着位置へ案内するガイド機構の横幅寸法を部品供給テープ12の横幅寸法とほぼ同じ寸法まで薄型化することができる。
(もっと読む)
テープフィーダ
【課題】テープフィーダにおいて、部品供給テープのスプロケット孔にスプロケットの歯を噛み合わせる作業を自動化する。
【解決手段】フィーダ本体13に部品供給テープ12をセットする際に、スプロケット42(スプロケット駆動機構部45)を自動的に退避位置へ下降させて部品供給テープ12をスプロケット42の上方にセットした後に、スプロケット42を噛合位置へ上昇させるように制御し、スプロケット42を噛合位置へ上昇させる制御を行ってもスプロケット42の歯が部品供給テープ12のスプロケット孔に噛み合わずに噛合検出センサ63から検出信号が出力されないときに、モータ44によりスプロケット42を回動させて該スプロケット42の歯が部品供給テープ12のスプロケット孔に噛み合って噛合検出センサ63から検出信号が出力されるまでスプロケット42を回動させる自動噛合動作を実行する。
(もっと読む)
テープフィーダ及び電子部品実装装置
【課題】ピックアップ位置におけるキャリアテープの幅方向の位置のばらつきを抑制して電子部品のピックアップミスの発生頻度を低減できるテープフィーダ及び電子部品実装装置を提供する。
【解決手段】テープ押さえ部材20に、後縁部20cがテープ送り方向と直交する方向に対して傾いて延びているトップテープ引出口20bを設ける。トップテープ16を後縁部20cに対して直交する方向に引っ張ると、キャリアテープ14には当該キャリアテープ14を斜め前方に押し出す力(推力)F1が働く。この推力の一部はテープ送り方向に押し出す力F2となるが、他の一部はキャリアテープ14を幅方向に付勢する力F3となって、キャリアテープ14をテープ通路5b上に設けられた当接部21に当接させるので、キャリアテープ14は当接部21に当接した状態のままピッチ送りされる。
(もっと読む)
テープフィーダ
【課題】テープフィーダにおいて、テープサプライヤを着脱する作業を簡単化する。
【解決手段】スプロケット駆動機構部45は、昇降レバー30にスプロケットと該スプロケットを平歯車列43を介して駆動するモータ44等を組み付けて構成すると共に、プロケット駆動機構部45を、スプロケットの歯が部品供給テープ12のスプロケット孔に噛み合った状態となる噛合位置とスプロケットの歯が部品供給テープ12のスプロケット孔よりも下方に位置する退避位置との間を上下動させるように構成し、スプロケット駆動機構部45を上方へ付勢してスプロケットを噛合位置に保持するスプリング55を設けると共に、テープフィーダに部品供給テープ12を着脱するときにスプロケット駆動機構部45をスプリング55に抗して下降させるモータ56を設ける。
(もっと読む)
テープフィーダ
【課題】テープサプライヤをフィーダ本体に着脱可能に設けたテープフィーダにおいて、テープサプライヤの識別情報(サプライヤID)とフィーダ本体の識別情報(フィーダ本体ID)を自動的に管理できるようにする。
【解決手段】サプライヤIDが記憶されたRFタグ81をテープサプライヤに設け、フィーダ本体に装着されたテープサプライヤのRFタグ81からサプライヤIDを読み取るリーダ82をフィーダ本体に設ける。テープサプライヤのRFタグ81からサプライヤIDをフィーダ本体のリーダ82で読み取ったサプライヤIDの信号は、テープサプライヤの装着を確認する信号を兼ねる。フィーダ本体のメモリ86にフィーダ本体IDを記憶し、メモリ86から読み出したフィーダ本体IDとリーダ82で読み取ったサプライヤIDをフィーダ本体が装着された部品実装機側へ送信する。
(もっと読む)
テープフィーダ
【課題】テープフィーダの操作パネルの小型化を図ることを課題とする。
