
部品実装方法及び部品実装システム
【課題】挿入ピンがピン挿入孔に十分に入り込めずに部品が非正常な姿勢で基板に装着されてしまうことを防止できるようにした部品実装方法及び部品実装システムを提供することを目的とする。
【解決手段】部品3が備える複数の挿入ピン3aと基板2側の複数のピン挿入孔2aとの位置合わせを行ったうえで吸着ノズル26によって部品3を基板2側に押圧し、部品3が備える各挿入ピン3aが対応する基板2のピン挿入孔2aに入り込むようにして部品3を基板2に装着する部品装着工程と、部品3を基板2に装着した後、部品3を再度基板2側に押圧して部品3の各挿入ピン3aが対応する基板2のピン挿入孔2aに押し込まれるようにする部品押し込み工程とを実行する。
【解決手段】部品3が備える複数の挿入ピン3aと基板2側の複数のピン挿入孔2aとの位置合わせを行ったうえで吸着ノズル26によって部品3を基板2側に押圧し、部品3が備える各挿入ピン3aが対応する基板2のピン挿入孔2aに入り込むようにして部品3を基板2に装着する部品装着工程と、部品3を基板2に装着した後、部品3を再度基板2側に押圧して部品3の各挿入ピン3aが対応する基板2のピン挿入孔2aに押し込まれるようにする部品押し込み工程とを実行する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、吸着ノズルによりピン挿入型の部品を吸着して基板に装着する部品実装方法及び部品実装システムに関するものである。
【背景技術】
【0002】
従来、下方に延びた複数の挿入ピンを備えた部品(ピン挿入型の部品)を基板に装着する部品実装装置として、部品をチャックにより挟んだうえで部品が備える複数の挿入ピンと基板側の複数のピン挿入孔との位置合わせをし、部品の挿入ピンが基板側のピン挿入孔に挿入されるように部品を基板側へ押し付けて部品の装着を行う部品実装装置が知られている(例えば、特許文献1)。このようなタイプの部品実装装置では、部品をチャックにより、しっかりと固定した状態で基板への挿入ができることから、部品を一度基板側へ押し付けただけで確実に部品を基板に装着することができる。
【0003】
また、近年では部品実装装置の汎用化等の観点から、部品を吸着ノズルによって吸着したうえで、部品に設けられた端子部を基板上に設けられた電極に載せるようにして部品の装着を行う部品実装装置(いわゆる表面実装装置)を用いてピン挿入型の部品の基板への装着を行うようになってきている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平4−354198号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上記のように、ピン挿入型の部品を吸着ノズルによって吸着して基板に装着するタイプの部品実装装置では、部品に対する吸着ノズルの位置ずれが大きかった場合等、部品の基板への装着時における部品の押し込み力が全ての挿入ピンに均等に作用しなかったときには、全部又は一部の挿入ピンがピン挿入孔に十分に入り込めずに非正常な姿勢(例えば部品が基板に対して傾いた姿勢)で装着されてしまうケースが起り得た。
【0006】
そこで本発明は、挿入ピンがピン挿入孔に十分に入り込めずに部品が非正常な姿勢で基板に装着されてしまうことを防止できるようにした部品実装方法及び部品実装システムを提供することを目的とする。
【課題を解決するための手段】
【0007】
請求項1に記載の部品実装方法は、下方に延びた複数の挿入ピンを有する部品を吸着ノズルによって吸着し、その吸着した部品の複数の挿入ピンが基板に設けられたピン挿入孔に挿入されるように吸着ノズルを移動させて部品の基板への装着を行う部品実装方法であって、部品が備える複数の挿入ピンと基板側の複数のピン挿入孔との位置合わせを行ったうえで吸着ノズルによって部品を基板側に押圧し、部品が備える各挿入ピンが対応する基板のピン挿入孔に入り込むようにして部品を基板に装着する部品装着工程と、部品を基板に装着した後、部品を再度基板側に押圧して部品の各挿入ピンが対応する基板のピン挿入孔に押し込まれるようにする部品押し込み工程とを含む。
【0008】
請求項2に記載の部品実装方法は、請求項1に記載の部品実装方法であって、前記部品押し込み工程において押圧する部品上の位置は、部品装着工程において吸着ノズルが部品を吸着していた位置とは異なる。
【0009】
請求項3に記載の部品実装方法は、請求項1又は2に記載の部品実装方法であって、前記部品押し込み工程を、前記部品装着工程で用いた吸着ノズルで実行する。
【0010】
請求項4に記載の部品実装方法は、請求項1又は2に記載の部品実装方法であって、前記部品押し込み工程を、前記部品装着工程で用いた吸着ノズル以外の吸着ノズルで実行する。
【0011】
請求項5に記載の部品実装方法は、請求項1乃至4の何れかに記載の部品実装方法であって、前記部品装着工程の後、基板に対する部品の装着姿勢の検査を行う検査工程を実行し、前記部品押し込み工程を、前記検査工程で基板に対する装着姿勢が非正常であると判断された部品についてのみ実行する。
【0012】
