
Fターム[5E313CC04]の内容
電気部品の供給、取付け (45,778) | 特定手段の利用 (4,103) | 光、レーザの利用 (1,187)
Fターム[5E313CC04]に分類される特許
1 - 20 / 1,187
電子部品の実装装置及び実装方法
電子部品装着方法及び電子部品装着装置
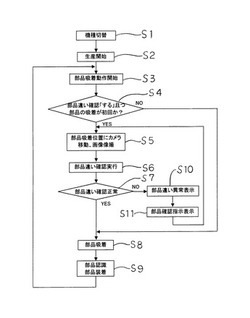
【課題】トレイから取り出された電子部品が基板に誤装着されることを極力回避できる電子部品装着装置を提供すること。
【解決手段】プリント基板Pの生産機種が変更されたとき、トレイ13に配置された部品収納部41に収納され変更された生産機種で使用される電子部品の表面に設けられている文字を基板認識カメラ4により撮像して認識し、この認識した画像を予め格納されているデータの画像と比較し、その結果に基づいて、前記電子部品が正しいか否かを判断する。
(もっと読む)
部品供給装置および部品位置認識方法

【課題】ウエハの円周位置を簡易且つ確実に精度良く検出し、ウエハカット部品の位置を高精度に認識することができる部品供給装置および部品位置認識方法を提供すること。
【解決手段】部品供給装置20は、部品突上げ装置70の第2移動装置71に装着されたウエハ照明装置80で部品供給位置Aに搬送されたウエハUに対し下方から光を広角に照射し、部品装着装置30の第1移動装置31に取付けられたカメラ39でウエハUの円周の一部を撮像する。このため、画像にはウエハUの表面に形成された回路等は写り込まず、ウエハUは影として写ることになる。これにより、ウエハUの円周位置を簡易且つ確実に精度良く検出し、ウエハカット部品Pの位置を高精度に認識することができる。よって、従来の光センサは不要となり、部品供給装置20の低コスト化および小型化を図ることができる。
(もっと読む)
ツインドライブ装置のスライダの歪み補正方法およびツインドライブ装置
【課題】スライダに発生する歪み補正してスライダの一対の駆動軸に対する高精度な直角度を確保できるツインドライブ装置のスライダの歪み補正方法およびツインドライブ装置を提供する。
【解決手段】装置組付け後の調整段階において、第1および第2ボールねじ軸37a,37bの間で装置稼動時の推力差を発生させ、Y軸スライダ34に歪みを発生させて該歪みの補正量を演算しておく(ステップ1〜8)。そして、装置稼動時の原点復帰動作中に上記歪みを再現させ、上記歪み補正量により位置補正する(ステップ11〜14)。これにより、第1および第2ボールねじ軸37a,37bに対するY軸スライダ34の高精度な直角度を確保できるので、部品実装装置における生産品の精度を高め、スループットを向上することができる。
(もっと読む)
半導体チップの実装装置
【課題】簡単な方法で調整できる半導体チップの実装装置を提供する。
【解決手段】半導体チップ12を実装するための装置は、ダイレクト・モードおよびパラレル・モードで作動し、ダイレクト・モードでは、キャリッジ6が第1の位置にあり、制御ユニット9は、接合ヘッド5が半導体チップ12をウェーハ・テーブル1から基板2へ設置するようピック・アンド・プレース・システム4を作動させる。パラレル・モードでは、キャリッジ6が第2の位置にあり、制御ユニット9は、採取ヘッド7、サポート・テーブル8およびピック・アンド・プレース・システム4を、採取ヘッド7が半導体チップ12をウェーハ・テーブル1からサポート・テーブル8へ設置する、および、接合ヘッド5が半導体チップ12をサポート・テーブル8から基板2へ設置する方法で、作動させる。
(もっと読む)
部品実装装置および部品実装方法
【課題】物体の形状認識を正確に、かつ、高速に行うことのできる部品実装装置を提供することを目的とする。
【解決手段】撮像対象領域を撮像するカメラ10と、第一輝度変化光を撮像対象領域50に対して斜めに照射する第一照射部20aと、カメラ10及び第一照射部20aに対して物体30及び反射板41をX軸方向に移動させる移動部40と、反射部41の境界線データと物体30の対象物データとを取得するデータ取得部103bと、予め定められた撮像のタイミングT1〜T8における境界線位置と境界線基位置との位置ずれを導出する位置ずれ導出部103cと、当該撮像のタイミングの対象物基位置に対して、位置ずれを加算して得られた対象物位置に対応する対象物データの輝度値を取得する輝度値取得部103dと、輝度値に基づいて位相シフト法による波形を作成する波形作成部103eとを備える。
