
国際特許分類[B23Q17/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 工作機械の細部;構成部分,または付属装置,例.倣いまたは制御装置;特定の細部または構成部分の構造により特徴づけられる工作機械一般;特定の結果を目的としない金属加工機械の組合わせ (8,929) | 工作機械上において指示または測定する装置の配置 (1,211)
国際特許分類[B23Q17/00]の下位に属する分類
切削圧または切削工具状態,例.切削能力,工具負荷,を指示または測定するもの (117)
切削速度または回転数を指示または測定するもの (5)
振動を指示または測定するもの (95)
工作物の特徴,例.輪郭,寸法,硬度,を指示または測定するもの (144)
工具または工作物の現在位置または所望位置を指示または測定するもの (256)
光学系を用いるもの (185)
国際特許分類[B23Q17/00]に分類される特許
41 - 50 / 409
工作機械の変位評価方法
【課題】短時間で容易に機械の変位評価を実施することができ、且つ、アナログ量で機械の変位量を把握することができる工作機械の変位評価方法を提供する。
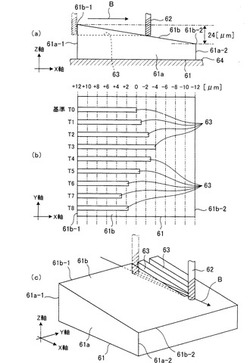
【解決手段】互いに直交するX,Y,Z軸を有する工作機械に対し、例えば、溝加工面61bを有する変位評価用ワーク61を、溝加工面61bがX軸方向に対して傾斜し、且つ、溝加工面61bの一端側の辺61b−1がY軸方向に対して平行な状態となるように設置し、この状態で、工具62をZ軸方向には移動させずにX軸方向に移動させることによって溝加工面61bに直線状の溝63を形成する溝加工を実施し、且つ、この溝加工を、工具62をY軸方向へ順次移動させるごとに実施して各列の直線状の溝63が互いに平行となるようにすることにより、Z軸方向の変位を評価する。
(もっと読む)
工作機械のモニタ方法及びモニタ装置、工作機械

【課題】強制びびり振動と再生型びびり振動とを区別してびびり振動の発生状況をオペレータに通知することにより、効果的にびびり振動を抑制できる加工条件を選択することができるようにする。
【解決手段】立形マシニングセンタのモニタ装置は、加工が開始されると、主軸の回転速度とびびり振動の発生とを検出すると共に、検出されたびびり振動の種類を判定し、判定されたびびり振動に係る振動情報と検出された回転速度とに基づいて、グラフ18を作成してモニタ17に表示する。このグラフ18は、横軸が主軸回転速度、縦軸が加速度となって、発生したびびり振動の加速度を主軸回転速度に応じてマーカー19,19・・で表示すると共に、再生型びびりを三角形、強制びびりを四角形として区別している。また、各マーカー19にはびびり振動の種類に応じた色分けもなされている。
(もっと読む)
工作機械の熱変位補正システム
【課題】コラム前面を基準位置として熱変位量を評価し、且つ、テーブルの熱変位量が不均一であっても精度のよい熱変位補正を行うことなどが可能な工作機械の熱変位補正システムを提供する。
【解決手段】例えば、位置検出器温度センサ41−6と、テーブル温度センサ41−1〜41−5と、温度データa6を入力する温度データ入力部、温度データa6に基づいて位置検出器の熱変位量を算出する熱変位量算出部、温度データa1〜a5を入力する温度データ入力部、温度データa1〜a5に基づいてX軸方向の温度分布に応じたテーブルの熱変位量を算出する熱変位量算出部、前記位置検出器の熱変位量と前記テーブルの熱変位量とに基づいてコラム前面を基準位置としたテーブル系統の熱変位量を算出する熱変位量算出部、前記テーブル系統の熱変位量に基づいてX軸の補正量を出力するX軸補正量出力部を有する変位補正装置とを備えた構成とする。
(もっと読む)
稼動履歴管理方法、及び稼動履歴管理装置
【課題】びびり振動の発生状況と工作機械の稼働状況とを関連づけて把握することができ、びびり振動の容易で且つ効果的な抑制を図ることができる稼動履歴管理方法、及び稼動履歴管理装置を提供する。
【解決手段】少なくとも回転軸の回転速度及び周波数領域の振動加速度を稼動履歴として記憶するとともに、当該稼動履歴を、回転軸の回転速度が変化した場合のみならず、周波数領域の振動加速度の最大値が所定の閾値を超えた場合にも記憶するため、回転軸の回転速度の変化とびびり振動の発生状況とを関連づけて記憶することができる。したがって、作業者は回転軸の回転速度とびびり振動の発生状況とを関連づけて把握することができ、ひいてはびびり振動の容易且つ効果的な抑制を図ることができる。
(もっと読む)
回転部材用物理量測定装置
【課題】工作機械の主軸に加わるアキシアル荷重を測定するのに、通常運転時には測定値の信頼性を十分に確保でき、しかも、非常時には迅速且つ適切な対応を可能にできる構造を実現する。
