
国際特許分類[B23C3/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | フライス削り (3,222) | 特定の工作物のフライス削り;特殊フライス加工法;そのための装置 (545)
国際特許分類[B23C3/00]の下位に属する分類
回転面のフライス削り (9)
クランクシヤフトのフライス削り (22)
カム,カムシヤフト,または類似物のフライス削り (3)
フライス削りによる二番取り
トリミングまたは面取り,例.溶接隅部のバリ取り (116)
板,シートまたは帯材の表面フライス削り (20)
鋼塊または類似した工作物の清浄または皮むき (4)
2方向に曲っている表面の加工 (51)
重なり接合部の形成,例.ピストンリングの接合端の形成
工作物上への4角または多角形の端部の作成,例.工具上へのキースタッドの作成
工作物中への4角または多角形の孔の作成,例.工具中へのキー孔の作成 (4)
工作物への溝切り加工 (75)
フライス作成のためのフライス削り
国際特許分類[B23C3/00]に分類される特許
31 - 40 / 241
ロータディスク溝加工方法、ダンパの仕様決定システム、制御方法及びプログラム
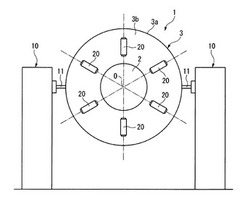
【課題】切削加工をして溝を形成する際のディスクの振動を簡易な構成でもって効果的に抑制する。
【解決手段】ディスク3を有するロータ2におけるディスク3の外周部3aに切削加工を施して、動翼を嵌め込むための溝を形成するロータディスク溝加工方法であって、
ディスク3に対して、切削加工時におけるディスク3の振動を吸収するダンパ20を着脱可能に取り付けてから上記切削加工を行う。また、当該ダンパ20は、ダンパ仕様決定システムによって仕様(ダンパ質量、ダンパバネ定数、個数及び配置箇所)を決定する。
(もっと読む)
切削方法および切削装置

【課題】強制振動を抑制できる切削方法および切削装置を提供する。
【解決手段】ワークWを垂直にクランプするクランプ機構10と、クランプされたワークWを送り方向に水平移動させる移動テーブル20と、ワークWの一方の表面を切削する第1切削機構30と、ワークWの他方の表面を切削する第2切削機構40と、制御部50とを備え、制御部50が、第1切削機構30と第2切削機構40とを同期させてワークWを切削するものである。
(もっと読む)
切削方法およびNCデータ作成装置
【課題】ねじれ刃付きエンドミル70を用いた切削において、同時に切削作用する刃数変動をなくして切削力を一定にすることで、振動を防止し加工面性状の向上と工具寿命の延長を可能とする切削方法およびNCデータ作成装置。
【解決手段】エンドミル70の送り方向に対してエンドミル70を傾斜させることで、いかなる加工部幅の工作物に対しても、エンドミル70の切削作用長さをエンドミル70の軸方向のねじれ刃のピッチの1以上の整数倍とする。
(もっと読む)
切削加工方法及び装置
【課題】切削加工の加工精度向上には、主軸の回転精度やテーブルの位置決め精度といった様々な要因の検討が必要であるが、本発明では、切削熱に起因する被削材の熱変形による切削加工精度の悪化を防止し、加工精度および加工能率の向上を図ることを目的とする。
【解決手段】工具および被削材の一方または両方の回転運動と工具および被削材の相対運動を利用して被削材を所定の形状に除去加工する切削加工方法又は装置において、当該被削材に対する工具の経路又は切込み等の切削条件を切削加工中の当該被削材の熱変形量に応じて補正する工程又は手段を有することを特徴とする。
(もっと読む)
超耐熱合金の切削加工方法
【課題】切削液を全く使用しないドライな状態、又は、極めて微量な切削液を噴霧する状態で超耐熱合金を能率よく加工可能な超耐熱合金の切削加工方法を提供する。
