
Fターム[5E313FF03]の内容
電気部品の供給、取付け (45,778) | 位置決め (5,482) | 取付部品の位置決め (268)
Fターム[5E313FF03]の下位に属するFターム
容器出口部分での位置決め (45)
供給路の途中、終端での位置決め (66)
中間ステージ(ステーション)での位置決め (24)
取付部品の本体外形を利用するもの (34)
リード線部分を利用するもの (5)
取付部品に設けた凹凸、孔などを用いるもの (6)
Fターム[5E313FF03]に分類される特許
1 - 20 / 88
部品実装方法及び部品実装システム
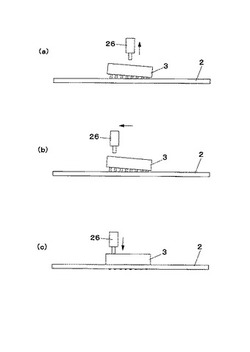
【課題】挿入ピンがピン挿入孔に十分に入り込めずに部品が非正常な姿勢で基板に装着されてしまうことを防止できるようにした部品実装方法及び部品実装システムを提供することを目的とする。
【解決手段】部品3が備える複数の挿入ピン3aと基板2側の複数のピン挿入孔2aとの位置合わせを行ったうえで吸着ノズル26によって部品3を基板2側に押圧し、部品3が備える各挿入ピン3aが対応する基板2のピン挿入孔2aに入り込むようにして部品3を基板2に装着する部品装着工程と、部品3を基板2に装着した後、部品3を再度基板2側に押圧して部品3の各挿入ピン3aが対応する基板2のピン挿入孔2aに押し込まれるようにする部品押し込み工程とを実行する。
(もっと読む)
部品供給装置および部品位置認識方法

【課題】ウエハの円周位置を簡易且つ確実に精度良く検出し、ウエハカット部品の位置を高精度に認識することができる部品供給装置および部品位置認識方法を提供すること。
【解決手段】部品供給装置20は、部品突上げ装置70の第2移動装置71に装着されたウエハ照明装置80で部品供給位置Aに搬送されたウエハUに対し下方から光を広角に照射し、部品装着装置30の第1移動装置31に取付けられたカメラ39でウエハUの円周の一部を撮像する。このため、画像にはウエハUの表面に形成された回路等は写り込まず、ウエハUは影として写ることになる。これにより、ウエハUの円周位置を簡易且つ確実に精度良く検出し、ウエハカット部品Pの位置を高精度に認識することができる。よって、従来の光センサは不要となり、部品供給装置20の低コスト化および小型化を図ることができる。
(もっと読む)
部品位置認識方法および部品供給装置
【課題】ウエハの円周位置を簡易且つ確実に精度良く検出し、ウエハカット部品の位置を高精度に認識することができる部品供給装置および部品位置認識方法を提供すること。
【解決手段】移動装置71で識別部材93又はスポット照明装置80を移動しながら、カメラ39で識別部93a又はスポット光を含むウエハUの画像を取得するようにしている。これにより、識別部93a又はスポット光がウエハUの円周に達したときに識別部93a又はスポット光の一部が隠れるので、ウエハUの円周の位置を簡単且つ確実に検出できる。また、ウエハUの円周により部分的に隠された識別部93a又はスポット光の形状を認識することにより、ウエハUの円周位置をより精度良く検出でき、ウエハカット部品Pの位置を高精度に認識することができる。よって、従来の光センサは不要となり、部品供給装置20の低コスト化および小型化を図ることができる。
(もっと読む)
吸着保持具
【課題】ランニングコストの高騰を招くことなく各種対象物を吸着して保持する。
【解決手段】吸着パッド31a,31bを有する吸着部3および基部2を備え、基部2は、吸着保持具1を回動可能にアーム11に取り付けるためのボルト22を挟むように配置した両パッド31a,31bのボルト22に接近する接近方向およびボルト22から離間する離間方向への移動を許容しつつ両パッド31a,31bを取り付け可能に構成され、吸着部3は、連結用アーム41a,41b、およびアーム41a,41bを連結すると共に上記の接近方向および離間方向と交差する方向へのスライドが可能に基部2に取り付けられたボルト42を備えて、パッド31a(31b)を接近方向に移動させたときにパッド31b(31a)が接近方向に移動し、かつパッド31a(31b)を離間方向に移動させたときにパッド31b(31a)が離間方向に移動するように構成されている。
(もっと読む)
DIP部品を含む回路基板の加工方法