請求項6に記載の部品実装システムは、下方に延びた複数の挿入ピンを有する部品を吸着ノズルによって吸着し、その吸着した部品の複数の挿入ピンが基板に設けられたピン挿入孔に挿入されるように吸着ノズルを作動させて部品の基板への装着を行う装着ヘッドと、部品が備える複数の挿入ピンと基板側の複数のピン挿入孔との位置合わせを行ったうえで吸着ノズルによって部品を基板側に押圧し、部品が備える各挿入ピンが対応する基板のピン挿入孔に入り込むようにして部品を基板に装着した後、その部品を基板に装着した吸着ノズル又はその吸着ノズル以外の吸着ノズルにより部品を再度基板側に押圧して部品の各挿入ピンが対応する基板のピン挿入孔に押し込まれるように装着ヘッドを作動させる装着ヘッド作動制御手段とを備えた。
【発明の効果】
【0013】
本発明では、部品を基板に装着した後、部品を再度基板側に押圧することで部品の各挿入ピンが基板のピン挿入孔内に押し込まれるようにしており、最初の部品の押圧時(部品装着工程)においてピン挿入孔に十分に入り込ませることができなかった挿入ピンがあった場合であっても、その挿入ピンを次の部品の押圧時(部品押し込み工程)にはピン挿入孔に十分に入り込ませることができるので、部品が非正常な姿勢で基板に装着されてしまうことを防止することができる。
【図面の簡単な説明】
【0014】
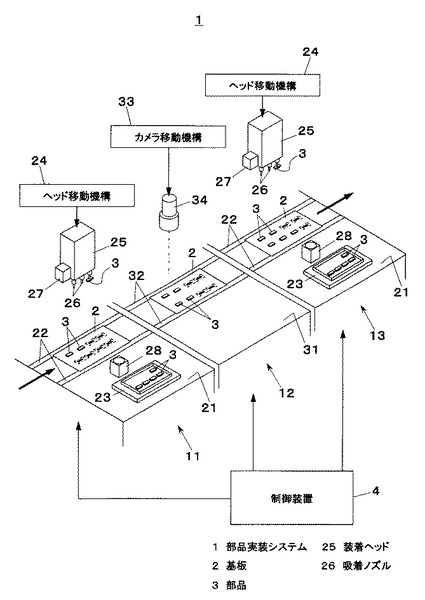
【図1】本発明の一実施の形態における部品実装システムの構成図
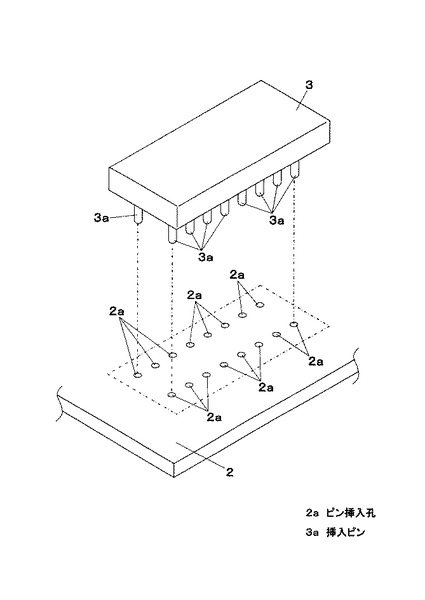
【図2】本発明の一実施の形態における基板と部品の斜視図
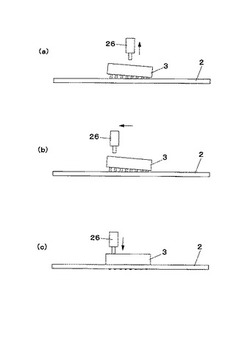
【図3】(a)(b)(c)本発明の一実施の形態における部品押し込みパターンの例を示す図
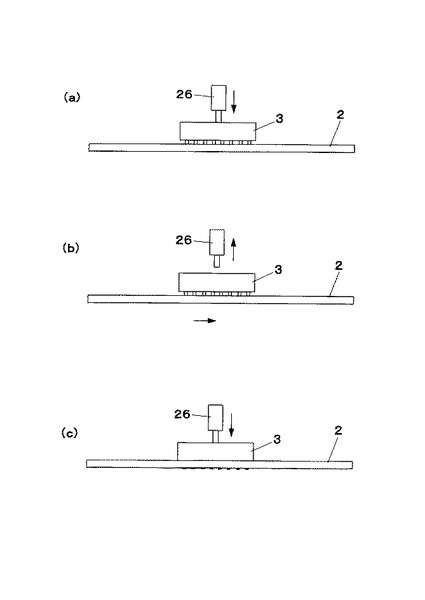
【図4】(a)(b)(c)本発明の一実施の形態における部品押し込みパターンの例を示す図
【図5】(a)〜(f)本発明の一実施の形態における部品押し込みパターンの例を示す図
【発明を実施するための形態】
【0015】
以下、図面を参照して本発明の実施の形態について説明する。図1において部品実装システム1は、基板2に部品3を装着する第1の部品実装装置11、第1の部品実装装置11によって部品3が装着された基板2の検査を行う検査装置12及び検査装置12によって検査が行われた基板2に部品3を装着する第2の部品実装装置13が基板2の搬送方向(X軸方向とする)にこの順で並んで成り、これら第1の部品実装装置11、検査装置12及び第2の部品実装装置13が共通の制御装置4により制御されるようになっている。
【0016】
第1の部品実装装置11は、基台21上に基板2の搬送及び所定位置への位置決めを行うコンベア22、コンベア22の側方に設けられて部品3の供給を行うトレイフィーダ等の部品供給部23及び直交座標系ロボット等から成るヘッド移動機構24を備え、ヘッド移動機構24によって装着ヘッド25が移動されるようになっている。装着ヘッド25は下方延びて昇降及び上下軸回りの回転が自在な複数の吸着ノズル26を備えており、装着ヘッド25には撮像視野を下方に向けた基板カメラ27が設けられている。また、基台21上のコンベア22と部品供給部23との間には撮像視野を上方に向けた部品カメラ28が設けられている。
【0017】
図1において、制御装置4は、コンベア22の作動制御を行って基板2の搬送及び位置決めを行い、ヘッド移動機構24の作動制御を行って装着ヘッド25及び基板カメラ27を水平面内で移動させる。また、制御装置4は、装着ヘッド25における各吸着ノズル26の昇降及び上下軸回りの回転作動制御と各吸着ノズル26による部品供給部23からの部品3の吸着作動制御を行い、基板カメラ27による基板2の撮像動作と部品カメラ28による装着ヘッド25(吸着ノズル26)により吸着された部品3の撮像動作の制御を行う。基板カメラ27の撮像動作によって得られた画像データ及び部品カメラ28の撮像動作によって得られた画像データはともに制御装置4に送られ、制御装置4はこれらの画像データに基づく画像認識処理を行う。
【0018】
図2において、部品3は下面から下方に延びた複数の挿入ピン3aを有したピン挿入型の部品から成り、基板2には各部品3に対応してその部品3が備える挿入ピン3aが挿入される複数のピン挿入孔2aが設けられている。このため、部品3に設けられた各挿入ピン3aが対応する基板2のピン挿入孔2aの上方に位置するようにした状態で部品3を基板2に対して相対的に下降させれば、各挿入ピン3aを対応するピン挿入孔2a内に入り込ませることができる。
【0019】
次に、第1の部品実装装置11により基板2に部品3を装着する部品実装作業の実行手順を説明する。この部品実装作業では、制御装置4は先ず、コンベア22を作動させることにより、図示しない上流工程側の他の装置から送られてきた基板2を受け取って搬入し、所定の作業位置(図1に示す位置)に位置決めする。そして、ヘッド移動機構24の作動制御を行って、装着ヘッド25を部品供給部23の上方に移動させ、吸着ノズル26によって部品3を真空吸着して部品3の吸着(ピックアップ)を行う(部品吸着工程)。
【0020】
制御装置4は、吸着ノズル26による部品3の吸着を行ったら、ヘッド移動機構24を作動させ、吸着ノズル26によって吸着した部品3が部品カメラ28の上方を通過するように装着ヘッド25を移動させつつ、その部品3を部品カメラ28により下方から撮像させ、得られた画像に基づいて、部品3が備える複数の挿入ピン3aそれぞれの位置を検出する(挿入ピン位置検出工程)。
【0021】