【解決手段】テープ化部品を電子部品の供給位置まで導く複数のテープ化部品経路と、テープ化部品を送る複数の送り装置とを備え、テープ化部品経路が形成された複数の第1部と、複数の送り装置を内蔵する第2部とに分離可能であり、複数の第1部の各々を第2部に着脱可能なテープフィーダにおいて、操作パネルに、複数の個別制御スイッチ132と選択スイッチ134と選択制御スイッチ136とを配置し、各個別制御スイッチは、各テープ化部品を個別に制御し、選択制御スイッチは、選択スイッチによって選択されたテープ化部品を制御するように構成される。この構成によれば、個別制御スイッチにより作業性を向上させ、選択制御スイッチによりスイッチ数を少なくすることが可能となり、作業性の向上と操作パネルの小型化との両立を図ることが可能となる。
(もっと読む)
電子部品装着装置の装着データ作成方法、電子部品装着装置、電子部品装着装置の電子部品装着順序決定方法及び電子部品装着装置の装着データ作成方法
【課題】部品供給ユニットの交換が発生する場合でも、ビームの稼動状況を向上させて生産効率の向上を図ること。
【解決手段】手前側(一方の外方側)の部品装着装置3の部品供給ユニット13の交換作業時には、手前側のビーム8は奥側(他方の外方側)の部品供給装置5側に乗り入れ、装着ヘッド11は装着ヘッド10と同様に搬送装置2上のプリント基板Pと部品供給装置3との間を移動し、各装着ヘッド10、11に設けられた吸着ノズルにより部品供給装置5から電子部品を取出してプリント基板P上に装着する。
(もっと読む)
異常検出装置
【課題】 サーボモータによって駆動される被駆動部の異常部位を特定可能な異常検出装置を提供する。
【解決手段】 本発明の異常検出装置は、サーボモータの位置情報が位置検出器から入力される入力部と、位置情報を周波数変換する周波数変換部と、周波数変換された所定周波数における振幅と被駆動部の異常を判定する閾値とを比較する比較判定部と、を有し、比較判定部は、所定周波数における振幅が被駆動部の異常を判定する閾値以上となる周波数から被駆動部の異常部位を特定する。
(もっと読む)
電子部品供給装置
【課題】電子部品の安定した供給が可能な電子部品供給装置を実現する。
【解決手段】電子部品供給装置が備えている従動スプロケットが部品収容テープAの搬送に伴い回転する際、従動スプロケットの歯部230の前面230fはスプロケット孔Hの内面に接触しないため、その従動スプロケットの歯部230が部品収容テープAを振動させたりすることなくスプロケット孔Hからスムーズに抜け出るので、従動スプロケットは、搬送されている部品収容テープAの向きや姿勢を安定させて、部品収容テープAが円滑に搬送されるように案内することができ、電子部品供給装置は所定の部品供給位置に向けて安定した電子部品の供給を行うことができる。
(もっと読む)
電子部品供給装置
【課題】実用性の高い電子部品供給装置を提供する。
【解決手段】電子部品を所定の位置で供給するテープフィーダ74と、テープフィーダの下縁部をスライド可能に保持するスライド部98と、テープフィーダのテープ化部品の送り出し方向の側の側壁面102が取り付けられる側壁面取付部100と、テープフィーダの側壁面に上下方向に並んで立設される1対の立設ピン104,106と、側壁面取付部に形成され、1対の立設ピンが嵌合される1対の嵌合穴112,114とを備えた電子部品供給装置において、下方に位置する立設ピン106が偏心軸を中心に回転する偏心ピンであり、その偏心ピンが嵌合される嵌合穴114が上下方向に延びる長穴であり、偏心ピンを制御可能に回転させるように構成する。この構成により、テープフィーダを上方に位置する立設ピン104を中心に揺動させて、電子部品の供給位置を調整することが可能となる。
(もっと読む)
電子部品供給装置
【課題】実用性の高い電子部品供給位置を提供する。
