
国際特許分類[B26D3/00]の内容
処理操作;運輸 (1,245,546) | 切断手工具;切断;切断機 (8,140) | 切断;切断機,例.切断,穴あけ,押抜,型抜によるもの,に共通の細部 (4,343) | 切断加工の種類によって特徴づけられた切断作業;そのための装置 (976)
国際特許分類[B26D3/00]の下位に属する分類
斜め切り加工 (6)
被加工材表面より材料を除去するものを含む溝切り加工 (22)
被加工材表面より材料を除去しない浅い切断加工,例.切目加工,切り込み加工 (131)
単一直線型以外の切断加工 (69)
被加工材端部への切込み加工,すなわち材料を除去しないである角度,例.90°,で被加工材端部に切断加工するもの (1)
切断による被加工材端部への切欠加工 (5)
棒,管の横方向切断 (79)
立方体またはそれと類似のものを得るためのもの (28)
スライス以外の切片を得るためのもの,例.パイ切断 (170)
被加工材を層状に分割するもの;切断により層状物を相互に分離するもの (196)
2分割装置,例.甘パンを2分割するためのもの (11)
国際特許分類[B26D3/00]に分類される特許
171 - 180 / 258
中空ゴム用錐
【課題】 切削部の先端を軸心より外側に突出し、外側面延長線上に設け、軸心の一方向に形成することにより、ウェザーストリップのクリップ取付部(中空部)における孔あけ加工時において、切屑を確実に外側へ排出できる中空ゴム用錐を提供する。
【解決手段】 錐軸本体の下部に切削部の先端を軸心より外側に、突出してなる1枚刃を設けたことを特徴とする中空ゴム用錐。
(もっと読む)
シートの裁断装置

【課題】カッターと受け台の損傷を少なくしながら、被裁断シートを確実に切り離して能率よく裁断する。
【解決手段】シートの裁断装置は、裁断面2Aを上面に有する受け台2と、被裁断シート1を裁断するカッター3と、カッター3を上下に往復運動させるカッター駆動機構4とを備える。さらに、裁断装置は、被裁断シート1を上に載せて移送する搬送ベルト5と、被裁断シート1が裁断面2Aを所定の速度で通過するように搬送ベルト5を駆動する搬送機構6と、搬送ベルト5の上に被裁断シート1を所定の速度で供給する供給機構7とを備える。カッター駆動機構4は、被裁断シート1の移送方向にカッター3を移動させる縦送り機構4Bを備え、縦送り機構4Bでカッター3を被裁断シート1の移送方向に移動させると共に、カッター3を受け台2の裁断面2Aに接近するように降下させて、受け台2の裁断面2Aに移送される被裁断シート1を裁断する。
(もっと読む)
シートの裁断装置
【課題】被裁断シートの移送速度を速くして、トムソン刃でもって被裁断シートを正確に高精度に、しかも確実に切り離しできるように裁断する。
【解決手段】シートの裁断装置は、裁断面2Aを有する受け台2と、被裁断シート1を所定の形状に裁断するトムソン刃3と、トムソン刃3を上下に往復運動させるトムソン刃駆動機構4と、被裁断シート1を上に載せて移送する搬送ベルト5と、被裁断シート1が裁断面2Aの上を所定の速度で通過するように搬送ベルト5を駆動する搬送機構6と、搬送ベルト5の上に被裁断シート1を所定の速度で供給する供給機構7とを備える。トムソン刃駆動機構4は、被裁断シート1の移送方向にトムソン刃3を移動させる縦送り機構4Bを備える。縦送り機構4Bでトムソン刃3を被裁断シート1の移送方向に移動しながら、トムソン刃3を裁断面2Aに降下させて、被裁断シート1を裁断部1Aとスクラップ部1Bとに裁断する。
(もっと読む)
光学フィルム剥離装置、基板分断装置および液晶表示パネルの製造方法
【課題】接着剤がほぼ残らないようにきれいに光学フィルムを剥離切除することを可能とする。
【解決手段】光学フィルム剥離装置は、基板としてのガラス基板102上に貼られた光学フィルムとしての偏光板116を部分的に剥離するための装置であって、前記基板に対して直線状に相対移動可能な可動部としての移動ユニット80を備え、前記可動部は、前記光学フィルムをすくい取るように切除するための刃物82と、前記刃物に沿って溶剤を供給するための溶剤供給部としてノズル10とを備える。
(もっと読む)
ガラス繊維用切断刃、その製造方法及び切断装置
【課題】切断刃の製造時における溶接歪みを低く抑制し、かつ安定した切断品位を長時間に亘り実現できるガラス繊維用切断刃と、その製造方法、また該ガラス繊維用切断刃を備えたガラス繊維切断装置の提供する。