【解決手段】演算器14がセンサの出力信号を処理した処理信号を取り出す為に、互いに並列の信号伝達回路15a、15bを設ける。そして、一方の信号伝達回路15aに、カットオフ周波数が低いローパスフィルタ16aを、他方の信号伝達回路15bに、カットオフ周波数が高いローパスフィルタ16bを、それぞれ設ける。通常時には、前記一方の信号伝達回路15aを通過した、第一の処理信号を利用して制御を行い、事故発生時には、他方の信号伝達回路15bを通過した、第二の処理信号を利用して制御又は対応を行う。
(もっと読む)
回転部材用物理量測定装置
【課題】工作機械の主軸が高速回転する状態での検出分解能及び測定精度の確保と、同じく低速回転する状態での応答性の確保との両立を図る。
【解決手段】演算器は、円周方向に隣り合う1対の凹溝10a、10bに基づいて発生する1対のパルス間の周期である部分周期δと、互いに異なる1対の被検出用特性変化組み合わせ部3a、3aに対応する1対のパルス間の周期である全周期Lとの比であるパルス周期比δ/Lに基づいて、前記主軸の軸方向変位量を求める。この主軸の回転速度が所定値よりも低い場合に、(A)に示す様に、前記全周期Lとして、円周方向に隣り合う1対の被検出用特性変化組み合わせ部3a、3aに関する値Laを採用する。これに対して、前記回転速度が前記所定値以上である場合に、(B)に示す様に、前記全周期Lとして、中間を飛ばして存在する1対の被検出用特性変化組み合わせ部3a、3aに関する値Lbを採用する。
(もっと読む)
対象物の位置判断装置
【課題】予め定められる位置に設置される所定の対象物の位置が変化したことを正確に判断することができる位置判断装置を提供することを課題としている。
【解決手段】予め定められる位置に設置される所定の対象物1の移動速度を検出する移動速度検出手段17と、予め定められた所定時間中に前記移動速度検出手段17によって検出される移動速度の最大値と最小値の速度差を検出する速度差検出手段18と、該速度差検出手段18によって検出された速度差に基づいて前記所定時間毎にポイントを付与するポイント付与手段19と、該ポイント付与手段19によって付与されたポイントを予め定められた所定期間加算するポイント加算手段21とを設け、前記ポイント加算手段21によって加算されたポイントと予め定められた所定のシキイ値とに基づいて前記対象物1の位置が変わったことを判断するように構成した。
(もっと読む)
工作機械の熱変位補正方法及び工作機械
【課題】センサや高機能な演算装置を不要とすることで、工作機械の稼働停止期間を短時間とし、稼働時間や熱変位が変更された場合であっても、最適な補正を行い、常に高い工作精度を保つことを可能とする熱変位補正手段を備えた工作機械及び制御方法を提供することにある。
【解決手段】
マシニングセンタ1の熱変位補正方法は、マシニングセンタ1の稼働時に生じる熱変位の時間に対する変化を予め測定してデータテーブル25を作成する第1のステップと、このデータテーブル25をPLC演算部24に記憶する第2のステップと、マシニングセンタ1の稼働時間とデータテーブル25とに基づいて現在の熱変位を導き出す第3のステップと、現在の熱変位に基づいて加工制御の補正値を演算する第4のステップと、を実行することにある。
(もっと読む)
荷重センサ付き軸受装置及び工作機械の主軸装置並びに工作機械
【課題】回転軸に作用するアキシャル荷重を、コンパクトなセンサによって精度良く測定することができる荷重センサ付き軸受装置及び工作機械の主軸装置並びに工作機械を提供する。
【解決手段】アンギュラ玉軸受20と、エンコーダ31及びこのエンコーダ31の被検出面に対向配置されるセンサ32からなるセンサユニット30を備える荷重セン
サ付き軸受装置10であって、センサユニット30のエンコーダ31が内輪12に設けられると共に、センサ32が外輪11に設けられる。エンコーダ31の被検出面は、円周方向に関して変化する特性のピッチが、軸方向に関して連続的に変化する部分を軸方向に単列で構成する。
(もっと読む)
真直度測定装置並びに真直度測定方法
【課題】高精度に真直度を測定することが可能な真直度測定装置並びにこの真直度測定装置を用いた真直度測定方法を提案することを目的とする。
【解決手段】被測定物1の被測定面Msと補助基準部2の補助基準面Reとを対向状態且つ相対移動自在に設け、これらによって形成した走査区間Sに空気マイクロメータの測定ヘッド部3を走査方向に走査移動させて、各測定箇所における第一センサ部4から被測定面Msまでの距離と第二センサ部5から補助基準面Reまでの距離との合算値からなる走査測定値を測定算出するように構成し、被測定物1に対して補助基準部2が相対移動する前後の走査測定値の差分から被測定面Msの真直度を測定算出するように構成した真直度測定装置。
(もっと読む)
41 - 50 / 409
[ Back to top ]