
国際特許分類[B23Q17/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 工作機械の細部;構成部分,または付属装置,例.倣いまたは制御装置;特定の細部または構成部分の構造により特徴づけられる工作機械一般;特定の結果を目的としない金属加工機械の組合わせ (8,929) | 工作機械上において指示または測定する装置の配置 (1,211)
国際特許分類[B23Q17/00]の下位に属する分類
切削圧または切削工具状態,例.切削能力,工具負荷,を指示または測定するもの (117)
切削速度または回転数を指示または測定するもの (5)
振動を指示または測定するもの (95)
工作物の特徴,例.輪郭,寸法,硬度,を指示または測定するもの (144)
工具または工作物の現在位置または所望位置を指示または測定するもの (256)
光学系を用いるもの (185)
国際特許分類[B23Q17/00]に分類される特許
31 - 40 / 409
工作機械の熱変位補正方法及び熱変位補正装置
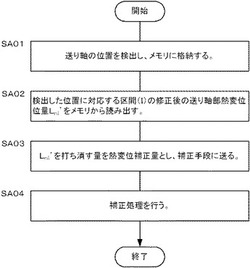
【課題】送り軸の各位置における熱変位の分布を推定し、更に、位置検出センサを用いて送り軸の位置を検出し、検出した位置に基づいて送り軸の位置指令に対する補正量を増減することにより、周囲環境の温度変化など機械の動作によらない熱変位も考慮して補正することができる工作機械の熱変位補正方法及び熱変位補正装置を提供すること。
【解決手段】送り軸の位置を検出しメモリに格納する(SA01)。検出した位置に対応する区間(I)の、修正後の送り軸部熱変位量(LnI’)をメモリから読み出す(SA02)。修正後の送り軸部熱変位量(LnI’)を打ち消す量を熱変位補正量とし、補正手段に送る(SA03)。補正処理を行い、処理を終了する(SA04)。
(もっと読む)
測長装置

【課題】干渉計を利用した測長において、環境変動により測定光路上の光学窓の厚みが変動しても影響の小さい測長装置を提供する。
【解決手段】測定光路上に、内部が真空で両端に光学窓10b、10cを有する真空管10を配置する。各光学窓10b、10cは、厚みが異なる2つの部分を有する構成とする。各光学窓10b、10cの厚みが異なる部位へ2本の測長レーザ2a、2bの測定光を入射させ、測定ミラー5でそれぞれ反射させて、参照ミラー6による参照光と干渉させる。測長レーザ2a、2bによる2つの測長値を用いて、環境変動に起因する光学窓10b、10cの厚み変化による光路長変動の影響を除去した測長を行うことができる。
(もっと読む)
工作機械
【課題】たとえ経験の浅い作業者等であっても、びびり振動を抑制しやすく、ひいては歩留まりの向上等を図ることができる工作機械を提供する。
【解決手段】びびり振動が発生した際に所定のパラメータを変更することで、変更後のパラメータの値に応じた振幅Q及び周期Rで主軸2の回転速度を変動させるものにおいて、そのパラメータに係る情報をパラメータ表示制御部11が表示手段9へ表示する。したがって、作業者は表示手段9における表示を参考にしてパラメータを変更し、主軸2の回転速度の振幅Q及び周期Rを変更することができる。そのため、経験の浅い作業者であっても、従来より容易にびびり振動を抑制させることができ、ひいては歩留まりの向上も図ることができる。
(もっと読む)
振動表示装置
【課題】工作機械の振動状況を明確に把握することができる振動表示装置を提供する。
【解決手段】演算装置14において、記憶装置13に記憶されている加工条件や工具情報にもとづき、工作機械に発生するびびり振動の周波数域を推定し、びびり振動が表示装置15において明確に表示されるように、表示装置15における振動状況の表示態様を選択したり、所定の周波数近傍を拡大して表示したりするようにした。具体的には、加工条件及び工具情報にもとづいて重切削であるか否かを判断し、重切削である場合には横軸を対数とした表示態様を選択する。また、重切削でない場合には、工具情報にもとづいて工具の固有振動数を算出できたか否かを判断し、工具の固有振動数が算出されている場合には固有振動数の近傍を拡大して表示する。
(もっと読む)
主軸位置の測定装置および測定方法