【解決手段】本発明のガラス繊維用切断刃10は、ガラス繊維を切断する刃部10aと、刃部10aを支持する基体部10bより構成される繊維切断刃であって、刃部10a及び/または基体部10bのニッケル含有部10c、10dに平均粒子径が0.20〜0.85μmのタングステンカーバイド(WC)粒子を含有するにものである。また本発明のガラス繊維用切断刃10の製造方法は、鑞材を用いて刃部10aと基体部10bとを圧接接合することにより上記のガラス繊維用切断刃を製造するものである。さらに本発明のガラス繊維用切断装置は、上記のガラス繊維用切断刃を具備するものである。
(もっと読む)
ゴムクローラの切断装置
【課題】簡素な構成でゴムクローラの供給を可能とし、確実で正確にゴムクローラを切断するゴムクローラの切断装置の提供。
【解決手段】切断装置は切断機9と供給装置10で構成される。切断機9は供給装置10で供給される帯形状のゴムクローラ1を小片ゴムクローラ7に切断する。切断機9は上下動する上切断刃12aと下切断刃12bで構成される切断刃装置12を有する。供給されるゴムクローラ1の位置を検出装置20で検出し、サーボモータを有する搬送体15で正確に位置決めされたゴムクローラ1を切断する。切断時にはゴムクローラ1をクッション機能を有する押さえ部材16と受け台18で押圧し、芯金2に干渉のおそれなく小片ゴムクローラ7にする。供給装置10は傾斜機能を有していて床上にあるゴムクローラ1を容易に引き上げ、切断機9に能率よく設置することができる。
(もっと読む)
積層体フイルムのハーフカット方法及び装置
【課題】簡単な工程及び構成で、積層体フイルムを高品質にハーフカットするとともに、カット屑の発生を可及的に阻止することを可能にする。
【解決手段】ハーフカット装置36は、感光性ウエブ22の幅方向に移動可能な移動機構52を備え、前記移動機構52には、第1カッタ機構56と第2カッタ機構58とが装着される。第1カッタ機構56は、保護フイルムの剥離方向後端部を構成する第1ハーフカット部位34aを形成する回転自在な回転丸刃66を設ける。第2カッタ機構58は、保護フイルムの剥離方向先端部を構成する第2ハーフカット部位34bを形成する回転不能に固定された固定丸刃72が設けられる。
(もっと読む)
ワイヤストリッパ
【課題】複数本の被覆電線を共通に覆う合成樹脂製の絶縁チューブを第1作用腕の固定受け部および可動挟持片で挟み、絶縁チューブを第2作用腕の固定刃および可動刃で切断し、絶縁チューブを切断した状態の固定刃および可動刃を固定受け部および可動挟持片から離間させるように第1および第2作用腕を変位させることにより、絶縁チューブの切断部から先を剥ぎ取るようにしたワイヤストリッパにおいて、内部の被覆電線の表面を傷つけることなく、絶縁チューブのみを規定長さだけ切断し得るようにする。
【解決手段】固定刃17および可動刃18には、固定刃17および可動刃18による切断時に絶縁チューブ14の外面に当接するガイド部24,25が、絶縁チューブ14の最小厚み以下に設定された設定突出量だけ固定刃17および可動刃18の刃先17a,18aをガイド部24,25から突出させるようにして設けられる。
(もっと読む)
ウエブの裁断方法
【課題】ウエブを搬送しながらウエブの幅方向端部(耳部)を裁断刃で連続裁断する際に、裁断刃の切れ味が悪くなってしまうのを抑制し、更に削れ粉やバリが発現しにくいウエブの裁断方法を提供する。
【解決手段】ウエブ20を搬送しながらウエブの幅方向端部をレザーカット刃42で連続裁断するウエブの裁断方法において、レザーカット刃42は、一方の刃面42Aがn段階の角度を有して構成されており、一方の刃面42Aと他方の刃面42Bとが成す角度は、刃先端46から数えてn−1段階目の角度をθn-1、n段階目の角度をθnと表した場合に、θn-1−θn>0を満たすようにする。
(もっと読む)
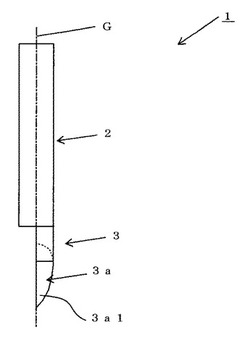
被覆剥離用工具
【課題】芯材の端部外周面から被覆層を簡単に切り込み剥離させることができる被覆剥離用工具を提供する。
【解決手段】芯材としてのパイプ本体31の端部外周面から被覆層32を剥離する被覆剥離用工具11であって、グリップ12と、そのグリップ12上に設けられ、パイプ本体31と被覆層32との間に挿入する挿入部17と、その挿入部17に対して進行方向の下流側に近接位置するようにグリップ12上に設けられ、被覆層32を切断する切断部18とを備える。
(もっと読む)
171 - 180 / 258
[ Back to top ]