
国際特許分類[B23C3/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | フライス削り (3,222) | 特定の工作物のフライス削り;特殊フライス加工法;そのための装置 (545)
国際特許分類[B23C3/00]の下位に属する分類
回転面のフライス削り (9)
クランクシヤフトのフライス削り (22)
カム,カムシヤフト,または類似物のフライス削り (3)
フライス削りによる二番取り
トリミングまたは面取り,例.溶接隅部のバリ取り (116)
板,シートまたは帯材の表面フライス削り (20)
鋼塊または類似した工作物の清浄または皮むき (4)
2方向に曲っている表面の加工 (51)
重なり接合部の形成,例.ピストンリングの接合端の形成
工作物上への4角または多角形の端部の作成,例.工具上へのキースタッドの作成
工作物中への4角または多角形の孔の作成,例.工具中へのキー孔の作成 (4)
工作物への溝切り加工 (75)
フライス作成のためのフライス削り
国際特許分類[B23C3/00]に分類される特許
101 - 110 / 241
ディスクブレーキのサポート加工方法
【課題】加工精度の向上を図りつつ、切削速度の向上に伴う生産性の向上も図ることのできるディスクブレーキのサポート加工方法を提供する。
【解決手段】上記目的を達成するためのディスクブレーキのサポート加工方法は、アウタブリッジにおける湾曲部の長さよりも大きな直径を有し、底面に前記湾曲部を収容可能な凹部を形成したサイドカッターを備える第1のエンドミルと、前記第1のエンドミルよりも直径の小さなサイドカッターを備えた第2のエンドミルとを用いてディスクブレーキサポートにおけるトルク受け部を加工する方法であって、前記第1のエンドミルにおける前記凹部に、前記湾曲部を収容した状態でアウタ側トルク受け部の切削を行うアウタ側トルク受け部加工工程と、前記第2のエンドミルを用いてインナ側トルク受け部の切削を行うインナ側トルク受け部加工工程とを有することを特徴とするディスクブレーキのサポート加工方法。
(もっと読む)
先鋭な角度を形成し得る切削加工方法

【課題】回転する工具の切削によって加工面を形成する際、比較的簡単な制御によって加工面が湾曲せずに不連続状態であることによる先鋭な角度を形成しているコーナー部分を実現し得る構成を提供すること。
【解決手段】三次元造形対象物2に対する工具1の回転に伴う切削加工方法であって、一方の加工面21に沿って工具1が切削しながら特定のコーナー20に至るまで移動した後に、当該コーナー20から離脱して、前記一方の加工面21を延長した方向に移動した後、切削を伴わずに所定の規則に沿って移動したうえで前記コーナー20の位置に戻って突入し、当該突入する方向は前記コーナー20において前記一方の加工面21と交錯している他方の加工面22の交錯方向であって、前記突入以後、当該他方の加工面22に沿って切削を再現することにより、前記課題の解決を可能とするコーナー20において先鋭な角度を形成し得る切削加工方法。
(もっと読む)
エンドミル加工方法及びこれを用いた加工プログラム作成方法、加工プログラム作成装置
【課題】薄板状の被加工物をテーパエンドミルにより切削加工する場合、被加工物が切削時の負荷により発生するびびり振動を防止可能なエンドミル加工方法及びこれを用いた加工プログラム作成方法、加工プログラム作成装置を提供する。
【解決手段】テーパエンドミル工具1により薄板状被加工物Wを肩削り加工するエンドミル加工方法において、前記テーパエンドミル工具1のテーパ半角θ[度]に応じて、上向き削りの場合は次式(1)または(2)から、下向き削りの場合は次式(3)から算出される工具傾斜角度A[度]により加工する。
1.83θ-9.4≦A≦1.83θ-29.4 (θ≦7.87度)…(1), A=-5 (θ>7.87度)…(2), 2.10θ+6.1≦A≦2.10θ+26.1…(3) 但し、A:垂線より工具送り方向に対して逆方向に傾ける方向を正とする工具傾斜角度[度]
(もっと読む)
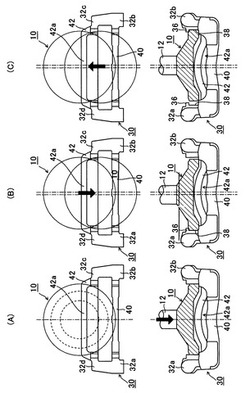
基板における内形部形成方法及び部品挿入用内形部を備える基板
【課題】より簡単な方法で、角部を有する部品を挿入するときに干渉しない部品挿入用内形部を基板に形成することである。
【解決手段】角部12を有する部品10を挿入するための穴である内形部22を備える基板20は、内形部22の角部において張り出して設けられ、部品10の角部12との間の隙間として予め設定した所定隙間を確保できる円形穴である円形部24と、回転工具の半径を考慮して所定隙間を確保できる工具移動軌跡に沿って回転工具を回転させながら移動させて形成され、角部の円形部24以外の輪郭を形作る輪郭部26とを含む。円形部24はドリルまたはエンドミルで加工でき、輪郭部26は回転工具としてルータまたはエンドミルを用いて加工できる。