(もっと読む)
部品位置認識方法および部品供給装置
【課題】ウエハの円周位置を簡易且つ確実に精度良く検出し、ウエハカット部品の位置を高精度に認識することができる部品供給装置および部品位置認識方法を提供すること。
【解決手段】移動装置71で識別部材93又はスポット照明装置80を移動しながら、カメラ39で識別部93a又はスポット光を含むウエハUの画像を取得するようにしている。これにより、識別部93a又はスポット光がウエハUの円周に達したときに識別部93a又はスポット光の一部が隠れるので、ウエハUの円周の位置を簡単且つ確実に検出できる。また、ウエハUの円周により部分的に隠された識別部93a又はスポット光の形状を認識することにより、ウエハUの円周位置をより精度良く検出でき、ウエハカット部品Pの位置を高精度に認識することができる。よって、従来の光センサは不要となり、部品供給装置20の低コスト化および小型化を図ることができる。
(もっと読む)
部品実装方法及び部品実装システム
【課題】挿入ピンがピン挿入孔に十分に入り込めずに部品が非正常な姿勢で基板に装着されてしまうことを防止できるようにした部品実装方法及び部品実装システムを提供することを目的とする。
【解決手段】部品3が備える複数の挿入ピン3aと基板2側の複数のピン挿入孔2aとの位置合わせを行ったうえで吸着ノズル26によって部品3を基板2側に押圧し、部品3が備える各挿入ピン3aが対応する基板2のピン挿入孔2aに入り込むようにして部品3を基板2に装着する部品装着工程と、部品3を基板2に装着した後、部品3を再度基板2側に押圧して部品3の各挿入ピン3aが対応する基板2のピン挿入孔2aに押し込まれるようにする部品押し込み工程とを実行する。
(もっと読む)
部品実装装置および部品実装方法
【課題】物体の形状認識を正確に、かつ、高速に行うことのできる部品実装装置を提供する。
【解決手段】撮像部10と、輝度変化光を斜めから照射する照射部20と、対象物および基準点42を撮像部および照射部に対し第二方向に相対的に移動させて、対象物および基準点を撮像対象領域に対して通過させる移動部40と、基準点データと対象物データとを取得するデータ取得部と、それぞれの撮像のタイミングT1〜T4での基準点位置と基準点基位置との位置ずれを導出する位置ずれ導出部と、それぞれの撮像のタイミングの対象物基位置に対して、導出された位置ずれを加算して得られた対象物の測定部位の位置に対応する輝度値を取得する輝度値取得部と、取得された輝度値に基づいて、位相シフト法による波形を作成する波形作成部とを備える。
(もっと読む)
電子部品実装装置
【課題】 電子部品の吸着ノズルの中心線に対する芯ずれ量を検出する際に、芯ずれ量の誤検出を防止することができる電子部品実装装置を提供する。
【解決手段】吸着ノズル96aの位置を特定する基準マーク63bがマーク面63aに形成された基準マーク部材60が、装着ヘッド95の軸支部95aに揺動可能に取り付けられ、この基準マーク部材60が、アクチュエータ65によって、マーク面63aが水平となる測定位置と、基準マーク63bが撮像装置によって撮像されない退避位置との間で揺動する。このため、基準マーク63bを用いないで電子部品P2の芯ずれ量を検出する場合において、基準マーク部材60を退避位置に退避させると、撮像装置によって基準マーク63bが電子部品P2とともに撮像されず、基準マーク63bが電子部品P2の一部と認識されることが無く、電子部品P2の芯ずれ量の誤検出が防止される。
(もっと読む)
部品装着ライン
【課題】平行する2つの基板搬送装置を夫々有し複数台直列に配置されたモジュールタイプの部品装着装置を使用して生産効率の最適化を図ることができる部品装着ラインを提供する。
