
国際特許分類[B05D1/02]の内容
処理操作;運輸 (1,245,546) | 霧化または噴霧一般;液体または他の流動性材料の表面への適用一般 (41,198) | 液体または他の流動性材料を表面に適用する方法一般 (19,162) | 液体または他の流動性材料を適用する方法 (6,354) | 噴霧によって行なわれるもの (835)
国際特許分類[B05D1/02]の下位に属する分類
静電界の使用を含むもの (212)
フレームスプレーによるもの (57)
粒状材料を適用するもの (56)
国際特許分類[B05D1/02]に分類される特許
101 - 110 / 510
回転アトマイザー、および回転アトマイザーの噴霧体のモニタリング方法
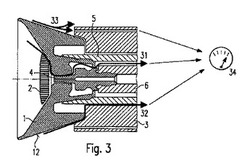
本発明の目的は、加工対象物の連続的なコーティングのために用いられる回転アトマイザーの回転ベルプレート(1)の制御である。ベルプレート(1)の構造的な設計および/または回転アトマイザーの要素によって、および、ベルプレート(1)の回転によって空気の流れ成分(31、32、33)が生成されることでこれが実現され、空気の流れ成分は前記設計に対応し、要素は、ベルプレートに隣接し、同じものに対して固定される。空気の流れ成分が測定され、所定の参照値と比較される。 (もっと読む)
回転アトマイザーの機能を検査する方法、および対応するコーティング装置

本発明の目的は、加工対象物の連続的なコーティングのために用いられる回転アトマイザー(10)の機能検査である。これは、アトマイザー(10)の指向性のある空気フロー(12)の内部または外側に生まれる圧力値が測定され、アトマイザーの機能にエラーがない場合の所定の参照値と比較されることで、実現される。 (もっと読む)
高圧噴付用撥水処理剤、および、車両表面の撥水処理方法
【課題】塗布後の濯ぎ処理、および、拭き上げなどの仕上げ処理を不要とし、撥水性および持続性に優れる高圧噴付用撥水処理剤、および、その高圧噴付用撥水処理剤を用いた車両表面の撥水処理方法を提供すること。
【解決手段】
高圧噴付用撥水処理剤に、アミノ変性シリコーンと、トリメチルシロキシケイ酸と、低級1価アルコールとを含有させる。そして、車両表面を水洗し(水洗工程)、その後、水分が残存する車両表面に、この高圧噴付用撥水処理剤を高圧で噴き付ける(高圧噴付工程)。
(もっと読む)
室温で硬化するコーティング剤の使用
本発明は、室温で硬化するコーティング剤の使用に関する。カソード腐食を防止するためおよびエアロゾルとしてまたははけ塗り塗料として塗布するための室温硬化性コーティング剤を提供するために、本発明によれば、当該コーティング剤は、以下の方法:a)5〜95重量%の金属アルコキシドを5〜95重量%の金属顔料と混合することと、b)溶媒および(固形物の量に対して)10重量%までの触媒を添加することと、によって製造されることが提案される。カソード耐食はこのようにして得られ、このカソード耐食は、異なる金属からなる基材においても接触腐食を効果的に防止する。本発明に関して、本発明のコーティング剤は、個々の金属粒子を伝導性のまたは半伝導性の金属酸化物コーティングで被覆すること、例えば亜鉛上の二酸化チタンコーティングによって、活性の低下の制御を成し遂げるということが示された。溶接性は保たれ、当該コーティング剤を上塗りすることができる。 (もっと読む)
鋳造金型におけるコーティング剤の塗布方法
【課題】 熟練者でなくても金型表面に塗布するコーティング剤の膜厚を均一にでき、しかも、金型表面に形成されるコーティング層が剥離したり、磨耗したりするのを抑制する。
【解決手段】 水ガラスをバインダーとするコーティング剤を金型1に塗布するにあたり、金型1の温度を200±20℃に予熱する一方、金型表面から150〜200mm離れた位置にスプレーガン2を位置させ、吐出圧0.35Mpaで、0.03秒間隔で間欠的にコーティング剤を噴霧することで1層目、2層目のコーティング層C1、C2、…を塗り重ねていき、最終的に0.15〜0.2mmの厚みのコーティング層を形成する。その後、コーティング層を焼結することなく鋳造する。