【課題】従来に無い、薄型、狭ピッチのDIPICが開発された。従来のIC挿入機では実装出来ず、新たなIC挿入機の開発が必要だが、多く使われている表面実装機で加工出来る方法が求められる。
【解決手段】負圧吸着方式の表面実装機は吸着、搬送、降下(挿入)が出来、部品を挟んで保持する必要が無く、部品の寸法に左右されない。DIP部品のリードは予め定められたピッチに加工しておくが、プリント基板のスルーホールに予め塗布されたクリームハンダがリフロー行程でDIP部品を固定し、以後の加工工程で脱落する事は無い。また、他の部品が実装された後、フローハンダ付けでDIP部品のハンダ付けは確実に行われる。
(もっと読む)
実装部品検査装置、部品実装システム及び部品実装方法
【課題】ある部品実装位置において連続的に実装不良の検査結果があらわれた場合、経験の浅い作業員でもその原因を迅速に理解してその対策を講じることができる実装部品検査装置及びその方法を提供する。
【解決手段】部品実装位置マップ79上に表示されたプロットマークPを作業員が選択すると、実装不良詳細画像83がタッチパネル64上に表示される。この表示に際しては実装不良の判定割合が所定のしきい値を超えているか否かが部品実装位置毎に判断され、しきい値を超えていると判断された場合「推定不良要因:基板の反り変形状態の検出不良。計測点の設定状況を確認。」の文言が表示される。これにより、経験の浅い作業員でも実装不良の原因が基板の反り変形状態の検出不良によるものであることを容易且つ迅速に理解し、不良が指摘された部品実装位置若しくはその近傍に対して計測点を新たに追加する等の措置を速やかにとることができる。
(もっと読む)
部品実装方法および部品実装機
【課題】押圧工程を有する場合であっても、部品の装着精度が低下しにくい部品実装方法および部品実装機を提供することを課題とする。
【解決手段】部品実装方法は、基板Bfに部品Cを装着する装着工程を複数回実行する部品実装方法であって、N(Nは自然数)回目の装着工程の後であってN+1回目の装着工程の前に、装着された部品Cを押圧する押圧工程と、部品Cが押圧されたことによる基板Bfの位置ずれを確認する確認工程と、を実行することを特徴とする。
(もっと読む)
部品実装用装置及び部品実装用装置における段取り替え方法
【課題】機種切り替えがなされた場合の作業効率の低下を防止することができる部品実装用装置及び部品実装用装置における段取り替え方法を提供することを目的とする。
【解決手段】基板PBの機種切り替えがなされたことが検知された場合に、機種切り替えに必要な段取り替えの作業項目の中に、オペレータが手作業で行うべき作業項目があるか否かの判断を行い(ステップST53)、オペレータが手作業で行うべき作業項目がない場合には作業実行部16の運転を停止させることなく、機種切り替えに必要な段取り替えの全ての作業項目を自動で実行する(ステップST54)。
(もっと読む)
電子部品の実装装置及び実装方法
【課題】実装ツールを駆動して液晶表示パネルにTCPを実装するとき実装ツールの振動を短時間で収束できるようにした実装装置を提供することにある。
【解決手段】TCPを保持する実装ツール41と、実装ツールを駆動して液晶表示パネルの上方の実装位置に位置決めしてから下降方向に駆動して実装ツールに保持されたTCPを液晶表示パネルに実装させるX・Y・Z・θ駆動源42と、X・Y・Z・θ駆動源によって実装ツールを駆動して実装位置の上方に位置決めしたときに実装ツールに生じる振動を検出する加速度センサ43と、加速度センサの検出に基いて実装ツールに生じた振動を打ち消す振動が実装ツールに加えられるようX・Y・Z・θ駆動源を駆動する制御装置を具備する。
(もっと読む)
部品実装装置
【課題】多数の基板に部品実装する場合の生産性を向上できる小型で簡易な機構の部品実装装置を提供すること。
【解決手段】部品供給装置3は、第1基板搬送装置21と第2基板搬送装置22との間の下方に配置され、部品移載装置4の昇降旋回部材43は、第1基板保持装置23および第2基板保持装置26の間において旋回可能に構成されている。そして、昇降旋回部材43の旋回により、割出ヘッド44の採取装着部材45は、第1基板保持装置23の第1基板P1および第2基板保持装置26の第2基板P2に向くことが可能なように構成されている。これにより、部品供給装置3から第2部品実装位置M2に搬送された第2基板P2までの部品移載装置4による部品移動距離は、従来の部品実装装置の該部品移動距離よりも短縮されることになる。よって、第1基板P1および第2基板P2に対する部品実装時間のばらつきを少なくでき、基板生産効率を向上できる。