【解決手段】電子部品を所定の位置で供給するテープフィーダ74と、そのテープフィーダを立設させた状態でそれの下縁部を固定的に保持する保持部92とを備えた電子部品供給装置であって、保持部を導電体により成形し、導電体により成形された架渡部材114を、保持部によって下端部を固定的に保持されたテープフィーダの上縁部とクリアランスのある状態で、その上縁部の上方に架け渡し、テープフィーダの下縁部が保持部に接触した状態でテープフィーダの上縁部が架渡部材に接触した場合に、導通検出器126によって、保持部と架渡部材との間の導通を検出するように構成する。このような構成により、テープフィーダが浮き上がった場合に、保持部と架渡部材との間の導通が検出されるため、テープフィーダの浮きを検出することが可能となる。
(もっと読む)
電子回路部品装着機
【課題】部品供給具と吸着ノズルとが回路基板に対して一緒に相対移動させられる電子回路部品装着機の使い勝手を向上させる。
【解決手段】12個の吸着ノズル172は、バルクフィーダ402および部品撮像装置と共にヘッド本体186に設けられ、回路基板に対して一緒に移動させられるとともに、回転体180の回転により部品受取位置へ移動してバルクフィーダ402から電子回路部品を受け取り、部品撮像装置へ移動して部品撮像装置により電子回路部品が撮像され、部品装着位置へ移動して回路基板に電子回路部品を装着する。また、吸着ノズル172は、部品装着位置において、モジュール本体に設けられたテープフィーダから電子回路部品を受け取り、回路基板に装着する。
(もっと読む)
電子部品供給装置及び電子部品実装装置
【課題】テープに保持されたラジアルリード形電子部品を適切に吸着位置に搬送することができること。
【解決手段】ラジアルリード形電子部品を吸着領域に供給する電子部品供給装置であって、電子部品保持テープを案内する案内溝を備える筐体と、テープ送り爪ユニット及びテープ送り爪ユニットをテープ送り方向に往復移動させる駆動部と、を備え、案内溝に案内された電子部品保持テープをテープ送り方向に搬送するフィードユニットと、吸着領域に移動された前記ラジアルリード形電子部品のリードを切断し、前記ラジアルリード形電子部品と前記電子部品保持テープとを分離するカットユニットと、テープ送り爪ユニットと筐体とのテープ送り方向における相対位置を調整する位置調整機構と、を有することで上記課題を解決する。
(もっと読む)
電子部品実装装置およびテープフィーダならびにテープフィーダにおけるトップテープ送り方法
【課題】トップテープのテンションによるテープ押さえ部材の浮き上がりに起因するテープ押さえ部材の挙動不安定を抑制して電子部品のピックアップミスを防止することができる電子部品実装装置およびテープフィーダならびにテープフィーダにおけるトップテープ送り方法を提供することを目的とする。
【解決手段】テープフィーダ5においてキャリアテープ15から剥離されたトップテープ15eをピッチ送り方向と反対側に導いて送るに際し、トップテープ15eをテープ押さえ部材21において吸着位置の上流側に上方に突出して設けられた突出部26の上面を介して斜め下方に導いて、テープ押さえ部材21の浮き上がりを防止する。これにより、トップテープ15eのテンションによるテープ押さえ部材21の浮き上がりに起因するテープ押さえ部材21の挙動不安定を抑制して、電子部品のピックアップミスを防止することができる。
(もっと読む)
フィーダの取付構造
【課題】フィーダの着脱作業性を確保しながら、フィーダ取付時のフィーダの左右方向の位置精度を向上させる。
【解決手段】フィーダ13の下面側のガイドレール19をフィーダ載置台14のガイド溝18に差し込んで、フィーダ13に設けられたクランプ部材21によってフィーダ13を前方へ押し付けてクランプすることで、フィーダ13をフィーダ載置台14に前後方向に位置決めして着脱可能に取り付けるフィーダ取付構造において、フィーダ13の左右方向の位置決めをする位置決めピン33をフィーダ13に上下動可能に設け、フィーダ13の取付時には位置決めピン33を下降させてフィーダ載置台14のガイド溝18に嵌まり込ませることで、フィーダ13の左右方向の位置決めをする。フィーダ13の取り外し時には位置決めピン33をガイド溝18から上方に抜き出して退避させた状態にする。
(もっと読む)
1 - 20 / 432
[ Back to top ]