制御装置4は、部品3が備える複数の挿入ピン3aそれぞれの位置を検出したら、コンベア22により位置決めした基板2の上方に装着ヘッド25を移動させる。そして、基板カメラ27により、これから部品3の装着を行おうとしている基板2上の領域を上方から撮像し、得られた画像に基づいて、部品3の挿入ピン3aが挿入される各ピン挿入孔2aの位置を検出する(ピン挿入孔位置検出工程)。
【0022】
制御装置4は、基板2の各ピン挿入孔2aの位置を検出したら、挿入ピン位置検出工程で検出した各挿入ピン3aの位置とピン挿入孔位置検出工程で検出した各ピン挿入孔2aの位置とに基づいて、各挿入ピン3aがそれぞれ対応するピン挿入孔2aの直上に位置するように(対応する挿入ピン3aとピン挿入孔2aが上下に合致するように)装着ヘッド25を移動させたうえで吸着ノズル26を下降させ、部品3の各挿入ピン3aが対応する基板2のピン挿入孔2aに上方から挿入されるようにして、部品3を基板2に装着する(部品装着工程)。
【0023】
制御装置4は、部品3を基板2に装着し、吸着ノズル26の下端が部品3から上方に離間するように吸着ノズル26を装着ヘッド25に対して上昇させたら、装着ヘッド25を微小量水平移動させたうえで、吸着ノズル26によって部品3を再度基板2側に押圧する(部品押し込み工程)。これにより部品3の各挿入ピン3aが対応する基板2のピン挿入孔2aに改めて押し込まれるので、最初の部品3の押圧時(部品装着工程)においてピン挿入孔2aに十分に入り込ませることができなかった挿入ピン3aがあった場合であっても、その挿入ピン3aを次の部品の押圧時(部品押し込み工程)にピン挿入孔2aに十分に入り込ませることができる。
【0024】
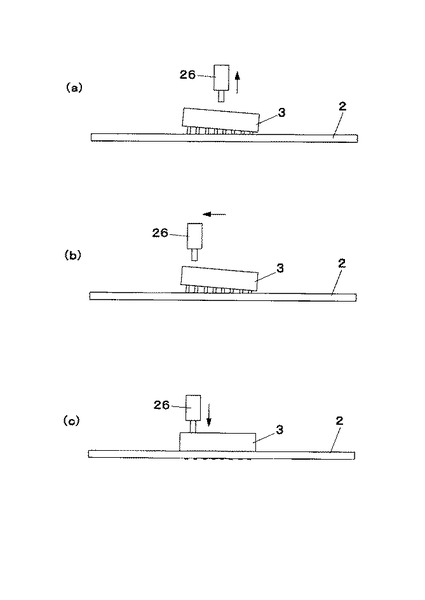
なお、この部品押し込み工程における部品3の押圧パターンとしては、例えば、図3(a)→(b)→(c)のように、吸着ノズル26によって部品3を吸着していた位置と同一の部品3上の位置を吸着ノズル26によって再度押圧するパターンや、図4(a)→(b)→(c)のように、吸着ノズル26によって部品3を吸着していた位置とは異なる部品3上の位置を吸着ノズル26によって再度押圧するパターン等があり、これらのパターンを単独或いは複合(連続)して行う。前者のパターンでは部品3が備える全部の挿入ピン3aのピン挿入孔2aへの入り込み量が不十分であった場合(この場合、図3(a)に示すように部品3は基板2に対して傾いた姿勢となっていない)に、再度同一の位置を押し込むことで部品3を基板2にしっかりと装着することができる。一方、後者のパターンでは、部品3が備える一部の挿入ピン3aのピン挿入孔2aへの入り込み量が不十分であった場合(この場合、図4(a)に示すように部品3は基板2に対して傾いた姿勢となっている)に、部品3の装着姿勢を正常なものとすることができる。
【0025】
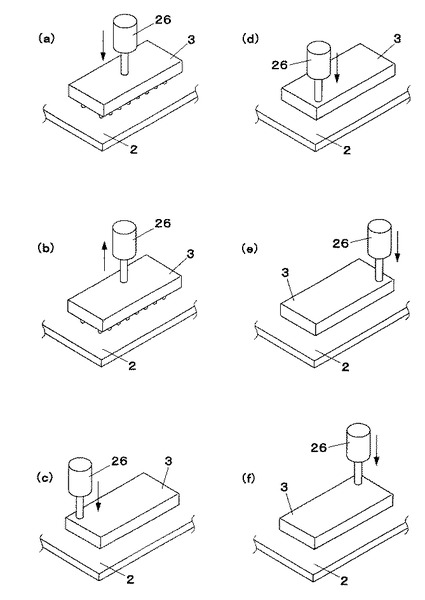
また、吸着ノズル26によって部品3を吸着していた位置とは異なる部品3上の位置を吸着ノズル26によって再度押圧する後者のパターンとして、部品3上の複数の異なる位置を吸着ノズル26によって押圧するようにしてもよい。この場合、部品3の傾き姿勢が不明である場合にも対応できるよう、図5(a)→(b)→(c)→(d)→(e)→(f)のように部品3の四隅をそれぞれ押圧するパターンのほか、部品3の四辺それぞれの中間部を押圧するパターンが考えられる。
【0026】
制御装置4は、部品3の基板2への装着の後、その部品3を再度基板2に押圧して押し込んだら、現在、部品3の装着を行っている基板2に装着すべき全ての部品3の装着が終了したかどうかの判断を行う(判断工程)。その結果、現在、部品3の装着を行っている基板2に装着すべき全ての部品3の装着が終了していなかった場合には、前述の部品吸着工程に戻って新たに部品3の吸着を行い、現在、部品3の装着を行っている基板2に装着すべき全ての部品3の装着が終了していた場合には、基板2への部品実装作業を終了して基板2を下流工程側の検査装置12に搬出する。
【0027】
図1において、検査装置12は、制御装置4からの作動制御によって、第1の部品実装装置11から搬出された基板2を基台31上に設けられたコンベア32によって受け取って所定の作業位置に位置決めし、基台31上に設けられた直交座標系ロボット等から成るカメラ移動機構33によって撮像視野を下方に向けた検査カメラ34を水平面内で移動させて、基板2に対する部品3の装着姿勢の検査を行う(検査工程)。検査装置12は、検査工程が終了したら、コンベア32を作動させて基板2を下流工程側の第2の部品実装装置13に搬出する。
【0028】
図1において、第2の部品実装装置13の構成は第1の部品実装装置11の構成と同様であり、したがって、第1の部品実装装置11と同様の構成要素については第1の部品実装装置11の説明で使用した符号を付してある。第2の部品実装装置13は、検査装置12から搬出された基板2について、第2の部品実装装置13に割り当てられた(第1の部品実装装置11が装着しなかった基板2上の箇所への)部品3の装着作業を実行し、部品装着作業が終了したら、コンベア22によって図示しない下流工程側の他の装置へ基板2を搬出する。
【0029】