(もっと読む)
部品方向判定装置及び部品方向判定方法
【課題】四角形状の部品の方向判定に要する処理時間を短縮する。
【解決手段】方向を示す特徴点を有する四角形状の部品の方向を画像処理で判定する部品方向判定装置において、予め、部品の縦横比の標準データを記憶装置14に記憶しておき、生産中に部品を吸着ノズルに吸着したときに、その部品全体をその下方から部品認識用カメラ12の視野内に収めて撮像し、その撮像画像から該部品の外縁を認識して、部品の画像を90°異なる方向から見た2つの縦横比を算出し、これら2つの縦横比の算出値を記憶装置14に記憶された縦横比の標準データと比較して、差が小さい方の縦横比の算出値に対応する2方向の候補を選択し、該部品の画像のうちの選択した2方向の候補に対応する部分をそれぞれ画像処理して特徴点を認識できた方向によって該部品の方向を特定する。
(もっと読む)
半導体素子装着装置及びその装着方法
【課題】本発明は、2種類の半導体素子を1個のワークに装着する半導体素子装着装置において、1種類の半導体素子のみを装着する場合においても、より生産効率の高い半導体素子装着装置を提供することである。
【解決手段】本発明は、各ワークを所定間隔毎に設けられた複数の送り爪で係止し凹状の搬送路を間欠送りし、前記所定間隔で規定される所定のピッチで前記送り爪を往復動作させて搬送し、最大N個(2≦Nの整数)の前記ワークを同時に前記送り爪にそれぞれ1個ずつ係止できるように前記搬送路に供給し、最大N個の前記ワークにそれぞれ半導体素子を装着することを特徴とする。
(もっと読む)
電界放出ディスプレー用のスペーサー自動実装システム及びスペーサー自動実装方法
【課題】アスペクト比が大きく且つ多数のスペーサーをパネルに実装する電界放出ディスプレー用のスペーサー自動実装システム及びその方法を提供する。
【解決手段】複数個のスペーサーを水平整列パレット21に整列する水平整列機20と、姿勢変換パレットが水平整列パレット21と向かい合った状態で水平整列パレット21を結合し、180度回転する反転機30と、複数個の案内孔51を備えた挿入ガイド50の下側に設けられ、接着剤の塗布されたパネルが置かれる作業台と、反転機30を挿入ガイド50の上側に移動させて前記複数個のスペーサーを複数個の案内孔51に挿入させる第1ローダー60と、案内孔51に挿入された前記スペーサーを前記パネルに加圧する複数個の加圧ピンを備えた加圧チャック80と、前記加圧ピンを案内孔51に挿入させる第2ローダー70と、反転機30、第1ローダー60及び第2ローダー70を制御する制御機90と、を含む。
(もっと読む)
電子部品実装装置
【課題】ノズルヘッドの回転中心を容易に算出できると共に、カメラの光学倍率も算出できる電子部品実装装置を提供する。
【解決手段】基板搬送装置の基板上にXテーブル、Yテーブルを介して位置決め可能に設けられたジョイントブロックに交換可能に取り付けられるノズルユニット12を備え、このノズルユニット12がロータリー式のノズルヘッド20と、これを回転駆動する駆動装置33と、ノズルヘッド20を撮影するカメラと、基板搬送装置とXテーブル、Yテーブルと駆動装置33とカメラとを制御すると共にカメラによって撮影された画像情報に基づいて、ノズルヘッド20の基準位置からのズレを算出し、ノズルヘッド20の位置を校正可能なコントローラーを備えた電子部品実装装置であって、ノズルヘッド20の軸方向に面する面にカメラで撮影可能な2つのマーカーMを設けた。
(もっと読む)
部品実装部材及び部品実装方法
【課題】実装位置に対する電子部品の実装精度を高めることができる部品実装部材及び部品実装方法を提供する。
【解決手段】部品実装部材1は、電子部品7を実装する部品実装部2と、部品実装部2に電子部品7を位置決めするための画像認識の基準となる認識基準部3とを備え、認識基準部3は、認識用カメラ4によって撮像可能な撮像領域aに部品実装部2と共に配置され、認識用カメラ4側からの照明光による光反射の態様が部品実装部2とは異なる光反射面3a,3bを有する。
(もっと読む)
部品搬送方法、部品搬送装置及び部品実装装置
【課題】ベアチップを取出すためのヘッド等の位置決め精度を高度に保つ。