【解決手段】平行する2つの基板搬送装置を夫々有し複数台直列に配置されたモジュールタイプの部品装着装置において、一対の基板搬送装置は、互いに異なった2種類の基板を各部品装着装置の部品装着位置に位置決めし搬入出するものであり、2種類の基板のうち一方の基板に部品を装着する一方側サイクルタイムと、2種類の基板のうち他方の基板に部品を装着する他方側サイクルタイムとを部品装着装置ごとに演算して合算サイクルタイムとする合算サイクルタイム演算部と、合算サイクルタイムが均等化されるように一対の基板に装着する部品を部品装着装置ごとに分配する部品均等分配部と、を備えていること。
(もっと読む)
部品装着システム
【課題】トレイにより供給される電子回路部品と、電子回路部品を一列に並べて1個ずつ順次供給するフィーダにより供給される電子回路部品とを回路基板に装着する部品装着システムを改善する。
【解決手段】フィーダ型部品供給装置12のフィーダ120を支持するフィーダ支持テーブル122の支持面のフィーダ120の並び方向であるX軸方向の寸法である幅と、トレイ型部品供給装置10のトレイ130を支持する支持板210の支持面の幅とを互いにほぼ等しくするとともに、ヘッド移動装置32による部品吸着ヘッドを含むヘッドユニット30の移動領域のX軸方向の広さである幅ともほぼ等しくする。各部品供給装置10,12の部品供給領域と、ヘッド移動装置32による部品吸着ヘッドを含むヘッドユニット30の移動領域とのX軸方向の幅がほぼ同じであり、部品吸着ヘッドの移動をより有効に利用することができる。
(もっと読む)
対基板作業システム
【課題】オペレータが容易に複数の基板保持装置による回路基板の保持、若しくは、解除を行うことが可能な対基板作業システムを提供する。
【解決手段】複数の作業機の上流側に配置されたものから下流側に配置されたものにわたって回路基板を搬送し、複数の作業機の対基板作業位置のうちの2以上の位置で1枚の回路基板を固定的に保持し、その1枚の回路基板に対して作業を実行可能な対基板作業システムであって、複数の作業機の基板保持装置27に対応して設けられ、回路基板の保持,解除を実行させるための複数の操作スイッチ88,89を備え、複数の操作スイッチのうちの1つの操作スイッチが操作された場合に、その1つの操作スイッチの操作に基づいて、複数の基板保持装置の作動が制御されるように構成する。この構成により、オペレータが1つのスイッチを操作するだけで、複数の基板保持装置による回路基板の保持,解除を行うことが可能となる。
(もっと読む)
部品移載装置および部品移載装置における吸着位置調整方法
【課題】取出ヘッドによるウエハ部品吸着の位置精度を高くすることが可能な部品移載装置および部品移載装置における吸着位置調整方法を提供する。
【解決手段】この部品移載装置100は、ベアチップ11cを保持可能なウエハ保持テーブル5と、ウエハ保持テーブル5に保持されたベアチップ11cを下方から突上げる突上げ部6と、ベアチップ11cまたは調整用チップ11cを吸着するウエハヘッド7a〜7dと、基板認識カメラ41b(42b)と、制御部12とを備える。そして、制御部12は、吸着位置調整時にウエハヘッド7a〜7dに吸着された状態の調整用チップ11cを基板認識カメラ41b(42b)により撮像して、その撮像結果に基づいて、ウエハヘッド7a〜7dによるベアチップ11aの吸着位置を調整するように構成されている。
(もっと読む)
対基板作業支援装置
【課題】 作業結果の品質低下に関して対基板作業を支援するための支援装置の実用性を向上させる。
【解決手段】 支援装置10を、検査機26,34,30の検査データを基に、対基板作業の品質を示す品質指標として、(a)対基板作業機24,30,38自体の品質指標である作業機品質指標と、(b)1以上の作業部位からなる部位グループについての品質指標である部位グループ品質指標とを算出するように構成し、また、それら2つの品質指標を表示装置49に表示させるように構成する。それら2種の品質指標を参酌して、オペレータは、対基板作業機の品質低下を把握しつつ、容易に、その低下の要因を把握することが可能となる。
(もっと読む)
印刷検査装置および印刷検査方法
【課題】印刷検査が目的とする不良検出の確度と設備稼働率の維持との関係を合理的にバランスさせて、トータルの品質管理および生産性の向上を実現することができる印刷検査装置および印刷検査方法を提供することを目的とする。