このように、本実施の形態における部品実装システム1は、下方に延びた複数の挿入ピン3aを有する部品3を吸着ノズル26によって吸着し、その吸着した部品3の複数の挿入ピン3aが基板2に設けられたピン挿入孔2aに挿入されるように吸着ノズル26を作動させて部品3の基板2への装着を行う装着ヘッド25と、部品3が備える複数の挿入ピン3aと基板2側の複数のピン挿入孔2aとの位置合わせを行ったうえで吸着ノズル26によって部品3を基板2側に押圧し、部品3が備える各挿入ピン3aが対応する基板2のピン挿入孔2aに入り込むようにして部品3を基板2に装着した後、吸着ノズル26により部品3を再度基板2側に押圧して部品3の各挿入ピン3aが対応する基板2のピン挿入孔2aに押し込まれるように装着ヘッド25を作動させる装着ヘッド作動制御手段としての制御装置4を備えたものとなっている。
【0030】
また、本実施の形態における部品実装システム1による部品実装方法は、部品3が備える複数の挿入ピン3aと基板2側の複数のピン挿入孔2aとの位置合わせを行ったうえで吸着ノズル26によって部品3を基板2側に押圧し、部品3が備える各挿入ピン3aが対応する基板2のピン挿入孔2aに入り込むようにして部品3を基板2に装着する工程(部品装着工程)と、部品3を基板2に装着した後、部品3を再度基板2側に押圧して部品3の各挿入ピン3aが対応する基板2のピン挿入孔2aに押し込まれるようにする工程(部品押し込み工程)を含むものとなっている。
【0031】
このように、本実施の形態における部品実装システム1及び部品実装方法では、部品3を基板2に装着した後、部品3を再度基板2側に押圧することで部品3の各挿入ピン3aが基板2のピン挿入孔2a内に押し込まれるようにしており、最初の部品3の押圧時(部品装着工程)においてピン挿入孔2aに十分に入り込ませることができなかった挿入ピン3aがあった場合であっても、その挿入ピン3aを次の部品3の押圧時(部品押し込み工程)にはピン挿入孔2aに十分に入り込ませることができるので、部品3が非正常な姿勢で基板2に装着されてしまうことを防止することができる。
【0032】
なお、上述の実施の形態では、第1の部品実装装置11によって部品装着工程を行った後、同じ第1の部品実装装置11によって部品押し込み工程を行うようになっていたが、第1の部品実装装置11によって部品装着工程を行った後、その下流工程側の第2の部品実装装置13によって部品押し込み工程を行うようにしてもよい。すなわち、部品押し込み工程は、部品実装工程で用いた吸着ノズル(第1の部品実装装置11が備える吸着ノズル26)で実行するほか、部品実装工程で用いた吸着ノズル以外の吸着ノズル(第2の部品実装装置13が備える吸着ノズル26)で実行することができる。下流工程側の装置はここでは吸着ノズルを備えた部品実装装置(第2の部品実装装置13)であるが、吸着ノズルを備えない他の装置が吸着ノズル以外の押圧手段で部品押圧工程を行うようにしてもよい。また、第1の部品実装装置11によって部品装着工程を行った後、その下流工程側の第2の部品実装装置13によって部品押し込み工程を行う場合には、検査装置12による検査工程によって基板2に対する装着姿勢が非正常であると判断された部品3についてのみ、部品3の非正常な姿勢を矯正し得る箇所を押圧するようにしてもよい。
【産業上の利用可能性】
【0033】
挿入ピンがピン挿入孔に十分に入り込めずに部品が非正常な姿勢で基板に装着されてしまうことを防止できるようにした部品実装方法及び部品実装システムを提供する。
【符号の説明】
【0034】
1 部品実装システム
2 基板
2a ピン挿入孔
3 部品
3a 挿入ピン
4 制御装置(装着ヘッド作動制御手段)
25 装着ヘッド
26 吸着ノズル
【技術分野】
【0001】
本発明は、吸着ノズルによりピン挿入型の部品を吸着して基板に装着する部品実装方法及び部品実装システムに関するものである。
【背景技術】
【0002】
従来、下方に延びた複数の挿入ピンを備えた部品(ピン挿入型の部品)を基板に装着する部品実装装置として、部品をチャックにより挟んだうえで部品が備える複数の挿入ピンと基板側の複数のピン挿入孔との位置合わせをし、部品の挿入ピンが基板側のピン挿入孔に挿入されるように部品を基板側へ押し付けて部品の装着を行う部品実装装置が知られている(例えば、特許文献1)。このようなタイプの部品実装装置では、部品をチャックにより、しっかりと固定した状態で基板への挿入ができることから、部品を一度基板側へ押し付けただけで確実に部品を基板に装着することができる。
【0003】
また、近年では部品実装装置の汎用化等の観点から、部品を吸着ノズルによって吸着したうえで、部品に設けられた端子部を基板上に設けられた電極に載せるようにして部品の装着を行う部品実装装置(いわゆる表面実装装置)を用いてピン挿入型の部品の基板への装着を行うようになってきている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平4−354198号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上記のように、ピン挿入型の部品を吸着ノズルによって吸着して基板に装着するタイプの部品実装装置では、部品に対する吸着ノズルの位置ずれが大きかった場合等、部品の基板への装着時における部品の押し込み力が全ての挿入ピンに均等に作用しなかったときには、全部又は一部の挿入ピンがピン挿入孔に十分に入り込めずに非正常な姿勢(例えば部品が基板に対して傾いた姿勢)で装着されてしまうケースが起り得た。