【課題】 操作が簡単で正確にマシニングセンタ(加工機)の主軸位置を測定する装置と方法を提供する。
【解決手段】 主軸位置の測定装置1はアタッチメント2を介してマシニングセンタの主軸100に着脱自在とされている。前記アタッチメント2には基台3が設けられ、この基台3には前記主軸100と同軸状に孔部4aを有する係止部4が形成され、この孔部4aに下方から連結部材5が挿入され、この連結部材5をネジ部材6によって孔部4aに固定している。また、連結部材5には下方に開口する雌ネジ孔5aが形成され、この雌ネジ孔5aに座標位置仮想部材7の雄ネジ部7aが螺合している。座標位置仮想部材7はXY座標仮想部材8とZ座標仮想部材9からなり、Z座標仮想部材9は板状をなし、ボルト10によって座標仮想部材8の下面に固着されている。
(もっと読む)
切削品質維持方法
【課題】切削加工中に何らかの外乱が発生したとしても確実に加工表面の硬さが所定値以下に維持し得る切削品質維持方法を提供する。
【解決手段】加工条件を調節して表層硬さが所定硬さよりも低くなるように行われている切削加工における加工工具7の切削抵抗を目標切削抵抗として取得するデータ取得ステップと、切削加工時の加工工具7の切削抵抗を検知し、検知された切削抵抗が前記目標切削抵抗よりも低くなるように制御して切削加工を行う切削加工ステップと、が備えられている。
(もっと読む)
工作機械の消費電力量表示装置
【課題】無駄な電力消費を可視化することのできる工作機械の消費電力量表示装置を提供する。
【解決手段】工作機械に電力を供給する主電源スイッチ21がオンの場合に、加工プログラムを実行することによって被加工物を加工する加工状態と加工プログラムが実行されていない非加工状態とを判別する加工状態判別手段14と、加工状態判別手段14により非加工状態と判定されている間の工作機械の消費電力量を計測する消費電力量計測手段15〜17と、消費電力量計測手段15〜17により計測された消費電力量を表示する表示手段18を備える。
(もっと読む)
工作機械の主軸状態検出装置
【課題】主軸の軸受の寿命に関する状態を適切に把握することができる工作機械の主軸状態検出装置を提供する。
【解決手段】工作機械の主軸状態検出装置は、工作機械の主軸12を回転可能に支持する軸受14にかかる負荷を検出する軸受負荷検出手段16,17と、軸受負荷検出手段20により検出される負荷に基づいて、軸受14の規定寿命に対する軸受14の現在までの使用率を算出する現在使用率算出手段30とを備える。
(もっと読む)
工作機械における主軸回転速度のモニタ方法及びモニタ装置、工作機械
【課題】主軸の回転速度を変動させるための設定値が容易に選択でき、びびり振動の抑制に最適な加工条件を見出すことができるようにする。
【解決手段】モニタ装置において、変動値設定部のモニタに、回転速度の変動振幅と変動周期との関係を示すグラフを表示し、そのグラフに現在の変動位置(第1点)を黒丸のマーカーで表示すると共に、所定の式に基づいてモータの変動周期の電力限界線Lを作成してグラフ上に表示して、電力限界線L以下の範囲内で、現在の変動位置よりも変動振幅が大きく、且つ変動周期が短くなる新たな変動位置を算出して、新たな変動位置(第2点)を、現在の変動位置からの変更を案内する矢印Aと共にグラフに表示する。
(もっと読む)
工作機械のモニタ方法及びモニタ装置、工作機械
【課題】振動に係る現在の加工状態を迅速且つ容易に把握でき、最適な加工条件を効率よく導き出すことができるようにする。
【解決手段】立形マシニングセンタのモニタ装置は、加工に伴う振動を検出する振動センサと、主軸の回転を検出する回転検出器及び回転検出部と、振動センサによって検出された振動情報と回転検出器及び回転検出部によって検出された主軸の回転速度とに基づいて、回転速度と加工の安定限界との関係を表す安定限界線図及び回転速度と振動との関係を表す振動分布図をそれぞれ作成し、モニタに両図を上下に並べて表示する安定限界及び振動分布計算部とを備える。安定限界及び振動分布計算部は、現在の主軸回転速度を回転速度の軸に直交して安定限界線図F1と振動分布図F2とに跨る直線Lで表示する。
(もっと読む)
31 - 40 / 409
[ Back to top ]