【解決手段】半田印刷後の基板を対象とする印刷検査において、CSP部品などリペア作業の難度が高い特定部品に対して印刷面積過大の不良判定がなされた場合において、作業指令選択データ44dに含まれる作業指令のうち当該電子部品の当該印刷部位への搭載作業の実行禁止を指令する搭載作業禁止指令C1を導出して電子部品搭載装置に対して出力し、当該電子部品についてはリフロー後に手搭載により補充する。これによりリペア作業の難度が高い特定部品を除いた他の電子部品については装置停止を招くことなく、通常通り作業を継続することができる。
(もっと読む)
ワーク移載装置
【課題】高さが変動する段積み状態のワークを順次吸着し移載することができる設定調整が簡単で、安価なワーク移載装置を提供する。
【解決手段】ワーク12を落下載置させるワーク移載装置10であって、吸着ヘッド下降当接停止機構18と、吸着ヘッド下降近接部停止機構19を有し、前記機構は、緩衝器20、支持板21、透過型センサを備え、これによる検知による信号で、エアシリンダ16の電磁弁23のソレノイドへの通電を止めるような機構からなると共に、後記機構は、エアシリンダ15に上昇端スイッチ24と、下降端スイッチ25を備え、この通電による停止と同時に吸引を解除する機構からなり、前記機構の作動中は、上昇端スイッチ24を起動させ下降端スイッチ25を停止し、後記機構の作動中は、上昇端及び下降端スイッチ24、25の通電を起動させワーク12を吸着すると共に、可動する所定位置に載置する。
(もっと読む)
部品供給装置及び部品供給方法
【課題】生産タクト向上を阻害せず、製造コストの上昇を回避すること。
【解決手段】部品供給装置10は、ダイDを搬送する吸着ヘッド16と、吸着ヘッド16からダイDを受け取った後、ダイDを表面実装装置1へ受け渡すとともに、ダイDを吸着ヘッド16から受け取る受取位置Hから、ダイDを表面実装装置1へ受け渡す受渡位置Pまでの間を往復移動する供給ステージ20と、供給ステージ20に設けられて、吸着ヘッド16が搬送したダイDを吸着するとともに、供給ステージ20が受渡位置Pから移動を開始するタイミングと受取位置Hで停止するタイミングとの少なくとも一方で気体を放出するノズル21と、を含む。
(もっと読む)
電子部品実装システムおよび電子部品実装方法
【課題】印刷検査が目的とする不良検出の確度と設備稼働率の維持との関係を合理的にバランスさせて、トータルの品質管理および生産性の向上を実現することができる電子部品実装システムおよび電子部品実装方法を提供する。
【解決手段】半田印刷後の基板を対象とする印刷検査において、CSP部品などリペア作業の難度が高い特定部品に対して印刷面積過大の不良判定がなされた場合において、作業指令選択データ44dに含まれる作業指令のうち当該電子部品の当該印刷部位への搭載作業の実行禁止を指令する搭載作業禁止指令C1を導出して電子部品搭載装置に対して出力し、当該電子部品についてはリフロー後に手搭載により補充する。これによりリペア作業の難度が高い特定部品を除いた他の電子部品については装置停止を招くことなく、通常通り作業を継続することができる。
(もっと読む)
ダイ突き上げ動作管理システム
【課題】ダイ供給装置の突き上げポットと突き上げピンの突き上げ高さ位置や突き上げピンのXY方向の位置を自動的に計測できるようにする。
【解決手段】突き上げ高さ検出時に突き上げユニット18の上方にウエハパレットをセットせずに突き上げ動作を行って、突き上げポット27を上昇させて該突き上げポット27の上面から突き上げピンを突出させた状態で、ダイ供給装置のカメラをX方向のプリズム35の上方に移動させて突き上げポット27と突き上げピンのX方向の側面を該プリズム35を介して該カメラで撮像すると共に、該カメラをY方向のプリズム36の上方に移動させて突き上げポット27と突き上げピンのY方向の側面を該プリズム36を介して該カメラで撮像し、撮像した突き上げポット27と突き上げピン29の側面画像を画像処理して突き上げ動作時の突き上げポット27の上面の高さ位置と突き上げピン29の上端の高さ位置を検出する。
(もっと読む)
1 - 20 / 1,187
[ Back to top ]