【0006】
そこで本発明は、挿入ピンがピン挿入孔に十分に入り込めずに部品が非正常な姿勢で基板に装着されてしまうことを防止できるようにした部品実装方法及び部品実装システムを提供することを目的とする。
【課題を解決するための手段】
【0007】
請求項1に記載の部品実装方法は、下方に延びた複数の挿入ピンを有する部品を吸着ノズルによって吸着し、その吸着した部品の複数の挿入ピンが基板に設けられたピン挿入孔に挿入されるように吸着ノズルを移動させて部品の基板への装着を行う部品実装方法であって、部品が備える複数の挿入ピンと基板側の複数のピン挿入孔との位置合わせを行ったうえで吸着ノズルによって部品を基板側に押圧し、部品が備える各挿入ピンが対応する基板のピン挿入孔に入り込むようにして部品を基板に装着する部品装着工程と、部品を基板に装着した後、部品を再度基板側に押圧して部品の各挿入ピンが対応する基板のピン挿入孔に押し込まれるようにする部品押し込み工程とを含む。
【0008】
請求項2に記載の部品実装方法は、請求項1に記載の部品実装方法であって、前記部品押し込み工程において押圧する部品上の位置は、部品装着工程において吸着ノズルが部品を吸着していた位置とは異なる。
【0009】
請求項3に記載の部品実装方法は、請求項1又は2に記載の部品実装方法であって、前記部品押し込み工程を、前記部品装着工程で用いた吸着ノズルで実行する。
【0010】
請求項4に記載の部品実装方法は、請求項1又は2に記載の部品実装方法であって、前記部品押し込み工程を、前記部品装着工程で用いた吸着ノズル以外の吸着ノズルで実行する。
【0011】
請求項5に記載の部品実装方法は、請求項1乃至4の何れかに記載の部品実装方法であって、前記部品装着工程の後、基板に対する部品の装着姿勢の検査を行う検査工程を実行し、前記部品押し込み工程を、前記検査工程で基板に対する装着姿勢が非正常であると判断された部品についてのみ実行する。
【0012】
請求項6に記載の部品実装システムは、下方に延びた複数の挿入ピンを有する部品を吸着ノズルによって吸着し、その吸着した部品の複数の挿入ピンが基板に設けられたピン挿入孔に挿入されるように吸着ノズルを作動させて部品の基板への装着を行う装着ヘッドと、部品が備える複数の挿入ピンと基板側の複数のピン挿入孔との位置合わせを行ったうえで吸着ノズルによって部品を基板側に押圧し、部品が備える各挿入ピンが対応する基板のピン挿入孔に入り込むようにして部品を基板に装着した後、その部品を基板に装着した吸着ノズル又はその吸着ノズル以外の吸着ノズルにより部品を再度基板側に押圧して部品の各挿入ピンが対応する基板のピン挿入孔に押し込まれるように装着ヘッドを作動させる装着ヘッド作動制御手段とを備えた。
【発明の効果】
【0013】
本発明では、部品を基板に装着した後、部品を再度基板側に押圧することで部品の各挿入ピンが基板のピン挿入孔内に押し込まれるようにしており、最初の部品の押圧時(部品装着工程)においてピン挿入孔に十分に入り込ませることができなかった挿入ピンがあった場合であっても、その挿入ピンを次の部品の押圧時(部品押し込み工程)にはピン挿入孔に十分に入り込ませることができるので、部品が非正常な姿勢で基板に装着されてしまうことを防止することができる。
【図面の簡単な説明】
【0014】
【図1】本発明の一実施の形態における部品実装システムの構成図
【図2】本発明の一実施の形態における基板と部品の斜視図
【図3】(a)(b)(c)本発明の一実施の形態における部品押し込みパターンの例を示す図
【図4】(a)(b)(c)本発明の一実施の形態における部品押し込みパターンの例を示す図
【図5】(a)〜(f)本発明の一実施の形態における部品押し込みパターンの例を示す図
【発明を実施するための形態】
【0015】
以下、図面を参照して本発明の実施の形態について説明する。図1において部品実装システム1は、基板2に部品3を装着する第1の部品実装装置11、第1の部品実装装置11によって部品3が装着された基板2の検査を行う検査装置12及び検査装置12によって検査が行われた基板2に部品3を装着する第2の部品実装装置13が基板2の搬送方向(X軸方向とする)にこの順で並んで成り、これら第1の部品実装装置11、検査装置12及び第2の部品実装装置13が共通の制御装置4により制御されるようになっている。
【0016】
第1の部品実装装置11は、基台21上に基板2の搬送及び所定位置への位置決めを行うコンベア22、コンベア22の側方に設けられて部品3の供給を行うトレイフィーダ等の部品供給部23及び直交座標系ロボット等から成るヘッド移動機構24を備え、ヘッド移動機構24によって装着ヘッド25が移動されるようになっている。装着ヘッド25は下方延びて昇降及び上下軸回りの回転が自在な複数の吸着ノズル26を備えており、装着ヘッド25には撮像視野を下方に向けた基板カメラ27が設けられている。また、基台21上のコンベア22と部品供給部23との間には撮像視野を上方に向けた部品カメラ28が設けられている。
【0017】
図1において、制御装置4は、コンベア22の作動制御を行って基板2の搬送及び位置決めを行い、ヘッド移動機構24の作動制御を行って装着ヘッド25及び基板カメラ27を水平面内で移動させる。また、制御装置4は、装着ヘッド25における各吸着ノズル26の昇降及び上下軸回りの回転作動制御と各吸着ノズル26による部品供給部23からの部品3の吸着作動制御を行い、基板カメラ27による基板2の撮像動作と部品カメラ28による装着ヘッド25(吸着ノズル26)により吸着された部品3の撮像動作の制御を行う。基板カメラ27の撮像動作によって得られた画像データ及び部品カメラ28の撮像動作によって得られた画像データはともに制御装置4に送られ、制御装置4はこれらの画像データに基づく画像認識処理を行う。