【解決手段】本発明の超耐熱合金の切削加工方法は、先端部11の断面が円弧状をなしかつ工具直径D1が4mm〜10mmのエンドミル状工具1を用意し、ドライ状態又は切削液を0.01L/h以下の流量で供給しかつエンドミル状工具1を40m〜120m/minの最大切削速度Vcで回転させながら被削材2を切削することを特徴とする。また、工具1の回転方向が被削材2の移動方向に対してダウンカット方向に設定され、工具1の一刃当たりの送り量Szが0.1mm/刃〜0.2mm/刃に設定され、又は/及び、工具1の回転軸Oの傾斜角θが被削材2の加工面2aの法線Nに対し0〜5度以内になるように設定されていることが好ましい。
(もっと読む)
平坦な封止面を有する封止部材及びその加工方法
【課題】
封止溝を有する部材を相手材とする封止部材の加工において、加工工数を低減しながら確実に封止して信頼性を向上する。
【解決手段】
封止部材2は、Oリングまたは丸ゴムが嵌挿される溝が形成された相手材との間で、Oリングまたは丸ゴムを介して封止する。溝に対向する部分に形成される封止面2bは、刃先部が先端に向けて凸のエンドミル6により形成される。加工中は、エンドミルの中心軸11より一方側だけを封止面に当接させて切削加工する。さらに加工中は、エンドミルは封止面に対して角度αだけ傾きながら、切削方向12Fに直進または曲進する。
(もっと読む)
フライス加工方法
【課題】高い平面度のワークを低コストに得ることができるフライス加工方法を提供する。
【解決手段】クランプ部10及びナチュラルクランプ部20でワークWを保持した状態で、ワークWの加工面Fに第1フライス加工を施した後、ナチュラルクランプ部20をワークWから一旦離反させ、改めてワークWに対する最適位置に配置する。この状態で、ワークWの加工面Fに第2フライス加工を施す。
(もっと読む)
ワークの表面の加工方法
【課題】加工時間を延ばすことなく、かつ、ムシレを生じることなくワークの表面を滑らかに加工できるワークの表面の加工方法を提供すること。
【解決手段】軸部111及び刃部112を備える切削工具11を、軸部111を中心に所定方向に回転させながら、ワーク26の表面に設けられた複数の往路27a及び複数の復路27bが交互に並ぶ経路27に沿って往復移動させつつ往路27a及び復路27bに直交するピックフィード方向に移動させることで、ワーク26の表面を切削する三次元形状を有するワークの表面の加工方法において、軸部111を、ワーク26の表面に直交する方向から、ピックフィード方向の側に位置する刃部112が回転する方向に所定角度傾け、かつ、軸部111を、ワーク26の表面の面内方向における経路27に沿った方向からの傾きが±45度未満となるようにする。
(もっと読む)
回転防止工具ホルダー及び切削用チップ工具
【課題】チップ用ポケット内での丸い形状のチップの回転を防止するだけでなく製造が容易で且つ安定した確実な位置決めに必要な精度を提供するように効率良く機能するスローアウェイチップ及び工具ホルダーを提供する。
【解決手段】工具ホルダーは、工具ホルダー内に設けられたチップ用ポケット33と、チップ用ポケット33の側壁32及び底面37のうちの少なくとも一方から突出している少なくとも1つの回転防止ストッパ34とを含む。回転防止ストッパ34は、少なくとも2つのほぼ平らな面35を含み、ある種の実施形態においては、底面37及び底面37に対してほぼ直角な3つのほぼ平らな面35,36を有する。回転防止ストッパ34は、工具ホルダーと一体であっても良く又は別個に製造され且つ工具ホルダーに永久的に若しくは一時的に取り付けられる。これらの実施形態は、加工用途によって所望される場合には、付加的な回転防止ストッパを更に含む。
(もっと読む)
高速機械加工(HSM)によるメタル・マトリックス複合材(MMC)の加工方法
【課題】メタル・マトリックス複合材、いわゆるMMC材の材料から作成された構成部品を、MMC材の工作物またはブランクの高速機械加工いわゆるHSM機械加工によって機械加工して、予め定められた形状を提供する。
【解決手段】HSM機械加工は、切削工具が、特に従来の加工技術を使用する通常の場合と比較して、加工対象の工作物に対して非常に高い速度で作動することによって特徴付けられる。
(もっと読む)
31 - 40 / 241
[ Back to top ]