
国際特許分類[B23C3/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | フライス削り (3,222) | 特定の工作物のフライス削り;特殊フライス加工法;そのための装置 (545)
国際特許分類[B23C3/00]の下位に属する分類
回転面のフライス削り (9)
クランクシヤフトのフライス削り (22)
カム,カムシヤフト,または類似物のフライス削り (3)
フライス削りによる二番取り
トリミングまたは面取り,例.溶接隅部のバリ取り (116)
板,シートまたは帯材の表面フライス削り (20)
鋼塊または類似した工作物の清浄または皮むき (4)
2方向に曲っている表面の加工 (51)
重なり接合部の形成,例.ピストンリングの接合端の形成
工作物上への4角または多角形の端部の作成,例.工具上へのキースタッドの作成
工作物中への4角または多角形の孔の作成,例.工具中へのキー孔の作成 (4)
工作物への溝切り加工 (75)
フライス作成のためのフライス削り
国際特許分類[B23C3/00]に分類される特許
21 - 30 / 241
2隔膜3室電解法によるアルカリ性電解水ミストのステンレス鋼及び炭素鋼のエンドミル切削加工法
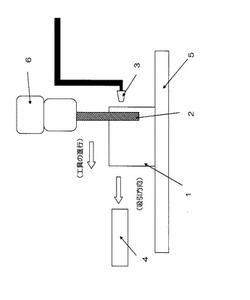
【課題】工具の異常摩耗が発生せず、工具寿命が長くなることができ、フライス盤が錆び
ることなく、2隔膜3室電解法によるアルカリ性電解水ミストを用いたステンレス鋼及び
炭素鋼のエンドミル切削加工法を提供することにある。
【解決手段】図1に示すエンドミル切削加工装置による切削加工において、ミスト噴射用
ノズルから霧状になった2隔膜3室電解法によるアルカリ性電解水ミストを回転している
エンドミル切削工具とステンレス鋼または炭素鋼の切削部分に噴射させながら切り屑を吸
引除去することを特徴とする2隔膜3室電解法によるアルカリ性電解水ミストを用いたス
テンレス鋼及び炭素鋼のエンドミル切削加工を行う。
(もっと読む)
端面加工偏光板の製造方法

【課題】延伸ポリエチレンテレフタレートフィルムを保護フィルムとする偏光板において、フィルムの剥離が生じることなく仕上げられ、かつ切削加工後の偏光板に衝撃を加えた場合においても剥離が生じることのない端面加工偏光板の製造方法を提供すること。
【解決手段】偏光フィルムと延伸されたポリエチレンテレフタレートフィルムとを備え、長方形に裁断されている偏光板が、複数枚積み重ねられている偏光板積層体の端面を切削加工して、端面加工偏光板を製造する方法であって、円柱状回転体と複数の切削刃とを備える切削回転体を2つ用い、上記偏光板積層体の上記一対の第一の端面を同時に切削加工する第一の端面切削工程と、上記偏光板積層体の上記一対の第二の端面を同時に切削加工する第二の端面切削工程と、上記第二の端面切削工程における切削開始時に上記切削回転体が当接される上記偏光板積層体の2つの角部を切削除去する角部切削工程と、をこの順で備える端面加工偏光板の製造方法が提供される。
(もっと読む)
切削装置
【課題】比較的細径の管内面の切削を行うこと。
【解決手段】管の内部に配置されるカッタ2を回転させる回転機構3と、カッタ2を所定の軸S1の周りに旋回させる旋回機構4と、カッタ2を軸S1の延在方向Lに沿って移動させる軸方向移動機構5と、カッタ2を軸S1に交差する方向に移動させる交差方向移動機構6と、を備え、回転機構3に動力を伝達する回転動力伝達軸32と、旋回機構4に動力を伝達する旋回動力伝達軸42とを同一軸S1上に配置する。
(もっと読む)
切削インサートおよび切削工具ならびにそれを用いた被削材の切削方法
【課題】 特に3次元加工において、加工面の寸法誤差が小さく、加工精度の良好な切削インサートを提供すること。
【解決手段】 上面2と、下面3と、上面2および下面3に接続されている側面4と、上面2と側面4との交差部に位置する切刃5とを有している本体部を備え、切刃5は、本体部の外方側に凸の複数の第1円弧状切刃51と、本体部の外方側に凸で、かつ第1円弧状切刃51の曲率半径よりも小さい曲率半径の複数の第2円弧状切刃52とを有しており、複数の第1円弧状切刃51と複数の第2円弧状切刃52とは交互に配置されており、第1円弧状切刃51は、側面視において、下面3から離れる側に湾曲している切削インサートで1ある。1つの曲率半径を有する円弧状切刃に比べて、第1円弧状切刃51の曲率半径をより大きく設定することができて、多方向に切刃を進行させる場合よりも、より加工精度の高い加工面を得ることができる。