【0018】
図2において、部品3は下面から下方に延びた複数の挿入ピン3aを有したピン挿入型の部品から成り、基板2には各部品3に対応してその部品3が備える挿入ピン3aが挿入される複数のピン挿入孔2aが設けられている。このため、部品3に設けられた各挿入ピン3aが対応する基板2のピン挿入孔2aの上方に位置するようにした状態で部品3を基板2に対して相対的に下降させれば、各挿入ピン3aを対応するピン挿入孔2a内に入り込ませることができる。
【0019】
次に、第1の部品実装装置11により基板2に部品3を装着する部品実装作業の実行手順を説明する。この部品実装作業では、制御装置4は先ず、コンベア22を作動させることにより、図示しない上流工程側の他の装置から送られてきた基板2を受け取って搬入し、所定の作業位置(図1に示す位置)に位置決めする。そして、ヘッド移動機構24の作動制御を行って、装着ヘッド25を部品供給部23の上方に移動させ、吸着ノズル26によって部品3を真空吸着して部品3の吸着(ピックアップ)を行う(部品吸着工程)。
【0020】
制御装置4は、吸着ノズル26による部品3の吸着を行ったら、ヘッド移動機構24を作動させ、吸着ノズル26によって吸着した部品3が部品カメラ28の上方を通過するように装着ヘッド25を移動させつつ、その部品3を部品カメラ28により下方から撮像させ、得られた画像に基づいて、部品3が備える複数の挿入ピン3aそれぞれの位置を検出する(挿入ピン位置検出工程)。
【0021】
制御装置4は、部品3が備える複数の挿入ピン3aそれぞれの位置を検出したら、コンベア22により位置決めした基板2の上方に装着ヘッド25を移動させる。そして、基板カメラ27により、これから部品3の装着を行おうとしている基板2上の領域を上方から撮像し、得られた画像に基づいて、部品3の挿入ピン3aが挿入される各ピン挿入孔2aの位置を検出する(ピン挿入孔位置検出工程)。
【0022】
制御装置4は、基板2の各ピン挿入孔2aの位置を検出したら、挿入ピン位置検出工程で検出した各挿入ピン3aの位置とピン挿入孔位置検出工程で検出した各ピン挿入孔2aの位置とに基づいて、各挿入ピン3aがそれぞれ対応するピン挿入孔2aの直上に位置するように(対応する挿入ピン3aとピン挿入孔2aが上下に合致するように)装着ヘッド25を移動させたうえで吸着ノズル26を下降させ、部品3の各挿入ピン3aが対応する基板2のピン挿入孔2aに上方から挿入されるようにして、部品3を基板2に装着する(部品装着工程)。
【0023】
制御装置4は、部品3を基板2に装着し、吸着ノズル26の下端が部品3から上方に離間するように吸着ノズル26を装着ヘッド25に対して上昇させたら、装着ヘッド25を微小量水平移動させたうえで、吸着ノズル26によって部品3を再度基板2側に押圧する(部品押し込み工程)。これにより部品3の各挿入ピン3aが対応する基板2のピン挿入孔2aに改めて押し込まれるので、最初の部品3の押圧時(部品装着工程)においてピン挿入孔2aに十分に入り込ませることができなかった挿入ピン3aがあった場合であっても、その挿入ピン3aを次の部品の押圧時(部品押し込み工程)にピン挿入孔2aに十分に入り込ませることができる。
【0024】
なお、この部品押し込み工程における部品3の押圧パターンとしては、例えば、図3(a)→(b)→(c)のように、吸着ノズル26によって部品3を吸着していた位置と同一の部品3上の位置を吸着ノズル26によって再度押圧するパターンや、図4(a)→(b)→(c)のように、吸着ノズル26によって部品3を吸着していた位置とは異なる部品3上の位置を吸着ノズル26によって再度押圧するパターン等があり、これらのパターンを単独或いは複合(連続)して行う。前者のパターンでは部品3が備える全部の挿入ピン3aのピン挿入孔2aへの入り込み量が不十分であった場合(この場合、図3(a)に示すように部品3は基板2に対して傾いた姿勢となっていない)に、再度同一の位置を押し込むことで部品3を基板2にしっかりと装着することができる。一方、後者のパターンでは、部品3が備える一部の挿入ピン3aのピン挿入孔2aへの入り込み量が不十分であった場合(この場合、図4(a)に示すように部品3は基板2に対して傾いた姿勢となっている)に、部品3の装着姿勢を正常なものとすることができる。
【0025】
また、吸着ノズル26によって部品3を吸着していた位置とは異なる部品3上の位置を吸着ノズル26によって再度押圧する後者のパターンとして、部品3上の複数の異なる位置を吸着ノズル26によって押圧するようにしてもよい。この場合、部品3の傾き姿勢が不明である場合にも対応できるよう、図5(a)→(b)→(c)→(d)→(e)→(f)のように部品3の四隅をそれぞれ押圧するパターンのほか、部品3の四辺それぞれの中間部を押圧するパターンが考えられる。
【0026】
