
国際特許分類[B23C3/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | フライス削り (3,222) | 特定の工作物のフライス削り;特殊フライス加工法;そのための装置 (545)
国際特許分類[B23C3/00]の下位に属する分類
回転面のフライス削り (9)
クランクシヤフトのフライス削り (22)
カム,カムシヤフト,または類似物のフライス削り (3)
フライス削りによる二番取り
トリミングまたは面取り,例.溶接隅部のバリ取り (116)
板,シートまたは帯材の表面フライス削り (20)
鋼塊または類似した工作物の清浄または皮むき (4)
2方向に曲っている表面の加工 (51)
重なり接合部の形成,例.ピストンリングの接合端の形成
工作物上への4角または多角形の端部の作成,例.工具上へのキースタッドの作成
工作物中への4角または多角形の孔の作成,例.工具中へのキー孔の作成 (4)
工作物への溝切り加工 (75)
フライス作成のためのフライス削り
国際特許分類[B23C3/00]に分類される特許
81 - 90 / 241
曲線切断用メタルソーとその加工方法と加工装置
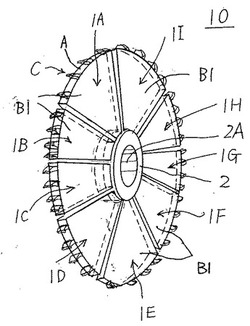
【課題】航空機の機体となる炭素繊維強化プラスチック積層板やジュラルミン板、金属薄板等々を任意形状の高精度製品として容易に曲線切断できる新規な曲線切断用メタルソーとその加工方法と加工装置を提供する。
【解決手段】 円板状の台金1の中心部に回転駆動軸に装着される取付孔2Aを有し、上記台金の外周縁Aに切刃Cを備えたメタルソー10であり、上記台金1はこの全周囲に複数枚の扇状放射板(分割台金)1A,1B・・・を等間隔に分割配列させてなり、上記扇状放射板をこの回転軸芯方向Oとなる扇状放射板(台金)の左右側面への外力により回転軸芯方向へ撓み可能とした曲線切断用メタルソーである。
(もっと読む)
同期加工システム及び同期加工方法

工作機械システム及び方法は、ワーク保持部を用いており、同期された切削工具(102)を含む。ある実施形態において、前記方法及びシステムは、迅速且つ効率的にワーク(200)の共通表面を加工するために同期された少なくとも2つの切削工具(102)を備える。切削工具(102)及びワーク保持部の両方を制御するための単一のコードラインを有するコントローラが用いられる。ワークにたわみやびびりを生じさせ易いワーク(200)中の生成力を減少させるために、切削工具(102)は、これらがワーク(200)の実質的に反対側の部分に係合するように同期せしめられる。他の実施形態では、切削工具(102)は、ワーク(200)中の圧縮力,引張り力又はねじり力の生成を制御する分離したワーク保持部を用いて同期せしめられる。 (もっと読む)
正面フライス加工方法及び正面フライス加工用被削材
【課題】バリの発生を抑制できる切削加工方法及び切削加工用被削材を提供する。
【解決手段】鉄系金属からなる被削材への正面フライス加工方法であって、被削材のカッタ出口面の切取り予定線付近を予め熱処理により硬化させておくことを特徴とする、正面フライス加工方法。好ましくは、熱処理により、硬度(Hv)が600以上の硬化領域を形成する。また、好ましくは熱処理がレーザ照射処理である。
(もっと読む)
切削加工方法
【課題】加工精度を確保するとともに加工効率をより向上させることができる切削加工方法を提供する。
【解決手段】ワークWを切削加工する切削工具Tと、予め設定された移動経路に沿ってワークに対して切削工具を相対的に移動させる制御手段と、を用いてワークの表面に3次元曲面を切削加工する切削加工方法において、新品状態から第1所定切削量までの区間である初期摩耗領域ではワークWを切削する切削量に対する工具摩耗量が比較的大きく、第1所定切削量から第2所定切削量までの区間である安定摩耗領域では切削量に対する工具摩耗量が初期摩耗領域よりも小さい、切削−摩耗特性を有している切削工具を用いた切削加工方法であって、制御手段にて、ワークの仕上げ加工工程の前に、新品状態の切削工具にて初期摩耗領域に対応する切削量を切削して切削工具の摩耗状態を安定摩耗領域に到達させるステップを有する。
(もっと読む)
加工方法および加工装置
【課題】アンバランス位置とエンドミルの各刃の形状から、真直度が最小になるようにエンドミルの取り付け位置を決めることにより、高精度加工を実現する。
