
国際特許分類[B23K26/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | レーザービームによる加工,例.溶接,切断,穴あけ (14,635)
国際特許分類[B23K26/00]の下位に属する分類
加工物の位置決めまたは観察,例.照射点に関するもの;レーザービームの軸合せ,照準,焦点合せ (3,130)
レーザービームと加工物の相対移動を有する装置 (1,691)
特定の雰囲気で行なうもの,例.容器内で行なうもの (195)
流体を用いるもの,例.レーザービームに関連してガスジェット流を用いるもの (569)
副次物の除去,例.加工中に生ずる微粒子または蒸気の除去 (234)
加工される材料上に吸収層を用いるもの,例.対象物をマーキングまたは保護するもの (223)
結合,例.溶接 (1,551)
接合以外の目的の溶接,例.肉盛溶接 (160)
材料の除去 (2,948)
予備処理;補助操作または補助装置 (407)
国際特許分類[B23K26/00]に分類される特許
3,471 - 3,480 / 3,527
耳栓をレーザアブレーションによって形成する方法及びそれによって形成された耳栓
耳栓を形成する方法は、前記耳栓の材料をレーザアブレーションによって除去するステップを含む。耳栓はレーザの近接対向位置に位置決めされる。そして、当該耳栓のアブレーションされるべき部分が識別される。続いて、前記レーザが駆動されて、発せられたレーザ光が前記アブレーションされるべき部分に向けられる。前記アブレーションされるべき部分は、レーザアブレーションによって除去される。本発明はまた、レーザアブレーションによって形成された形状を含む耳栓にも関している。 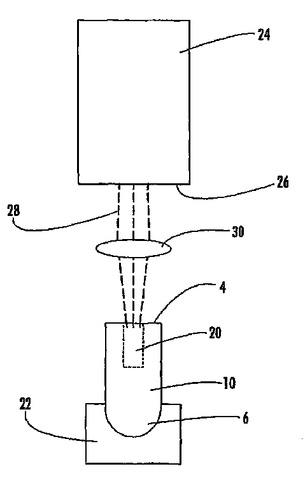 (もっと読む)
(もっと読む)
レーザマーカにおけるレーザ発振起動方法及びレーザマーカ
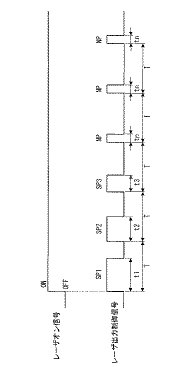
【課題】レーザ出力の立ち上がり性能を改善したレーザ発振起動方法及びレーザマーカを提供する。
【解決手段】レーザマーカのコントローラ部に備えられた処理装置は、設定されたレーザ出力に対応するデューティファクタ及びデューティ周期でオン・オフを繰り返すレーザ出力制御信号をレーザ発振器11の駆動装置に与えることによりレーザ出力のデューティ制御を行い、レーザ出力制御信号は、デューティファクタによって決まるオン期間tnの通常パルスNPより長いオン期間を有するストレッチパルスをデューティ周期Tで1又は複数個出力した後に通常パルスNPがデューティ周期Tで繰り返し出力されるように構成されている。好ましくは3個のストレッチパルスSP1,SP2,SP3が出力され、そのオン期間t1,t2,t3が段階的に短くなる。
(もっと読む)
レーザ溶接装置及び部品溶接方法

【課題】 設備を簡素化し、適正位置で部品同士を接続できるレーザ溶接装置を提供する。
【解決手段】溶接する部品各々を保持する部品保持手段13,15と、前記部品の被溶接部分にレーザを照射するレーザ照射手段20と、前記部品保持手段で保持された状態で前記部品に生じている応力を検出する応力検出手段30と、溶接前に前記部品が互いに適正位置に位置決めされたときにおける前記応力検出手段からの応力データである基準応力データと、前記レーザ照射手段により前記部品が溶接された後における前記応力検出手段からの応力データである溶接後応力データとを比較して、溶接後の前記部品に生じている応力状態が前記適正位置での応力状態となるように、修正用レーザを照射させる応力修正手段40とを含むレーザ溶接装置1である。
(もっと読む)
半導体レーザモジュールの製造方法
【課題】 製造効率を高め、しかも、半導体レーザモジュール1の信頼性を向上させることができる製造方法を提供する。
【解決手段】 半導体レーザ素子2の配置位置が固定されている状態で、フェルール11に挿通固定されている光ファイバ3を半導体レーザ素子2に対して調心する。その後に、フェルール11を固定用部材17の固定部10にレーザ溶接によって固定するが、その際に、レーザ溶接に起因してフェルール11が位置ずれして光ファイバ3が調心位置からずれる。このことから、レーザ溶接する前に、その光ファイバ3の位置ずれを見越して、予め、光ファイバ3を調心位置から前記位置ずれ分だけ逆方向にずらす。そして、フェルール11と固定部10をレーザ溶接する。このとき、フェルール11が位置ずれして光ファイバ3が調心位置に復帰する。