制御装置4は、部品3の基板2への装着の後、その部品3を再度基板2に押圧して押し込んだら、現在、部品3の装着を行っている基板2に装着すべき全ての部品3の装着が終了したかどうかの判断を行う(判断工程)。その結果、現在、部品3の装着を行っている基板2に装着すべき全ての部品3の装着が終了していなかった場合には、前述の部品吸着工程に戻って新たに部品3の吸着を行い、現在、部品3の装着を行っている基板2に装着すべき全ての部品3の装着が終了していた場合には、基板2への部品実装作業を終了して基板2を下流工程側の検査装置12に搬出する。
【0027】
図1において、検査装置12は、制御装置4からの作動制御によって、第1の部品実装装置11から搬出された基板2を基台31上に設けられたコンベア32によって受け取って所定の作業位置に位置決めし、基台31上に設けられた直交座標系ロボット等から成るカメラ移動機構33によって撮像視野を下方に向けた検査カメラ34を水平面内で移動させて、基板2に対する部品3の装着姿勢の検査を行う(検査工程)。検査装置12は、検査工程が終了したら、コンベア32を作動させて基板2を下流工程側の第2の部品実装装置13に搬出する。
【0028】
図1において、第2の部品実装装置13の構成は第1の部品実装装置11の構成と同様であり、したがって、第1の部品実装装置11と同様の構成要素については第1の部品実装装置11の説明で使用した符号を付してある。第2の部品実装装置13は、検査装置12から搬出された基板2について、第2の部品実装装置13に割り当てられた(第1の部品実装装置11が装着しなかった基板2上の箇所への)部品3の装着作業を実行し、部品装着作業が終了したら、コンベア22によって図示しない下流工程側の他の装置へ基板2を搬出する。
【0029】
このように、本実施の形態における部品実装システム1は、下方に延びた複数の挿入ピン3aを有する部品3を吸着ノズル26によって吸着し、その吸着した部品3の複数の挿入ピン3aが基板2に設けられたピン挿入孔2aに挿入されるように吸着ノズル26を作動させて部品3の基板2への装着を行う装着ヘッド25と、部品3が備える複数の挿入ピン3aと基板2側の複数のピン挿入孔2aとの位置合わせを行ったうえで吸着ノズル26によって部品3を基板2側に押圧し、部品3が備える各挿入ピン3aが対応する基板2のピン挿入孔2aに入り込むようにして部品3を基板2に装着した後、吸着ノズル26により部品3を再度基板2側に押圧して部品3の各挿入ピン3aが対応する基板2のピン挿入孔2aに押し込まれるように装着ヘッド25を作動させる装着ヘッド作動制御手段としての制御装置4を備えたものとなっている。
【0030】
また、本実施の形態における部品実装システム1による部品実装方法は、部品3が備える複数の挿入ピン3aと基板2側の複数のピン挿入孔2aとの位置合わせを行ったうえで吸着ノズル26によって部品3を基板2側に押圧し、部品3が備える各挿入ピン3aが対応する基板2のピン挿入孔2aに入り込むようにして部品3を基板2に装着する工程(部品装着工程)と、部品3を基板2に装着した後、部品3を再度基板2側に押圧して部品3の各挿入ピン3aが対応する基板2のピン挿入孔2aに押し込まれるようにする工程(部品押し込み工程)を含むものとなっている。
【0031】
このように、本実施の形態における部品実装システム1及び部品実装方法では、部品3を基板2に装着した後、部品3を再度基板2側に押圧することで部品3の各挿入ピン3aが基板2のピン挿入孔2a内に押し込まれるようにしており、最初の部品3の押圧時(部品装着工程)においてピン挿入孔2aに十分に入り込ませることができなかった挿入ピン3aがあった場合であっても、その挿入ピン3aを次の部品3の押圧時(部品押し込み工程)にはピン挿入孔2aに十分に入り込ませることができるので、部品3が非正常な姿勢で基板2に装着されてしまうことを防止することができる。
【0032】
なお、上述の実施の形態では、第1の部品実装装置11によって部品装着工程を行った後、同じ第1の部品実装装置11によって部品押し込み工程を行うようになっていたが、第1の部品実装装置11によって部品装着工程を行った後、その下流工程側の第2の部品実装装置13によって部品押し込み工程を行うようにしてもよい。すなわち、部品押し込み工程は、部品実装工程で用いた吸着ノズル(第1の部品実装装置11が備える吸着ノズル26)で実行するほか、部品実装工程で用いた吸着ノズル以外の吸着ノズル(第2の部品実装装置13が備える吸着ノズル26)で実行することができる。下流工程側の装置はここでは吸着ノズルを備えた部品実装装置(第2の部品実装装置13)であるが、吸着ノズルを備えない他の装置が吸着ノズル以外の押圧手段で部品押圧工程を行うようにしてもよい。また、第1の部品実装装置11によって部品装着工程を行った後、その下流工程側の第2の部品実装装置13によって部品押し込み工程を行う場合には、検査装置12による検査工程によって基板2に対する装着姿勢が非正常であると判断された部品3についてのみ、部品3の非正常な姿勢を矯正し得る箇所を押圧するようにしてもよい。
【産業上の利用可能性】
【0033】
挿入ピンがピン挿入孔に十分に入り込めずに部品が非正常な姿勢で基板に装着されてしまうことを防止できるようにした部品実装方法及び部品実装システムを提供する。
【符号の説明】
【0034】
1 部品実装システム
2 基板
2a ピン挿入孔
3 部品
3a 挿入ピン
4 制御装置(装着ヘッド作動制御手段)
25 装着ヘッド
26 吸着ノズル
【特許請求の範囲】
【請求項1】