(もっと読む)
脆性プラスチック板材の加工方法
【課題】破壊歪5%以下及び鉛筆硬度が3H以上の脆性プラスチック板材について、ルーター加工により、チッピングの発生が無く切断面が綺麗で製品歩留りに優れ、しかも、送り速度500mm/分以上であり、生産性良く切削加工を行うことができる脆性プラスチック板材の加工方法を提供する。
【解決手段】破壊歪5%以下及び鉛筆硬度3H以上の脆性プラスチック板材をルーター加工により切削するに際し、ルーター刃1としてひねりのない直刃を用い、回転数R(rpm)と送り速度S(mm/分)との比(R:S)が(50000/n)±20%:1000〜1250(但し、nはルーター刃が有する切り刃の刃数)の関係を満たし、かつ、ルーター刃の裏面への出し量が100〜300μmである加工条件で実施する、脆性プラスチック板材の加工方法。
(もっと読む)
1枚刃構造のラジアスエンドミル
【課題】10nm以下の超精密レベルの加工精度を実現できるようなラジアスエンドミルを提供すること。
【解決手段】本発明は、工具シャンクと、前記工具シャンクに取り付けられたダイヤモンド製の1枚刃チップと、を備えたことを特徴とするラジアスエンドミルである。
(もっと読む)
両頭フライス加工装置、ワーク保持テーブル及び両面フライス加工方法
【課題】複数のフライス加工をワークの表裏面に行うことができ、占有面積が小さな両頭フライス加工装置を提供する。
【解決手段】両頭フライス加工装置1は、基台1と、表裏面を有する複数のワークWを保持し、基台10に対して水平な軸Oを中心に回転するワーク保持テーブル20と、ワーク保持テーブル20を介して相対向して水平な軸O1上に同軸に配置され、ワークWの表裏面を同時に加工する1対の荒加工用フライスカッタ31と、ワーク保持テーブル20を介して相対向して水平な軸O2上に同軸に配置され、ワークWの表裏面を同時に加工する1対の仕上げ加工用フライスカッタ41とを備える。
(もっと読む)
レンズアレイ金型の加工方法および加工装置
【課題】レイズアレイの作成に用いられる金型を高精度かつ高効率で加工できるレンズアレイ金型の加工方法および加工装置を提供する。
【解決手段】加工機Aと制御装置Cとを備える。加工機Aは、Xテーブル11をベッド1に対してX軸方向へ移動させるX軸移動機構13Xと、Xテーブルの上に設けられた回転テーブル21をB軸を中心に回転させる回転機構23と、先端に加工工具Tを有する工具スピンドル60をZ,Y軸方向へ移動させるZ軸移動機構33ZおよびY軸移動機構43Yを含んで構成され、制御装置は、回転テーブルの回転中心を加工基準として、回転機構およびX軸移動機構を制御するとともに、Z軸移動機構およびY軸移動機構を制御して、ワークにレンズ形状を加工する。
(もっと読む)
ワークの加工方法、ワークの加工装置、およびプログラム
【課題】 加工品質を維持しつつ、工具の交換寿命を長くすることができる加工方法を提供する。
【解決手段】 テーブルを移動させるためのX軸と、工具14を移動させるためのY軸およびZ軸と、前記X、Y、Z軸を制御する制御部を有する加工装置を用いて、ワーク1をテーブルに載置し、前記工具14をX、Y軸方向に相対的に移動させて、ワーク1を加工する加工方法において、前記工具を上昇または下降させる間の水平方向の移動距離(距離A)を予め設定し、水平方向の移動距離が前記距離Aに到達するまで前記工具14を連続して上昇または下降させる。
(もっと読む)
強アルカリ水を利用した切削加工装置及び切削加工方法
【課題】強アルカリ水中で工作物の切削加工を行う装置及び方法を、環境に調和しながらより安価かつ簡素な構成で提供する。
【解決手段】本発明の切削加工装置1は、主軸16に取り付け可能な切削工具2と、上部が開口しかつ工作物14を収容可能な容器12と、を備える。容器12は、工作物14と、切削工具2の少なくとも先端部分21と、を浸漬するようにアルカリ濃度の下限がpH10である強アルカリ水15で満たされる。切削工具2の先端部分21には、強アルカリ水15を流通可能な貫通穴23及び流路の少なくとも一方が設けられていることを特徴とする。アルカリ濃度の上限は、工作物14と、切削工具2と、強アルカリ水15に浸漬される前記切削加工装置の一部13と、の全てが腐食しないように定められていることを特徴とする。
(もっと読む)
21 - 30 / 241
[ Back to top ]