
国際特許分類[B26D3/00]の内容
処理操作;運輸 (1,245,546) | 切断手工具;切断;切断機 (8,140) | 切断;切断機,例.切断,穴あけ,押抜,型抜によるもの,に共通の細部 (4,343) | 切断加工の種類によって特徴づけられた切断作業;そのための装置 (976)
国際特許分類[B26D3/00]の下位に属する分類
斜め切り加工 (6)
被加工材表面より材料を除去するものを含む溝切り加工 (22)
被加工材表面より材料を除去しない浅い切断加工,例.切目加工,切り込み加工 (131)
単一直線型以外の切断加工 (69)
被加工材端部への切込み加工,すなわち材料を除去しないである角度,例.90°,で被加工材端部に切断加工するもの (1)
切断による被加工材端部への切欠加工 (5)
棒,管の横方向切断 (79)
立方体またはそれと類似のものを得るためのもの (28)
スライス以外の切片を得るためのもの,例.パイ切断 (170)
被加工材を層状に分割するもの;切断により層状物を相互に分離するもの (196)
2分割装置,例.甘パンを2分割するためのもの (11)
国際特許分類[B26D3/00]に分類される特許
191 - 200 / 258
樹脂ベルトの切断装置、及び樹脂ベルトの切断方法
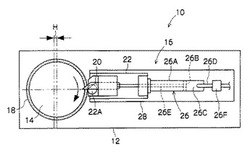
【課題】得られた樹脂管状体を切断して樹脂ベルトを得る際、樹脂管状体回転振れに対して、刃物が影響されること無く切断することが可能な樹脂ベルトの切断装置、及び樹脂ベルトの切断方法を提供すること。
【解決手段】例えば、追随手段としてエアーシリンダー26により、突き出し量調整部材22Aを樹脂管状体18外周面に所定の押圧力で押し当てつつカッター20により切断を行う。このように樹脂管状体18の回転振れに応じてカッター20を追随させることで、カッター20の切断部位と樹脂管状体18が一定の状態で切断でき、得られる樹脂ベルトの切断面の歪みや切断傷などを防止することができる。よって、樹脂管状体の回転時の振れに対して、刃物が影響されること無く切断することが可能となる。
(もっと読む)
粘性食品の切断装置

【課題】 切断刃を、粘性食品の移送速度に合わせる調整を簡単に行える粘性食品の切断装置を提供する。
【解決手段】 切断刃2は、刃前後移動用部材と刃上下移動用部材とにより支持される。検知部材54aが第1ベルトコンベア11上の粘性食品の先端を検知し、軸駆動用モータ53が作動して軸部52を回転させ、これにより、切断刃2を軸部52に沿って前方から後方に移動開始させる。刃上下移動用部材は、シリンダー56と、検知部材57とを備え、検知部材57が粘性食品の先端を検知することにより、シリンダー56を作動させ、切断刃2を、前方から後方に移動開始した後、上方から下方に移動開始させる。速度同調機構は、軸駆動用モータ53とコンベア駆動用モータ3とを同調させることにより、第1ベルトコンベア11の動きに合わせて切断刃2の前方側から後方側に移動させる。
(もっと読む)
ワイヤの導体の径を決定する装置
【課題】従来装置の欠点を回避し、ワイヤの導体の径が容易に決定される装置を作成する。
【解決手段】ワイヤ処理装置(1)は、第1の送り出し装置(4)とカッターヘッド(5)と第2の送り出し装置(6)とにより構成される。第1の送り出し装置(4)を用いて、ワイヤ(3)はワイヤ格納部(7)から引き出され、切断されるべき所望のワイヤ長に応じて送り出させられる。ワイヤ(3)がカッターヘッド(5)を用いて切り抜かれた後、ワイヤ長のワイヤ端が処理される。ワイヤ処理装置(1)には、ワイヤ(3)の導体の径を決定する装置(2)が設けられる。入力カプラー(9)は、信号(S3)として検知され信号プロセッサ(8)を用いて解釈される信号(S2)をワイヤ(3)に印加し、カッターヘッド(5)のカッター(13、14)は導体に接触し、ワイヤ(3)を切り込むときに信号(S3)を変化させる。
(もっと読む)
帯状部材の切断装置
【課題】下側切断刃を短時間で着脱することができ、しかも下側切断刃を上側切断刃に対して刃の厚さ方向に正確に位置決めすることのできる帯状部材の切断装置を提供する。
【解決手段】下側切断刃20は第1ホルダー30に保持され、第1ホルダー30は第2ホルダー40に着脱自在に保持されていることから、下側切断刃20を第1ホルダー30とともに短時間で着脱することができる。また、第2ホルダー40は移動機構70によってベース50に対して下側切断刃20の厚さ方向に移動可能であるとともに、各固定用ボルト60によってベース50に固定可能であることから、第1ホルダー30を第2ホルダー40の保持した状態で第2ホルダー40をベース50に対して移動することにより、下側切断刃20を上側切断刃10に対して刃の厚さ方向に正確に位置決めすることができる。
(もっと読む)