【解決手段】Y軸方向にのみ移動可能なウエハステージ20に支持されたベアチップを移動カメラ50により画像認識した後、X軸方向にのみ移動可能な突上げヘッド30により突上げ、このベアチップをウエハヘッド42a,42bにより保持して搬送する。この動作の前に、ウエハステージ20に設けられるマークを移動カメラ50により撮像する工程と、移動カメラ50を移動させるときのX軸方向の基準座標をその撮像結果に基づいて定める工程と、突上げヘッド30に設けられるマークを移動カメラ50により撮像する工程と、移動カメラ50を移動させるときのY軸方向の基準座標、及び突上げヘッド30を移動させるときの基準座標をその撮像結果に基づき定める工程と、ウエハステージ20を移動させるときの基準座標を前記両撮像結果に基づいて定める工程とを実行する。
(もっと読む)
可撓性部材の位置決め装置及び方法
【課題】吸着面に画像認識用の孔を開けた多孔質フィルムを有する吸着ヘッドを用いて可撓性部材を位置決めすることにより、高精度に位置決めすることが可能な位置決め装置を提供する。
【解決手段】カメラ4、吸着面に画像認識用の孔8を有する多孔質フィルム7が貼り付けられた投光性を有する吸着ヘッド5を有し、吸着ヘッド5を吸着面にFPC3を吸着した状態で貼り付けプレート1の所定位置まで搬送する。また、カメラ4で多孔質フィルムに開けられた画像認識用孔を通してFPC上の画像認識マーク6を撮像し、その画像認識用マークの画像に基づいてFPCの位置ズレ量を算出し、その位置ズレ量からFPCの位置決めを行う。
(もっと読む)
電子部品の実装装置及び実装方法
【課題】半導体チップを基板に対して要求される条件に応じて実装することができる実装装置を提供することにある。
【解決手段】搬送レール1によって搬送されて実装位置に位置決めされる基板の搬送方向と交差する方向に対向して配置された半導体チップの供給部4と、供給部と搬送レールの間に配置された中間ステージ14と、基板の搬送方向と交差する方向に駆動可能に設けられた第1の実装ツール31e及び第2の実装ツール32eと、第1、第2の実装ツールの駆動を制御し、半導体チップを基板に精密実装するときには第1の実装ツールによって供給部から半導体チップを取り出させて中間ステージに載置させた後、第2の実装ツールによって中間ステージの半導体チップを取り出させて基板に実装させ、半導体チップを基板に高速実装するときには第1の実装ツールによって供給部から半導体チップを取り出させて基板に実装させる制御装置を具備する。
(もっと読む)
電子部品の実装装置及び実装方法
【課題】この発明は半導体チップを基板に精度よく実装することができる実装装置を提供することにある。
【解決手段】半導体チップを供給するウエハテーブル2と、ウエハテーブルに設けられた半導体チップをピックアップする実装ツール12と、実装ツールによってピックアップされた半導体チップを基板に実装する前に下方から撮像するチップカメラ21と、基板の半導体チップが実装される部位を撮像する基板カメラ23と、チップカメラの撮像に基づいて半導体チップに設けられた第1の位置合わせマークの位置を算出するとともに、基板カメラの撮像に基づいて基板に設けられた第2の位置合わせマークの位置を算出する演算処理部16と、この演算処理部で算出された第1の位置合わせマークと第2の位置合わせマークの位置に基づいて実装ツールを基板に対して位置決めして半導体チップを実装させる駆動制御部17を具備する。
(もっと読む)
部品実装用NCデータ作成装置及び部品実装用NCデータ作成方法
【課題】部品実装用NCデータを作成する際に、部品のCADデータとNCデータとの間で部品基準角度が不一致の場合に、部品装着角度の補正を簡単に且つ正確に行う。
【解決手段】NCデータ作成者が実際の部品から簡単に識別できる極性マーク象限情報を、キーボード、マウス等によりNCデータ作成用のコンピュータに入力する。NCデータ作成用のコンピュータは、部品のCADデータの1番ピン位置座標に基いて1番ピン位置象限情報を極性マーク象限情報として算出し、算出した極性マーク象限情報と、NCデータ作成者が入力した極性マーク象限情報とを比較して、両者の極性マーク象限情報が一致すれば、NCデータの当該部品の装着角度情報を補正する必要はないと判断するが、両者の極性マーク象限情報が不一致であれば、両者の極性マーク象限情報から換算される部品基準角度の角度差相当分だけNCデータの当該部品の装着角度情報を補正する。
(もっと読む)
1 - 20 / 88
[ Back to top ]