(もっと読む)
炭素繊維強化プラスチック積層板等の端面加工方法とその装置
【課題】 炭素繊維強化プラスチック積層板の端面切削につき、荒加工と仕上加工とを1主軸で2軸化同時加工して加工効率を2倍速化させられる端面加工方法とその装置を提供する。
【解決手段】 加工機1の主軸Sを多分割して多軸化SZし、この多軸に荒加工工具T1と仕上加工工具T2とを備え、炭素繊維強化プラスチック積層板CPの端面Eに対して荒加工工具側から先行加工させ、後続して仕上加工工具で仕上げ加工する炭素繊維強化プラスチック積層板等の端面加工方法である。
(もっと読む)
マイクロマシンおよびマイクロフライスマシン
【課題】 本発明は微細加工部品の生産を、設置スペースや重量が非常に小さく、消費電力も少なく、商用電源を使用することなく稼動させることができるマイクロマシンおよびマイクロフライスマシンを得るにある。
【解決手段】 ほぼA4サイズの大きさのベース板、このベース板にZ軸あるいはX軸方向にサーボモータで移動できるように取付けられたワークを支持するチャックが設けられたワーク支持台、ベース板にX軸あるいはZ軸方向にサーボモータで移動できるように取付けられた工具を支持する工具支持台、ワーク支持台に支持されたワークをあらかじめ設定された寸法となるように、該ワーク支持台および工具支持台を移動させるサーボモータの駆動を、制御装置を介して制御する加工ソフトを備えたコンピュータとを備えるマイクロマシン本体と、このマイクロマシン本体を稼動させる太陽電池パネル、この太陽電池パネルからの電力を蓄えるとともに、前記マイクロマシン本体へ供給する蓄電池とからなる太陽光発電装置とでマイクロマシンを構成している。
(もっと読む)
切削工具および切削加工方法
【課題】耐久性を向上させることができる切削工具および切削加工方法の提供。
【解決手段】フライスカッター1のフライスボデー2の下端部には、フライスチップ3が自転可能に取り付けられている。フライスチップ3の回転軸には、タービン4が同軸上に接続されている。クーラントポンプ52から吐出されたクーラントは、調圧弁装置51により減圧された後、タービン4に対して上方から供給され、クーラント流によりフライスチップ3がタービン4とともに回転されるようになっている。コントローラー53は、調圧弁装置51の作動を制御し、フライスチップ3の回転速度が、削り取られた切り屑がワークから排出される速度と同等になるように、タービン4に供給されるクーラント圧を調整している。
(もっと読む)
ワークの加工方法及びワークの加工装置
【課題】加工装置の治具に対するワークの取付け方法に関わらず、加工精度を良好に維持できるワークの加工方法および加工装置を提供する。
【解決手段】回転式の切削工具60により連続的に切削可能な形状を備えた連続的切削部分83,93,97,101と、回転式の切削工具60により断続的に切削される形状を備えた断続的切削部分16,91,95とを有するワーク2を、所定の姿勢で治具22に固定して加工するワークの加工方法において、連続的切削部分を加工した後に断続的切削部分を加工する。
(もっと読む)
プリント基板加工機
【課題】容積が小さく、かつ、切削長を長くすることができる押え装置を備えたプリント基板加工機を提供すること。
【解決手段】プリント基板を押える摺動ピース30Aが、中空の円筒部51と、円筒部51に接続する中空の円錐台部52とから構成される。摺動ピース30Aを保持するホルダ55には、円筒部51の直径よりも大径の空洞部58が形成されており、摺動ピース30Aがホルダ55に遊びを持った状態で保持されている。そして、隙間の範囲内で移動して切削加工する場合には、摺動ピース30Aの下端面52aがプリント基板4に一体となっており、隙間の範囲を超える場合には、プリント基板と摺動ピース30Aの下端面52aとが相対的に摺動する。
(もっと読む)
加工装置及び加工方法
【課題】仕上げ等の後工程、加工時間の増大といった、プラスチックレンズのメカニカルな切断の問題を回避しつつ、レーザ加工で発生する光学歪や切断ダレを抑えた加工装置及び加工方法を提供すること。
【解決手段】エンドミル31によってプラスチックレンズPLの周囲に形成されたゲート部GPを機械的に切削するので、光学歪や切断ダレの発生を簡易に防止することができる。また、プラスチックレンズPLの切除領域A1とエンドミル31とに対してドライアイスパウダPDを当てるので、切除領域A1を少ないダメージで効率よく冷却することができる。よって、比較的迅速な切除スピードを確保しつつ切削に伴う昇温を抑えて光学歪みの発生を低減することができる。
(もっと読む)
101 - 110 / 241
[ Back to top ]