下方に延びた複数の挿入ピンを有する部品を吸着ノズルによって吸着し、その吸着した部品の複数の挿入ピンが基板に設けられたピン挿入孔に挿入されるように吸着ノズルを移動させて部品の基板への装着を行う部品実装方法であって、
部品が備える複数の挿入ピンと基板側の複数のピン挿入孔との位置合わせを行ったうえで吸着ノズルによって部品を基板側に押圧し、部品が備える各挿入ピンが対応する基板のピン挿入孔に入り込むようにして部品を基板に装着する部品装着工程と、
部品を基板に装着した後、部品を再度基板側に押圧して部品の各挿入ピンが対応する基板のピン挿入孔に押し込まれるようにする部品押し込み工程とを含むことを特徴とする部品実装方法。
【請求項2】
前記部品押し込み工程において押圧する部品上の位置は、部品装着工程において吸着ノズルが部品を吸着していた位置とは異なることを特徴とする請求項1に記載の部品実装方法。
【請求項3】
前記部品押し込み工程を、前記部品装着工程で用いた吸着ノズルで実行することを特徴とする請求項1又は2に記載の部品実装方法。
【請求項4】
前記部品押し込み工程を、前記部品装着工程で用いた吸着ノズル以外の吸着ノズルで実行することを特徴とする請求項1又は2に記載の部品実装方法。
【請求項5】
前記部品装着工程の後、基板に対する部品の装着姿勢の検査を行う検査工程を実行し、前記部品押し込み工程を、前記検査工程で基板に対する装着姿勢が非正常であると判断された部品についてのみ実行することを特徴とする請求項1乃至4の何れかに記載の部品実装方法。
【請求項6】
下方に延びた複数の挿入ピンを有する部品を吸着ノズルによって吸着し、その吸着した部品の複数の挿入ピンが基板に設けられたピン挿入孔に挿入されるように吸着ノズルを作動させて部品の基板への装着を行う装着ヘッドと、
部品が備える複数の挿入ピンと基板側の複数のピン挿入孔との位置合わせを行ったうえで吸着ノズルによって部品を基板側に押圧し、部品が備える各挿入ピンが対応する基板のピン挿入孔に入り込むようにして部品を基板に装着した後、その部品を基板に装着した吸着ノズル又はその吸着ノズル以外の吸着ノズルにより部品を再度基板側に押圧して部品の各挿入ピンが対応する基板のピン挿入孔に押し込まれるように装着ヘッドを作動させる装着ヘッド作動制御手段とを備えたことを特徴とする部品実装システム。
【請求項1】
下方に延びた複数の挿入ピンを有する部品を吸着ノズルによって吸着し、その吸着した部品の複数の挿入ピンが基板に設けられたピン挿入孔に挿入されるように吸着ノズルを移動させて部品の基板への装着を行う部品実装方法であって、
部品が備える複数の挿入ピンと基板側の複数のピン挿入孔との位置合わせを行ったうえで吸着ノズルによって部品を基板側に押圧し、部品が備える各挿入ピンが対応する基板のピン挿入孔に入り込むようにして部品を基板に装着する部品装着工程と、
部品を基板に装着した後、部品を再度基板側に押圧して部品の各挿入ピンが対応する基板のピン挿入孔に押し込まれるようにする部品押し込み工程とを含むことを特徴とする部品実装方法。
【請求項2】
前記部品押し込み工程において押圧する部品上の位置は、部品装着工程において吸着ノズルが部品を吸着していた位置とは異なることを特徴とする請求項1に記載の部品実装方法。
【請求項3】
前記部品押し込み工程を、前記部品装着工程で用いた吸着ノズルで実行することを特徴とする請求項1又は2に記載の部品実装方法。
【請求項4】
前記部品押し込み工程を、前記部品装着工程で用いた吸着ノズル以外の吸着ノズルで実行することを特徴とする請求項1又は2に記載の部品実装方法。
【請求項5】
前記部品装着工程の後、基板に対する部品の装着姿勢の検査を行う検査工程を実行し、前記部品押し込み工程を、前記検査工程で基板に対する装着姿勢が非正常であると判断された部品についてのみ実行することを特徴とする請求項1乃至4の何れかに記載の部品実装方法。
【請求項6】
下方に延びた複数の挿入ピンを有する部品を吸着ノズルによって吸着し、その吸着した部品の複数の挿入ピンが基板に設けられたピン挿入孔に挿入されるように吸着ノズルを作動させて部品の基板への装着を行う装着ヘッドと、
部品が備える複数の挿入ピンと基板側の複数のピン挿入孔との位置合わせを行ったうえで吸着ノズルによって部品を基板側に押圧し、部品が備える各挿入ピンが対応する基板のピン挿入孔に入り込むようにして部品を基板に装着した後、その部品を基板に装着した吸着ノズル又はその吸着ノズル以外の吸着ノズルにより部品を再度基板側に押圧して部品の各挿入ピンが対応する基板のピン挿入孔に押し込まれるように装着ヘッドを作動させる装着ヘッド作動制御手段とを備えたことを特徴とする部品実装システム。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−115229(P2013−115229A)
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願番号】特願2011−259948(P2011−259948)
【出願日】平成23年11月29日(2011.11.29)
【出願人】(000005821)パナソニック株式会社 (73,050)
【Fターム(参考)】
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願日】平成23年11月29日(2011.11.29)
【出願人】(000005821)パナソニック株式会社 (73,050)
【Fターム(参考)】
[ Back to top ]