
国際特許分類[B23C3/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | フライス削り (3,222) | 特定の工作物のフライス削り;特殊フライス加工法;そのための装置 (545)
国際特許分類[B23C3/00]の下位に属する分類
回転面のフライス削り (9)
クランクシヤフトのフライス削り (22)
カム,カムシヤフト,または類似物のフライス削り (3)
フライス削りによる二番取り
トリミングまたは面取り,例.溶接隅部のバリ取り (116)
板,シートまたは帯材の表面フライス削り (20)
鋼塊または類似した工作物の清浄または皮むき (4)
2方向に曲っている表面の加工 (51)
重なり接合部の形成,例.ピストンリングの接合端の形成
工作物上への4角または多角形の端部の作成,例.工具上へのキースタッドの作成
工作物中への4角または多角形の孔の作成,例.工具中へのキー孔の作成 (4)
工作物への溝切り加工 (75)
フライス作成のためのフライス削り
国際特許分類[B23C3/00]に分類される特許
41 - 50 / 241
エンドミルとそれを用いた加工方法
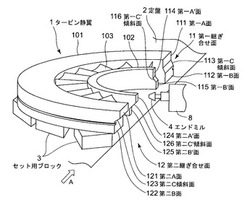
【課題】同一形状の半環状部材を対向させて環状に形成する環状部材の継ぎ合せ面の傾斜面を加工する際に、傘状エンドミルを使用して、勾配が逆な傾斜面を傘状エンドミルの移動のみで加工できるようにして、半環状部材の置換え毎に半環状部材と傘状エンドミルとの芯合せ作業を半減させて加工工数の低減する加工方法を提供することを目的とする。
【解決手段】同一形状の半環状タービン静翼1の一端に環状の軸線方向に沿って延在する第一C傾斜面113を有した第一継ぎ合せ面11と、他端に前記第一継ぎ合せ面11形状に倣う形状に形成された第二C傾斜面123とを有し、夫々の傾斜面11,12と同じ傾斜を有する傾斜部41にラフィングチップ5装着された傘状エンドミル4を定盤2に沿って移動させることで、第一C傾斜面113と、第二C傾斜面123とを切削加工可能とした。
(もっと読む)
ワークの加工方法、ワークの加工装置及びプログラム

【課題】 加工品質を維持しつつ、ルータビットの交換寿命を長くできるワークの加工方法及び加工装置を提供する。
【解決手段】 ルータビットの刃部を回転軸方向に複数の切削領域に分割する。また、基板Aに加工を施す外径形状を、ルータビットによる切削方向が変化する位置P1〜P5で、複数の加工領域イ〜ヘに分割する。そして、各加工領域イ〜ヘ毎に複数の切削領域を順次変更して加工を行う。これにより、ルータビットの刃部の全ての切削領域で、予め設定された設定寿命に到達するまで使用でき、ルービットの交換寿命を長くできる。
(もっと読む)
切削インサート
【課題】切削抵抗が低く、切屑排出性に優れた切削インサートを提供する。
【解決手段】第1側面2aと、前記第1側面と隣り合う第2側面2bと、前記第1側面と前記第2側面と交差する上面3および下面4とを有する本体部を備え、前期第1側面は、前記上面に達する溝部5と、前記上面との交線部に形成されるとともに、前記溝部によって分断された、分割切刃6aとを有し、前記第2側面は、前記上面との交線部に形成される非分割切刃6bを有し、前記上面は、前記溝部に対応して設けられる第1凸部と、前記分割切刃の仮想延長線と、前記非分割切刃の仮想延長線とのなす角の二等分線上を通る第2凸部とを有する。
(もっと読む)
切削加工方法
【課題】 コストアップを招いたり加工時間や加工精度に影響を与えたりすることなく、工具の摩耗を好適に抑制して工具寿命を延長する。
【解決手段】 切れ刃4が円形となる回転工具3を軸回りに回転させて切削液を供給しながらワークWを切削加工するための切削加工方法であって、回転工具3を、切り屑6の流出方向と同じ回転方向で、且つ切れ刃4の周速度が切り屑6の流出速度を上回る回転速度で回転させて切削加工を行う。これにより、動圧効果を利用して回転工具3と切り屑6との直接的な固体接触が減少し、回転工具3の摩耗が抑制される。
(もっと読む)
チタン及びチタン合金の高効率切削方法
【課題】ダイヤモンド工具等の高価な工具を用いることなく、一般的な超硬工具を用いる範囲において、従来よりも高速での高効率切削条件で切削が可能なチタン及びチタン合金の高効率切削方法を提供する。