フィルム切断加工装置
【課題】フィルムwの左右巾上の特定位置の前後方向部位を円板回転刃体13及びロール部材12で挟み付けることにより該フィルムwに左右方向f1の切断目を列状に形成し、一方では前記切断目箇所の左右方向f1を切断刃26で前後方向へ切断するフィルム切断加工を少ない手間で能率的に行えるものとなし、さらには安価に行えるものとなす。
【解決手段】円板回転刃体13又はロール部材12の何れかが第一左右向き直状軸部材8に第一支持部11を介して支持され、切断刃26が第二左右向き直状軸部材19に第二支持部25を介して支持されており、前記第一支持部8及び前記第二支持部25のそれぞれは開放環状部11b、25cを、そして第一左右向き直状軸部材8及び第二左右向き直状軸部材19のそれぞれは前記開放環状部11b、25cを密嵌される大径部8a、19aとこの大径部に隣接し該大径部の径よりも小径となされた小径部8b、19bを具備したものである。
(もっと読む)
パイプカッタ
【課題】パイプを容易に所望の長さに切断可能でありかつコンパクトに収納可能なパイプカッタを提供する。
【解決手段】パイプカッタ1を、切断対象のパイプPの中心軸Apと略平行に配置された回転軸A2回りに回転可能に支持され、その外周縁部がパイプの外周面に当接する円盤状のカッタ2と、カッタ2をパイプPの外周面に押圧する加圧部2aと、カッタ2及び加圧部2aを支持するフレーム5と、フレーム5に設けられた巻取軸回りに巻いて形成され、フレーム5に対してパイプPの長手方向に引出可能であって、その表面に目盛が形成されたテープ部11と、テープ部11の先端部に設けられ、パイプの端部が掛止される掛止部12とを備える構成とする。
(もっと読む)
ストリング状の材料を分割する方法および装置
【課題】ストリング状のソーセージを任意の長さに縮径、分離により分割できる装置を提供する。
【解決手段】
搬送方向Fに移動するストリング状のソーセージ2を、所定長を有する個々の部分2aに分割する装置において、分割器18、19を備え、分割器は、軸に対する円軌道において移動可能であり、搬送方向Fに対して横方向に移動してストリング状材料2に入出し、搬送方向Fの移動に限定的に追従する。この装置を多用途の装置にするために、第1の軸16に対する第1の円軌道上および第2の軸20、21に対する第2の円軌道上で回転可能な分割器を提案する。軸16、20、21は、互いに離間配置され、第1および第2の軸に対する回転運動は、互いに独立制御可能にされる。さらに、複数の分割器を保持部材15に配置することが可能である。
(もっと読む)
ウェブ材料から成るログのトリミングにおける巻回材料から巻芯を分離する分離装置
本発明に係る処理装置は、前記トリミング(R)に軸線方向に係合する係合要素(9)が周囲に配置された可動部材(5)を備えている。前記可動部材は、閉軌道に沿って前記係合要素を連続的に供給し、前記係合要素の閉軌道沿いに、筒状巻芯から巻回ウェブ材料を分離する分離装置(20)が設けられている。 (もっと読む)
パネル裁断装置
【課題】裁断くずの発生を顕著に少なくできると共に直進性に優れ、それでいて良好な切れ味を長く維持して効率のよい裁断を可能にするパネル裁断装置およびパネル裁断方法を提供する。
【解決手段】裁断手段1,2が、パネルPの両側面側をそれぞれわずかに裁断するサイドカッター2と、パネルPを所定長さに裁断するクロスカッター1とを有しており、これらサイドカッター2とクロスカッター1とが、軸芯回りに回転可能に遊嵌されている丸刃状をしたナイフソーを備えると共に、サイドカッター2とクロスカッター1による裁断に先立ちパネルPの表面層を切り込む先行刃4,5,6を有していて、サイドカッター2とクロスカッター1を構成するナイフソーが、先行刃4,5,6の形成した切り溝に沿って走行しパネルPを裁断可能になっている。
(もっと読む)
タイヤ製造方法及びトレッド用ゴムシート供給装置
【課題】トレッドの接合箇所の強度に優れたタイヤの提供。
【解決手段】ゴムシート供給装置2は、メインテーブル4、昇降テーブル6、多数のフリーベア8、前側切断装置10、後側切断装置12、前側回収装置14、後側回収装置16、ベルト18、フィードローラ20及び移動機構22を備えている。前側切断装置10は、前側カッター刃を備えている。後側切断装置12は、後側カッター刃を備えている。前側切断装置10及び後側切断装置12は、超音波カッターである。前側カッター10によってゴムシートSの前端近傍が切断され、前側切断面が形成される。後側カッター12によってゴムシートSの後端近傍が切断され、後側切断面が形成される。切断後直ちに、フィードローラ20によってゴムシートSが成形機に供給される。ゴムシートSはカーカスに積層され、かつ前側切断面と後側切断面とが接合される。
(もっと読む)
191 - 200 / 258
[ Back to top ]