(もっと読む)
電子銃組立用の溶接自動機
【課題】 本発明は、例えば、CRT(陰極線管)における電子銃の組立に使用されるレーザー溶接自動機に関し、生産性の向上と、パーツの位置決め精度の向上が課題である。
【解決手段】 エッチスプリング11bを保持して電子銃アッセンブリ11aにおける溶接部への位置決めをするとともに、当該溶接部の近傍にエッチスプリングを移動させる搬送位置決め手段13と、該搬送位置決め手段によって移動させた後のエッチスプリングの一部を前記溶接部に当接させると共に所望の圧力で加圧する加圧手段2とを有する溶接自動機であって、前記加圧手段2が、エアーシリンダーの駆動により前記エッチスプリング11bを加圧する電子銃組立用の溶接自動機である。
(もっと読む)
炭酸ガスレーザーによる貫通孔の形成方法
【課題】 銅張板上に炭酸ガスレーザーを直接照射して、形状の良好な小径の貫通孔を形成する方法を得る。
【解決手段】 少なくとも2層以上の銅の層を有する熱硬化性樹脂銅張板の下側の銅箔に熱伝導性の低い層を接着配置してバックアップシートとして使用し、炭酸ガスレーザーをパルスエネルギー5〜60mJから選ばれる1つのエネルギーを銅箔上に直接照射することにより貫通孔を形成する。その後、厚い銅箔の場合、銅箔の厚さ方向の一部をエッチング除去して薄くすると同時に孔部に発生した銅箔バリを溶解除去し、これを用いてプリント配線板とする。
【効果】 孔形状が良好で、信頼性に優れた貫通孔をあけることができ、小径で細密回路を有する高密度プリント配線板を得ることができた。
(もっと読む)
炭酸ガスレーザーによる貫通孔形成用バックアップシート
【課題】銅張板上に炭酸ガスレーザーを直接照射して、形状の良好な小径の貫通孔を形成するためのバックアップシートを得る。
【解決手段】少なくとも2層以上の銅の層を有する熱硬化性樹脂銅張板の下側の銅箔に熱伝導性の低い層を接着配置してバックアップシートとして使用し、炭酸ガスレーザーを、パルスエネルギー5〜60mJから選ばれる1つのエネルギーを銅箔上に直接照射することにより貫通孔を形成する。その後、厚い銅箔の場合、銅箔の厚さ方向の一部をエッチング除去して薄くすると同時に孔部に発生した銅箔バリを溶解除去し、これを用いてプリント配線板とする。
【効果】孔形状が良好で、信頼性に優れた貫通孔をあけることが可能なバックアップシートを得ることができ、小径で細密回路を有する高密度プリント配線板を作製することができた。
(もっと読む)
異種金属の接合方法
【課題】 融点の異なる異種金属を強固に接合する方法を提供することを目的とする。
【解決手段】 黄銅1とステンレス、炭素鋼2といった融点の異なる金属の接合面近傍にYAGレーザーなどのビームを照射して異種金属を溶接する異種金属の接合方法において、前記接合面3を挟んで両金属間にビームをウィービングし、両金属を低融点金属の融点より低い温度までに加熱した後、前記ビームを高融点金属側が溶融するまで加熱することで、両者の金属をタイミング良く溶融させることを特徴とする異種金属の接合方法とする。
(もっと読む)
工具の非接触調整方法および装置
【課題】 実際に加工に関与する作用砥粒数および砥粒形状を調整する砥石のツルーイングを非接触で高精度に行えるようにして、高精度、高能率の加工を可能とする工具の非接触調整方法を得ること。
【解決手段】 砥石30の最外周の砥粒7に砥石30の接線方向からレーザ光12を照射することで砥石のツルーイングを行う。
(もっと読む)
レーザ加工ヘッド及びこれを備えたレーザ加工装置
【課題】 反射ミラーなどを要しない簡易な構成とし、ヘッドのコンパクト化、高集光性及び長焦点化が可能であり、また、アーク電極や切断ガスなどの供給が容易なレーザ加工ヘッド及びこれを備えたレーザ加工装置を提供する。
【解決手段】 レーザ光を平行にするコリメート光学系62と、半割れレンズ67を有し、この半割れレンズ67の光軸位置をコリメート光学系の光軸位置に対してこれらの光軸と直交する方向へずらしてコリメート光学系を出たレーザ光52が全て半割れレンズに入射するようにし、この半割れレンズによって前記レーザ光をワーク55に集光照射する集光光学系62と、半割れレンズの分割面67c側に半割れレンズの光軸に沿って配設されたMIG電極57などの加工手段とを備えてレーザ加工ヘッド54を構成し、このレーザ加工ヘッドを備えてレーザ加工装置を構成する。
(もっと読む)
3,471 - 3,480 / 3,527
[ Back to top ]