(もっと読む)
塗装装置、塗装方法、及びその被塗装物
【課題】被塗装物を効率的に塗装する塗装装置、塗装方法、及びその被塗装物を提供することを課題とする。
【解決手段】被塗装物8を塗装する塗装装置1であって、被塗装物8へ塗料を吹き付ける塗料吹き出し部4A,Bと、塗料吹き出し部4A,Bの塗料の吹き出し方向を一定に保った状態で、塗料吹き出し部4A,Bを被塗装物8に対して吹き出し方向と異なる方向へ相対移動させる移動手段5A,Bと、被塗装物8の塗膜の厚さが略均一となるように、塗料吹き出し部4A,Bと被塗装物8との相対速度を、塗料吹き出し部4A,Bと被塗装物8の被塗装面との間の距離に応じた所定速度に制御する制御手段7と、を備える。
(もっと読む)
コーティングの堆積装置及び方法
【課題】部品の表面上、特に従来のコールドスプレー装置を用いてアクセスするには困難である表面にコーティングを堆積するのに好適なスプレーコーティング方法及び装置(14、16、20)を提供すること。
【解決手段】本方法及び装置(14、16、20)は、長手方向軸線とその1つの端部に出口とを備えた管状本体(22)を有するスプレーガン(16)を利用する。本体(22)は、収束通路(38)を画成する第1の部分(26)と、拡大通路(40)を画成し且つ本体の出口(32)を画成する第2の部分(28)と、収束通路(38)及び拡大通路(40)の間でこれらを接続するスロート(42)を画成するスロート部(30)と、を有する。ガン(16)は更に、収束通路(38)の上流側にガスを導入するための少なくとも1つの入口(36)と、スロート(42)及びその直ぐ上流側で原材料を導入するための少なくとも1つの原材料入口(34)と、を備える。
(もっと読む)
均一な流量分布を有するスプレー・コーティング
液体コーティング材に対して平らなスプレー・パターンを生成するスプレー・ノズルであって、そのスプレー・パターンが、スプレー・パターン全体に亘ってほぼ均一なコーティング材の流量分布を有するスプレー・ノズルを開示する。スプレー・ノズルは、そのようなスプレー・パターンを生成するために、矩形切削スプレー・オリフィスを備え得る。スプレー・パターンは、明確な両縁をさらに有し得、その結果、パターンが、それら縁の外側でのコーティング材のテーリングの大幅な減少を示す。一実施形態では、スプレー・パターンは、「矩形」のドリップ・パターンを生成する。別の実施形態では、スプレー・パターンは、その側方領域に比較してコーティング材の流量が減少した中央領域を含み得る。  (もっと読む)
(もっと読む)
フラックス塗布方法およびフラックス塗布装置
【課題】V.O.C.フリーフラックスのフラックス成分の粒子が結合しないように維持し、また結合してもこれを分離させ、被フラックス塗布ワークに塗布した際に均一な粒子密度の塗着を生じるようにすることを目的とする。
【解決手段】本発明に係るフラックス塗布方法によれば、フラックス液に超音波を加える工程と、前記超音波が加えられたフラックス液を噴霧ノズルから噴霧して被フラックス塗布ワークに塗布する工程とを有することを特徴とする。また、フラックス液に超音波を加える工程では、収容体30に貯留されたフラックス液に超音波を加える工程と、このフラックス液を収容体30内で重力方向に流動させる工程とが一体あるいは別々で行われる。
(もっと読む)
反応性プラスチックからなる噴霧塗布の製造のための方法および装置
本発明は、反応性成分を、噴霧チャンネルにおいて複数の面において混合性ガスにより混合させる、反応性プラスチック材料からなる層および成形部品を製造するための方法に関する。さらに、本発明は、対応する方法を可能とする装置に関する。 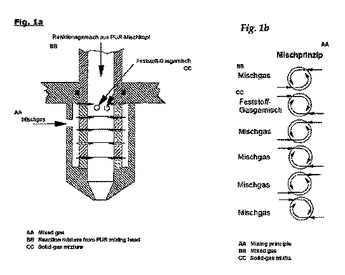 (もっと読む)
(もっと読む)
101 - 110 / 510
[ Back to top ]