
国際特許分類[B23K26/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | レーザービームによる加工,例.溶接,切断,穴あけ (14,635)
国際特許分類[B23K26/00]の下位に属する分類
加工物の位置決めまたは観察,例.照射点に関するもの;レーザービームの軸合せ,照準,焦点合せ (3,130)
レーザービームと加工物の相対移動を有する装置 (1,691)
特定の雰囲気で行なうもの,例.容器内で行なうもの (195)
流体を用いるもの,例.レーザービームに関連してガスジェット流を用いるもの (569)
副次物の除去,例.加工中に生ずる微粒子または蒸気の除去 (234)
加工される材料上に吸収層を用いるもの,例.対象物をマーキングまたは保護するもの (223)
結合,例.溶接 (1,551)
接合以外の目的の溶接,例.肉盛溶接 (160)
材料の除去 (2,948)
予備処理;補助操作または補助装置 (407)
国際特許分類[B23K26/00]に分類される特許
3,521 - 3,527 / 3,527
板材加工機の熱変位補正制御方法
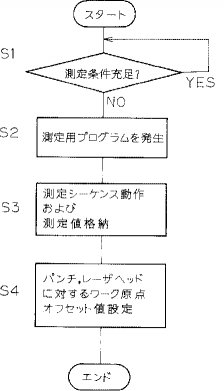
【目的】 パンチプレス機にレーザヘッドを設けた複合加工機等の板材加工機において、熱変位補正を効率良く行う。また、加工中のオフセットにかかわらずに熱変位補正を可能とする。
【構成】 温度センサによる温度情報により計測開始条件が充足されたことを判定し(S1)、条件充足の判定結果に応答して加工点の変位量測定用プログラムを発生させる(S2)。この測定用プログラムを実行して加工点の変位量を測定し(S3)、その変位量測定値に対応するオフセット値で板材加工機のワーク座標原点をシフトさせる(S4)。前記測定用プログラムは機械座標で動作させるものとする。
(もっと読む)
レーザ加工機におけるスターティングホール検出装置

【目的】 レーザ光によるワークの切断作業の能率向上を目的とする。
【構成】 レーザ光を照射するワークの反対側に、スターティングホールの貫通によるレーザ光が物体に当って発光するのを感知するセンサを設けてなることを特徴とするレーザ加工機におけるスターティングホール検出装置である。
(もっと読む)
レーザマーキング装置
【目的】 各種工業製品,貴金属,装身具などに文字,数字,図形などを高速でマーキングするレーザマーキング装置に関し、確実で多面的にマーキングできるものを提供することを目的とするものである。
【構成】 ターンテーブル25に複数個の加工部材33を保持する部材保持部26a〜26dを設け、このターンテーブル25の周囲に供給・取出し部23,位置決め部27,レーザマーキング部29,部材割出し部30を設け、高速で多面へのレーザマーキングを可能にする。
(もっと読む)
レーザマーキング装置
突合わせ溶接機の後加熱装置及び誘導加熱コイル装置
【目的】 ストリップ溶接部の熱処理品質を向上させる。
【構成】 ストリップ2の各切断端面の突き合わせ溶接後にこの溶接部3を指向して後加熱(焼鈍)を行うコア部1b及びコイル部1aを備えた誘導加熱コイル装置において、コア部1bと溶接部3近傍のストリップ2との間隙に耐熱絶縁性スペーサ1cを配し、熱応力により生じるストリップ2の変形をこの耐熱絶縁性スペーサ1cで抑えるようにした。
【効果】 上記間隙が常にほぼ一定に保たれるので、溶接部3の温度ムラを防止することができ、焼鈍が適切に行われる。
(もっと読む)
レーザー光線を用いた溶接方法及びその装置
液晶式マーキング方法及びその装置
3,521 - 3,527 / 3,527
[ Back to top ]