【解決手段】切れ刃4が形成されたボデー2とシャンク3を有するエンドミル1を回転体11に装着して切削加工を行う際、切れ刃4の精度情報と、エンドミル1を装着した回転体11のアンバランス位置情報と、エンドミル1を装着した回転体11を回転させたときに発生するエンドミル1の回転フレ量情報とから、回転体11の回転方向の位置基準に対して360度の範囲で設定した角度ごとに、前記切れ刃4で切削した面の加工ワークの各真直度の予測値を各々演算する。この演算結果に基づき、最小の真直度になる位置にエンドミル1を回転体11に装着する。
(もっと読む)
切削加工方法
【課題】特殊な切削工具を用いることなく、素材の性質に関係なく容易に切り屑を分断できる切削加工方法を提供すること。
【解決手段】ワーク8を保持可能なワーク保持手段と、切削工具2を保持可能なツール保持手段12と、両者を相対的に回転及び相対的に軸方向へ移動させることができる駆動手段とを備えた切削装置を用いた切削加工方法である。ワーク8の加工面81に対し、仕上げ切削を行う際の切削方向と交差するように位置する予備溝7を設ける予備切削工程と、加工面81に予備溝7の深さを超える切削代の仕上げ切削を行う仕上げ切削工程とを有する。予備切削工程と仕上げ切削工程とは、ワーク8及び切削工具2をワーク保持手段及びツール保持手段12に保持させた状態を維持したまま同じ切削工具2を用いて行う。
(もっと読む)
加工誤差予測のためのコンピュータプログラム、加工誤差予測装置およびその予測結果に基づいて工具経路を修正する装置
【課題】工具の形状誤差や撓みに起因する加工誤差を高速に予測可能な装置などを提供する。
【解決手段】コンピュータ装置1の3次元グラフィックス機能を利用し、加工誤差を予測する位置における工具M(切刃の通過軌跡)、この位置の直前および直後を含む所定範囲の工具掃引体T1,T2、および被削物形状Wを、それぞれ下方からの視野範囲Vにおいて描画する。描画された画像において工具Mが手前に表示されている画素領域を、加工終了後に残る加工面の領域として検出し、この加工面の代表点(創成点C)における工具の形状誤差や撓み量から加工誤差を予測する。予測した加工誤差に基づいて工具経路を修正すれば、成形後の手修正に要する工数、時間を大幅に削減できる。
(もっと読む)
転削工具および転削工具用ホルダならびにそれらを用いた被削加工物の製造方法
【課題】切削インサートに対する拘束力に優れ、かつ耐欠損性に優れた転削工具を提供する。
【解決手段】切削インサート2の側面23上には、上面21から下面に向かうにしたがって立ち上がる第一の傾斜面と、該第一の傾斜面に連続し、上面から下面に向かうにしたがって立ち下がる第二の傾斜面とで形成される凸部が形成されており、ホルダ3の前記切削インサート装着部31は、前記ホルダの回転方向に沿って形成される載置部と、前記ホルダの回転方向後方側に形成される拘束部とを有し、前記拘束部は、軸心方向から見て回転方向に直行する面に対して、外周側が回転方向前方に、軸心側が回転方向後方となるように傾くとともに、前記切削インサートの前記第一の傾斜面と当接するような第一の拘束面を有することを特徴とする。
(もっと読む)
プラスチックレンズ
【課題】バリを有しないゲートカット部を備えるプラスチックレンズを提供すること。
【解決手段】第1切削加工ユニット30は、正刃の第1エンドミル31と、第1エンドミル31を光軸OAに平行な回転軸のまわりに正回転させる第1モータ33とを備える。一方、第2切削加工ユニット40は、逆刃の第2エンドミル41と、第2エンドミル41を光軸OAに平行な回転軸のまわりに逆回転させる第2モータ43とを備える。このような切削加工装置20により、プラスチックレンズ10のゲート部15を除去してゲートカット部17を残すことができる。この際、ゲートカット部17の端面において、両エンドミル31,41を両端側から中央に向けてアップカット送りすることになる。この結果、ゲートカット部17の端面端部をバリのない滑らかな状態に仕上げることができる。
(もっと読む)
多軸加工方法および多軸加工機械
【課題】主軸の軸線に対して所定の相対角度をなす軸線をもつ回転軸及び主軸の軸線が鉛直方向となっている状態で主軸の軸線と平行な軸線をもつ旋回軸からなり、回転軸の軸線と旋回軸の軸線とのなす相対角度を45度超から70度以下の範囲内の角度に設定し、各軸線廻りに旋回させ、ボールエンドミルの姿勢角を変化させ、加工の高速化を図ることができる。
【解決手段】主軸1の軸線1aに対して所定の相対角度θをなす軸線をもつ回転軸2及び主軸の軸線が鉛直方向となっている状態で主軸の軸線と平行な軸線をもつ旋回軸3からなり、回転軸及び旋回軸を各軸線廻りに旋回させ、被加工物Wに対するボールエンドミルの姿勢角γを変化させ、ボールエンドミルで被加工物を加工する多軸加工方法において、回転軸の軸線と旋回軸の軸線とのなす相対角度が45度超から70度以下の範囲内の角度となっている。
(もっと読む)
81 - 90 / 241
[ Back to top ]