【解決手段】エンドミルの径方向切込み量が0.6〜2mm、軸方向切込み量が0.6〜2mm、送りが0.1〜0.5mm/rev、切削速度が80〜200m/minであって、極性を有する油分を80質量%以上含む潤滑油5〜100mL/hをミスト状にして、流量10〜100L/minの空気または窒素ガスと共に、前記エンドミルの刃先に噴霧しながら断続切削加工することを特徴とするチタン及びチタン合金の高効率切削方法。
(もっと読む)
切削装置およびその切削方法
【課題】ワークの被加工部位を連続して切削加工ができて、ワークの被加工部位を均一な仕上げ面にできるようにする。
【解決手段】フライス26,33を旋回自在に支持されるアーム15に取り付けるとともに、アーム15の旋回軌跡上の任意の位置に、ワークWの回転機構部を設け、アーム15がスタンバイ位置SからワークWへ旋回する角度を検出する角度センサ18を、アーム15の旋回支点に取り付け、ワークWの被加工部位にフライス26,33の切削刃26a,33aが当接した状態において、前記角度θ1が小さい場合は、ワークWの回転速度を遅くし、前記角度θ1が大きい場合は、ワークWの回転速度を速くする制御手段を備える。
(もっと読む)
AlCr含有の硬質材料層を有する工作物および製造方法
【課題】(AlyCr1-y)Xコーティング工作物、たとえば鉋がけ工具(Zerspanungswerkzeug)、切削工具および成型工具あるいは機械製造および金型製造のための部品、ならびに工作物上にこのような層を析出するための方法を提供し、その際先行技術にあった問題を回避する。
【解決手段】工作物あるいは部品であって、組成(AlyCr1-y)Xの少なくとも1層を含む層システムを有し、X=N、C、B、CN、BN、CBN、NO、CO、BO、CNO、BNOまたはCBNOでありかつ0.4≦y<0.68であり、上記層中の層組成は、実質的に一定であるか、または層厚にわたって連続的あるいは段階的に変化する。
(もっと読む)
シール面の加工方法
【課題】低コストでかつ短時間でシール面の仕上げ加工することができ、また、リード目も無くすことができて、シール面を高精度に形成することが可能なシール面の加工方法を提供する。
【解決手段】加工すべきシール面Mを有するワークをその軸心廻りに回転させつつ、回転している切削工具81にてシール面Mを切削して仕上げる。切削工具81によるシール面Mの切削は、リード目のない焼入鋼切削である。
(もっと読む)
ドライアイスガスとミストの混合ガスを用いたステンレス鋼のエンドミル切削加工法
【課題】環境問題に負荷を与えず、工具の異常摩耗が発生せず、適切な加工面を得ることができ、工作機械(フライス盤)が錆びることなく、ドライアイスガスとミストの混合ガスを用いたステンレス鋼のエンドミル切削加工法を提供することにある。
【解決手段】図1に示すエンドミル切削加工装置による切削加工において、ミスト噴射用ノズルから霧状になった環境に優しい植物油をベースにした極微量の油剤を回転しているエンドミル切削工具とステンレス鋼の切削部分に噴霧し、もう一つのドライアイスガス噴射用ノズルから霧状になったドライアイスガスを回転しているエンドミル切削工具とステンレス鋼の切削部分に噴射させながら切り屑を除去することを特徴とするドライアイスガスとミストの混合ガスを用いたステンレス鋼のエンドミル切削加工を行う。
(もっと読む)
表面加工方法
【課題】大面積な被加工物の表面に周期的なパターンの微細な交差溝を生成する。
【解決手段】工具刃物4をスピンドルの回転中心軸CLSから所定の距離d1の位置に工具固定ジグ5を介して保持し、回転させることで被加工物2に対して切り込み、被加工物2の最短幅と垂直な方向に回転工具(工具刃物4,工具固定ジグ5等)を駆動して、この駆動方向(工具の送り9)の入口側で形成される第1の円弧溝形状7と出口側で形成される第2の円弧溝形状8を作製する。この2つの円弧溝形状の最下点が同じ高さになるように駆動方向に対してピッチング方向の位置調整を行い、これを維持して被加工物2の表面加工を行うことにより、被加工物2の表面に交差溝を一定周期で切削加工する。この方法により、交差する第1および第2の円弧溝形状7,8を加工する際の時間軸の差を小さくして、切削加工により周期的なパターンの微細な交差溝を高精度かつ容易に生成する。
(もっと読む)
41 - 50 / 241
[ Back to top ]